

机床主轴常用轴承_机床主轴轴承安装_数控机床主轴的结构
电气技术
描述
机床主轴轴承是精密机床及类似设备的主轴轴承,它对保证精密机床的工作精度和使用性能。
数控机床主轴:指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴(有的用来装夹工件)、心轴。除了刨床、拉床等主运动为直线运动的机床外,大多数机床都有主轴部件。主轴部件的运动精度和结构刚度是决定加工质量和切削效率的重要因素。
衡量主轴部件性能的指标主要是旋转精度、刚度和速度适应性。
(1)旋转精度:主轴旋转时在影响加工精度的方向上出现的径向和轴向跳动(见形位公差),主要决定于主轴和轴承的制造和装配质量。
(2)动、静刚度:主要决定于主轴的弯曲刚度、轴承的刚度和阻尼。
(3)速度适应性:允许的最高转速和转速范围,主要决定于轴承的结构和润滑,以及散热条件。
数控机床的机械主轴和电主轴结构
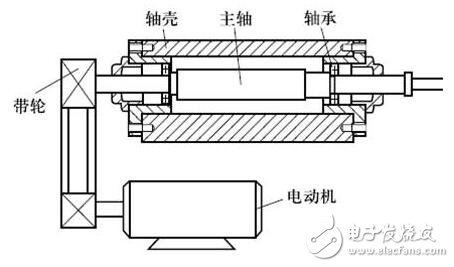
机械主轴
机械主轴结构
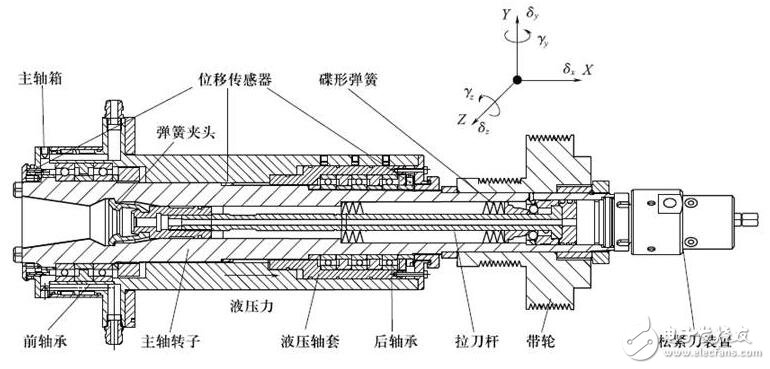
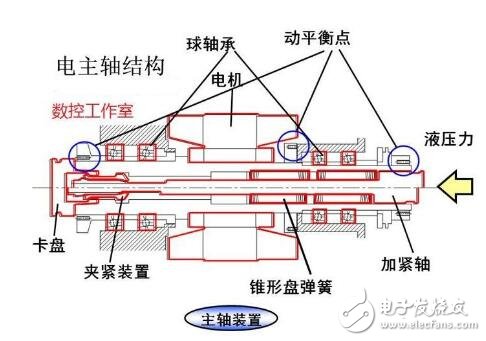
高速电主轴
数控机床主轴常用的几种滚动轴承的结构形式
机床主轴带着刀具或夹具在支承件中作回转运动,需要传递切削扭矩,承受切削抗力,并保证必要的旋转精度。数控机床主轴支承根据主轴部件的转速、承载能力及回转精度等要求的不同而采用不同种类的轴承。一般中小型数控机床(如车床、铣床、加工中心、磨床)的主轴部件多数采用滚动轴承;重型数控机床采用液体静压轴承;高精度数控机床(如坐标磨床)采用气体静压轴承;超高转速(2~10万转/分钟)的主轴可采用磁力轴承或陶瓷滚珠轴承。在各种类型的轴承中,以滚动轴承的使用最为普遍,图1所示为主轴常用的几种滚动轴承的类型。
(a) 双列圆柱滚子轴承 (b) 双列推力向心球轴承 (c) 双列圆锥滚子轴承
(d) 带凸缘双列圆柱滚子轴承 (e) 带弹簧的单列圆锥滚子轴承
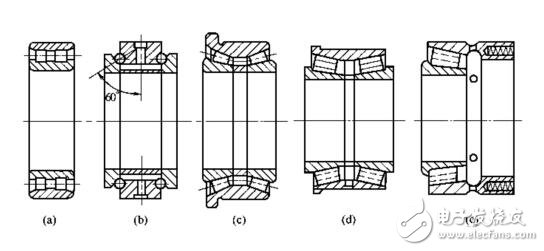
图1 主轴常用的几种滚动轴承的结构形式
1、主轴滚动轴承的配置
根据主轴部件的工作精度、刚度、温升和结构的复杂程度,合理配置轴承,可以提高主传动系统的精度。采用滚动轴承支承,有许多不同的配置形式,目前数控机床主轴轴承的配置主要有如图2所示的几种形式。
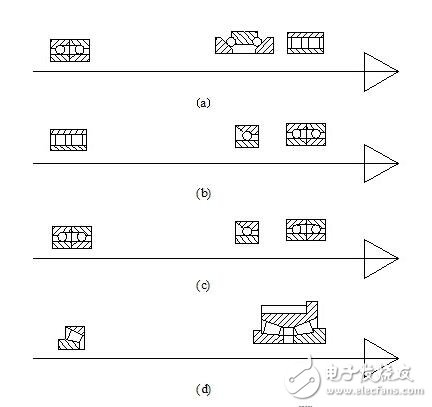
图2 数控机床主轴的配置形式
在图(a)所示的配置形式中,前支承采用双列短圆柱滚子轴承和60°角接触球轴承组合,承受径向载荷和轴向载荷,后支承采用成对角接触球轴承,这种配置可提高主轴的综合刚度,满足强力切削的要求,普遍应用于各类数控机床。在图(b)所示的配置形式中,前轴承采用角接触球轴承,由2~3个轴承组成一套,背靠背安装,承受径向载荷和轴向载荷,后支承采用双列短圆柱滚子轴承,这种配置适用于高速、重载的主轴部件,图(c)所示前后支承均采用成对角接触球轴承,以承受径向载荷和轴向载荷,这种配置适用于高速、轻载和精密的数控机床主轴。图(d)所示前支承采用双列圆锥滚子轴承,承受径向载荷和轴向载荷,后支承采用单列圆锥滚子轴承,这种配置可承受重载荷和较强的动载荷,安装与调整性能好,但主轴转速和精度的提高受到限制,适用于中等精度,低速与重载荷的数控机床主轴。
2、主轴滚动轴承的预紧
对主轴滚动轴承进行预紧和合理选择预紧量,可以提高主轴部件的回转精度、刚度和抗振性。滚动轴承间隙的调整或预紧,通常是通过轴承内、外圈的相对轴向移动来实现的。
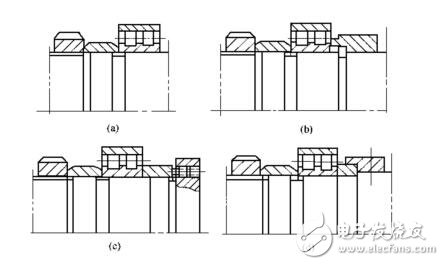
图3 滚动轴承的预紧方法
(1)轴承内圈移动 这种方法适用于锥孔双列圆柱滚子轴承。用螺母通过套筒推动内圈在锥形轴颈上作轴向移动,使内圈变形胀大,在滚道上产生过盈,从而达到预紧的目的。图3所示为几种移动轴承内圈的预紧形式,图(a)结构简单,但预紧量不易控制,常用于轻载机床主轴部件。图(b)用右端螺母限制内圈的移动量,易于控制预紧量。图(c)在主轴凸缘上均布数个螺钉以调整内圈的移动量,调整方便,但是用几个螺钉调整,易使垫圈歪斜。图(d)将紧靠轴承右端的垫圈做成两个半环,可以径向取出,修磨其厚度可控制预紧量的大小,调整精度较高。调整螺母一般采用细牙螺纹,便于微量调整,而且在调好后要锁紧防松。
(2)修磨座圈 通过修磨轴承的内外座圈,可以调整轴承的预紧力。图4所示为两种修磨的形式。图 (a)为轴承外围宽边相对(背对背)安装,这时修磨轴承内圈的内侧,使间隙a增大;图(b)所示为外围窄边相对(面对面)安装,这时修磨轴承外圈的窄边。在安装时按图示的相对关系装配,并用螺母或法兰盖将两个轴承轴向压拢,使两个修磨过的端面贴紧,这样使两个轴承的滚道之间产生预紧。
(a)修磨轴承内圈的内侧
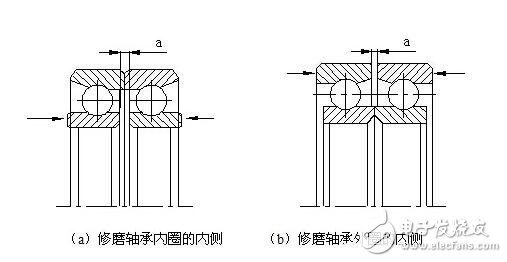
(b)修磨轴承外圈的内侧
图4 修磨轴承座圈
机床主轴的拆卸和安装
当机床主轴受损需要更换时,应当先拆下原有主轴,再将新主轴组装好后,打完动平衡,再重新安装到机床上,才可以使用机床。这里应当注意,新主轴的零部件可以使用原主轴上尚好的零部件,比如完好的轴承等,但是组装完后,应该做动平衡试验,然后才可以用,如果动平衡不好的话,那么噪声相当大,而且轴承等零部件易损坏。
首先是拆卸损坏主轴。先拿去顶部气缸,再拧下叠簧压块,注意叠簧压块里面有紧固用的顶丝,应先松掉顶丝再松螺纹,在拿下九对叠形簧片和挡圈,要想拆下主轴芯部,就得先拿下带轮而带轮又用背紧螺母压着,先拧下背紧螺母上的压紧螺钉,而后拆下背紧螺母,这样皮带轮就可以卸下来了。最后要拿下主轴芯部——包括柱体及内、外套的整个部件,这事至少需要两个人,一个人拆掉轴承端盖螺钉,一个人注意保护,用手托住主轴柱体底部,当轴承端盖被卸下来后,主轴芯就可以掉下来,这时两个人同时在下面扶着主轴芯部,如果芯部拿不下来,可以用钢棒轻轻的在上面往下敲,最后拿下主轴芯部。
然后就是主轴的安装了。在安装主轴前,要做到以下几点:
① 将拉杆和推杆相互拧紧——它俩靠螺纹连接。
② 用汽油清洗壳体内壁和主轴外套,以免安装时有杂质进入,影响配合质量,这时主轴外套尺寸为φ110mm±0.0065mm,它和壳体的内壁为过渡配合。
③ 九对叠簧由于机床长期使用而布满油性灰尘,应用汽油或煤油清洗干净,然后加上黄油——锂基脂或钙基脂,这样可以延长叠簧的使用寿命。
④ 给三副轴承加上润滑油,由于要耐高温,所以最好为锂基脂或钠基脂,同时要检查向心推力轴承方向,为背靠背式安装。
做好基本准备工作,主轴做好动平衡后,就可以安装主轴了。先将拉杆、推杆、柱体、轴承、内套、外套按图装配好(内套和外套之间有间隙,以变轴承转动),两个人托着从壳体的下方往上装,另一个人上紧轴承端盖,主轴轴芯就不会掉下来了,然后再依次安装带轮、背紧螺母、挡圈、九对叠形弹片,叠簧压块,最后装好压缩气缸,整个主轴就算装好了。在这里应该注意的一点事,如果轴承端盖高度和轴承深入高度不一致,可以通过轴承端盖来调整高度。同时要将下面的轴承端盖和上面的轴承压紧块都压紧。
-
哪种类型轴承适用数控机床中的主轴?|深圳市恒兴隆机电有限公司a2024-01-15 2502
-
深圳cnc数控机床主轴出问题了怎么办?2021-04-14 1039
-
深圳机床主轴用哪些材质呢?2021-09-09 1150
-
恒兴隆机电:深圳数控机床电主轴控制方式及精度有什么原因?2022-02-17 1241
-
深圳市恒兴隆机电有限公司数控机床电主轴控制方式及精度的原因?2022-03-09 5802
-
数控机床为什么要装配高速电主轴?|深圳市恒兴隆机电有限公司2023-06-26 4776
-
数控机床主轴变频调速控制系统原理及应用2016-04-25 951
-
机床主轴更换轴承步骤_机床主轴安装图解2017-08-15 51518
-
数控机床主轴驱动的要求及其变频调速控制系统的原理与应用2017-11-08 2111
-
各种数控机床主轴常见的故障以及解决方法2018-07-25 9805
-
数控机床主轴部件的结构特点2019-09-07 18309
-
数控机床的主轴构造部件2020-04-04 10380
-
数控机床主轴品牌选择及选型,如何维护和保养?2023-08-01 3173
-
数控机床主轴的结构选型及维护保养2023-10-23 4030
-
干货总结——SycoTec数控机床高速主轴选型必看2025-07-29 740
全部0条评论

快来发表一下你的评论吧 !
