

EVA在光伏组件中加速降解测试
描述
目前光伏组件的主要失效模式包括腐蚀、分层、变色、裂纹和断裂等,其中封装材料变色和分层是主要问题,占总失效模式的 60%。封装材料退化的主要原因是水分、热量和紫外线,为了测试评估光伏组件,需要对封装材料的降解情况进行分析。「美能光伏」温湿度综合环境试验箱,采用可实现自动化、操作简便化的温湿度控制系统以及各种节能新技术,模拟测试所需环境;紫外老化试验箱为了验证光伏组件经过紫外光照后性能变化而设计的紫外测试系统。
EVA降解
封装剂对光伏组件起到了结构支撑,电气隔离、物理隔离以及对外部有害环境因素的物理保护作用。根据近年的数据报告,到目前为止使用的组件中最常见的降解模式是封装剂变色(45%),其次是分层(14%)、热点(11%)、电池断裂(9%)、二极管/接线盒断裂(8%)和玻璃破损(4%)。可以看出,封装剂变色和分层是主要问题,占总失效模式的60%。
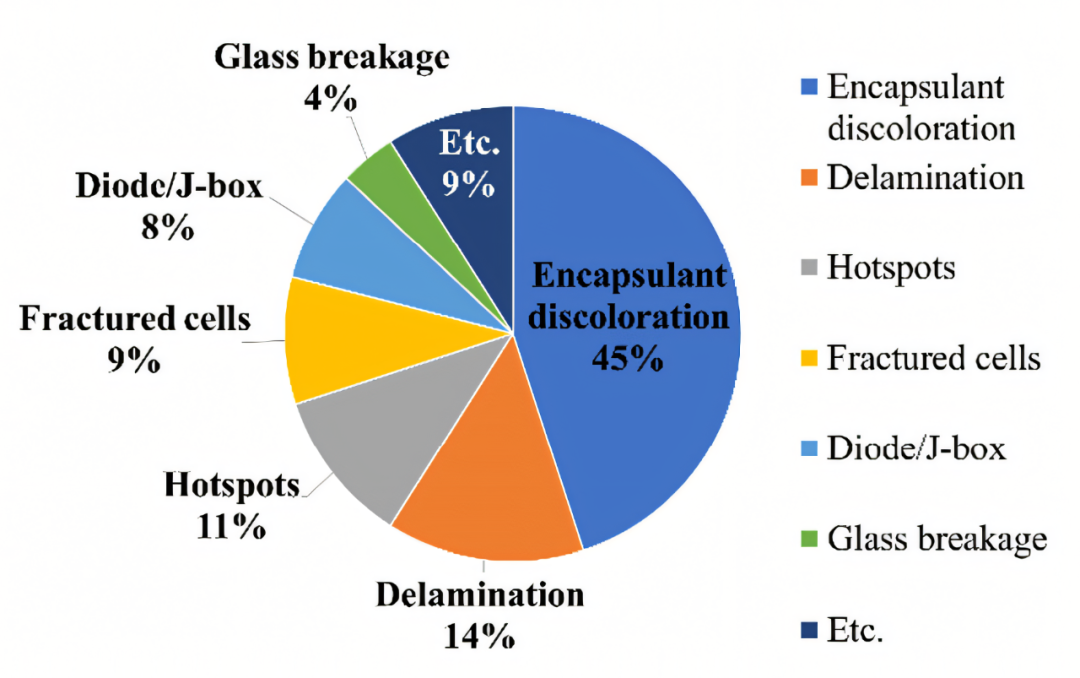
显著退化模式饼状图
用作封装剂的材料包括EVA、POE、TPU、PVB、PDMS和硅胶,其中EVA因其成本低热稳定性高而成为PV应用的主导封装剂。
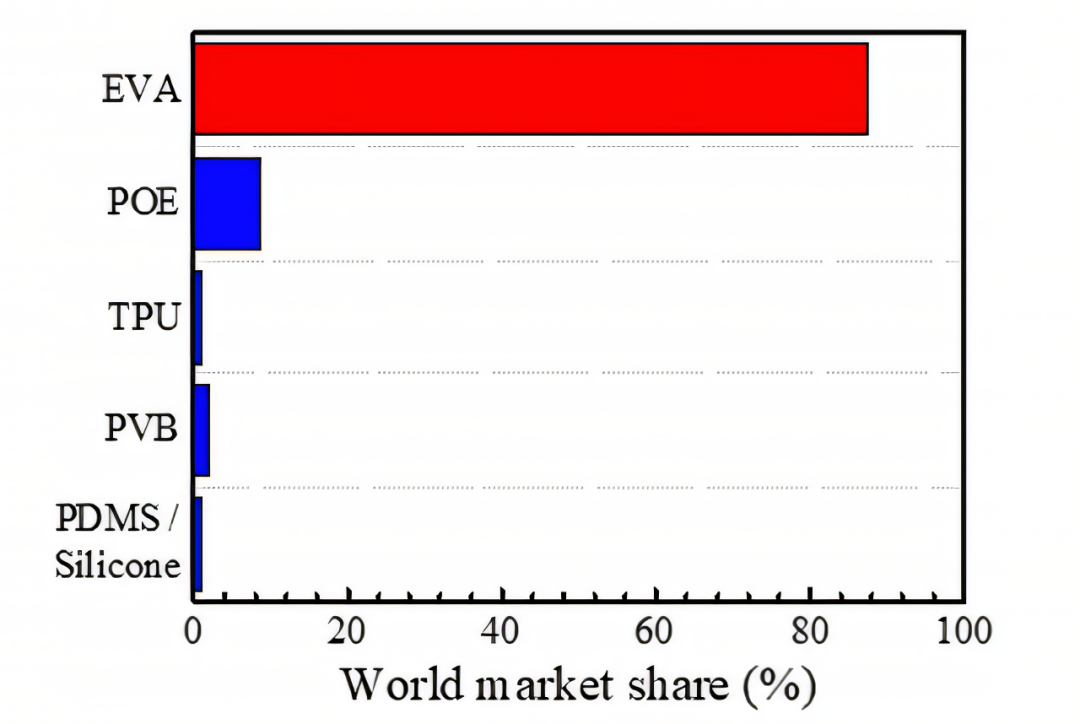
不同封装材料市场份额占比
EVA分层
EVA 在高湿度和高温条件下会失去粘附强度,导致封装材料分层,这会增加水分渗透路径,加速电池腐蚀和功率损失。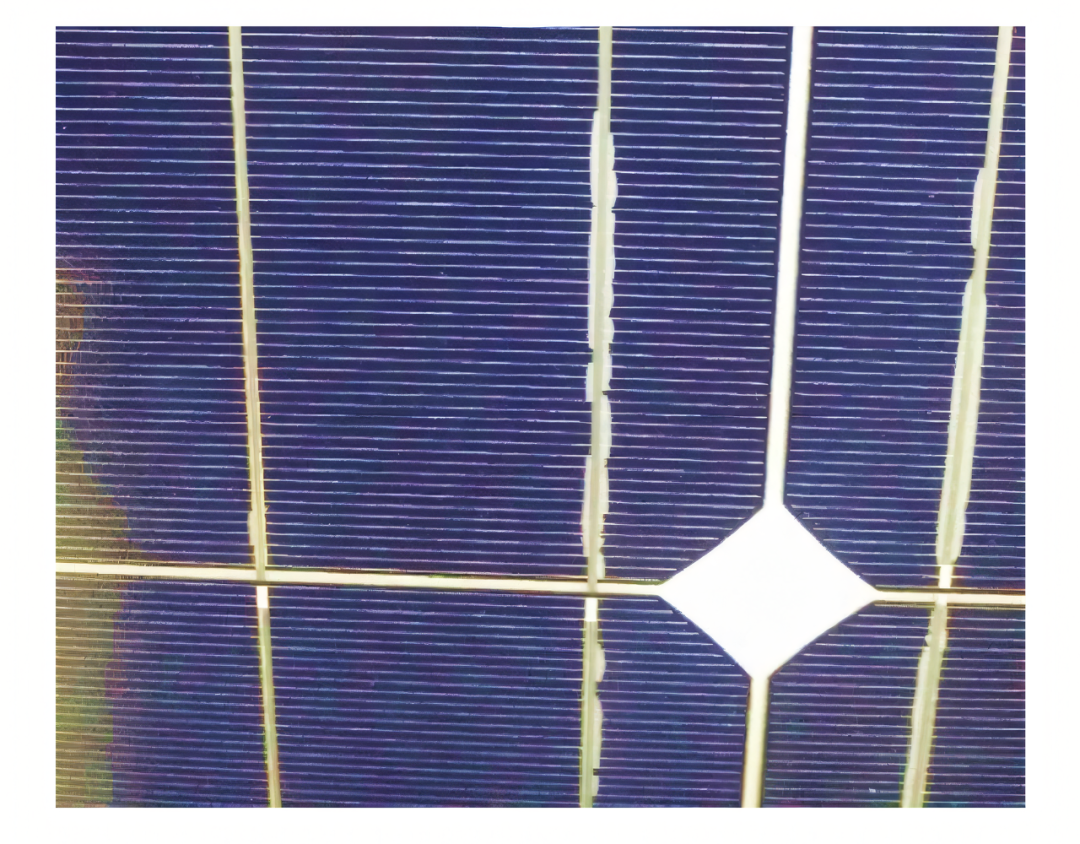
光伏组件中的分层现象
EVA变色
光伏组件功率损失的主要原因由于封装材料变色从而导致短路电流减少所引起的。EVA 的变色主要由紫外线辐射、水分暴露和温度高于50℃引起,会导致聚合物化学结构的变化。 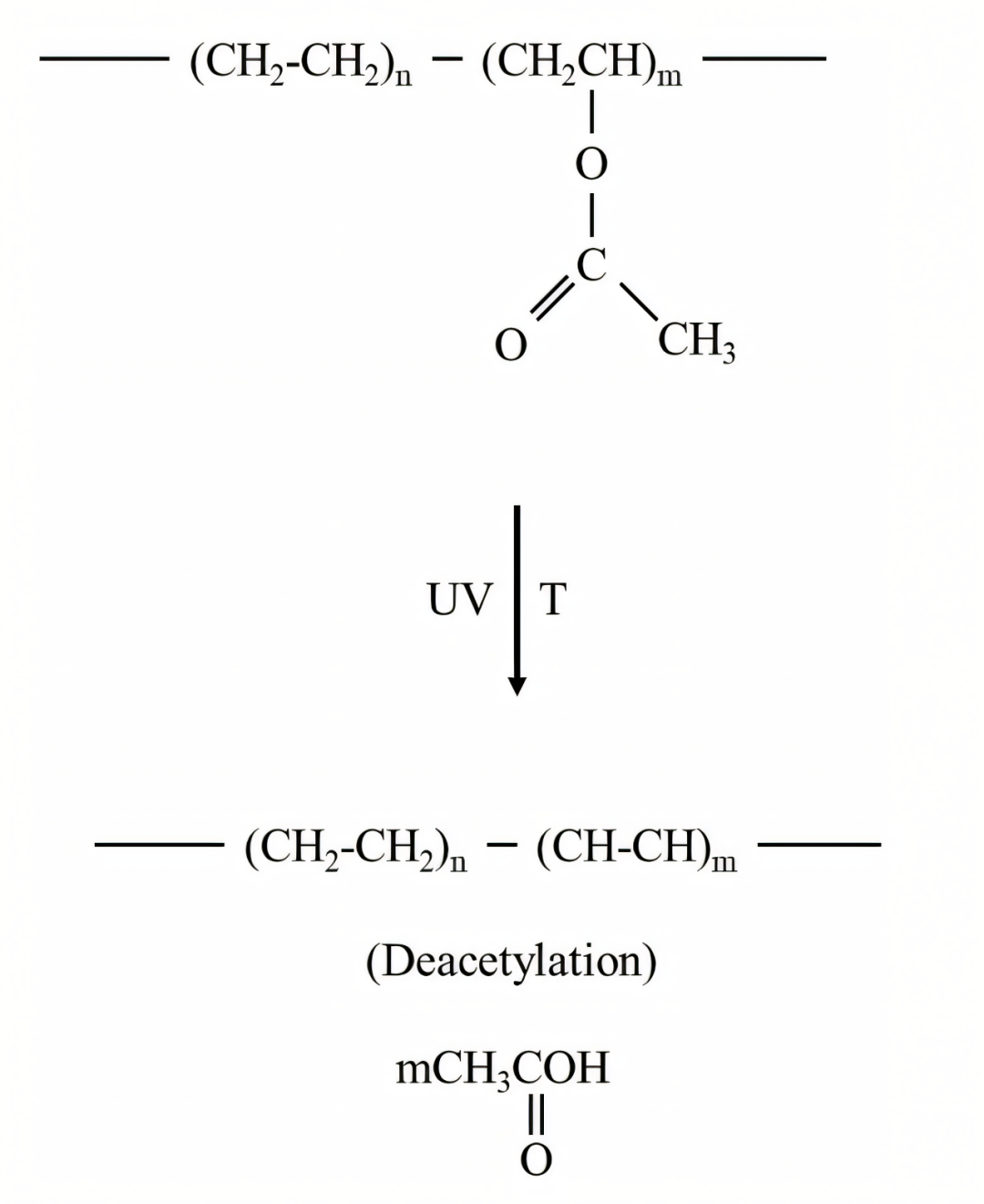
EVA光热降解机理
EVA 的变色通常从浅黄色到深棕色,如果变色继续,会阻止太阳光的进入,造成功率损失。并且会导致光伏组件工作温度上升,加速EVA的降解。
EVA 加速测试方法和分析
IEC 61215 规定了晶体硅组件在一般户外气候下运行的批准要求,其中湿热试验、湿度冻结试验、热循环试验和紫外老化试验会影响封装材料。
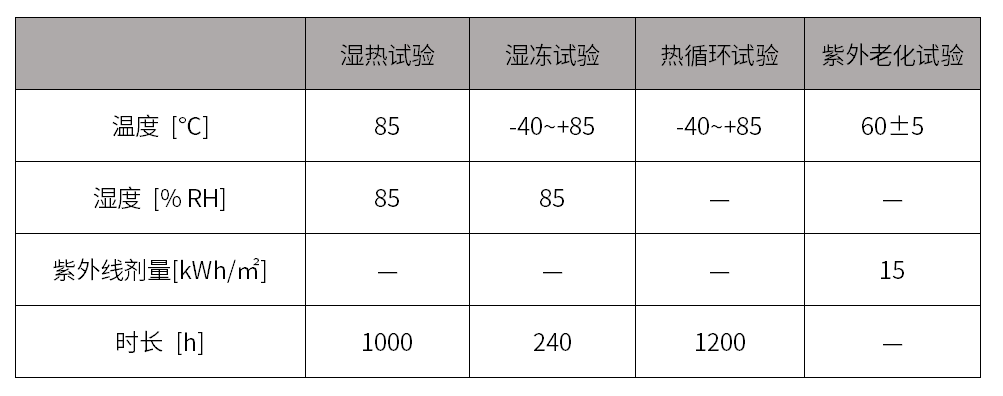 IEC 61215测试条件
IEC 61215测试条件
UV试验:
紫外老化测试使用280-400nm的光谱范围,在60±5°C下共照射15kWh/m² 的辐射。用于分析聚合物问题,如封装剂分层、粘附和弹性损失、变色以及背板降解导致的接地故障等。随着紫外辐照度增加,降解会加速。
热循环试验:
热循环试验通常用于检查互连断裂、电池断裂、焊料粘结失效、接线盒粘附和组件连接失效等问题。热循环测试从-40°C到90°C重复550个循环,热循环后 EVA 的变色会导致透射率降低,从而导致电流减小。Pmax从34.6 W下降到26.6 W,Isc从7.39a下降到6.2a。
湿热和湿冻试验:
EVA 吸湿性强,稳定性差。在85℃下进行1000小时的湿热试验,湿热降解的机制会产生醋酸,促进腐蚀。从而引起EVA发生分层导致栅极腐蚀,串联电阻增加,Voc斜率下降。
湿冻测试中,进行 75 个循环,光伏组件没有明显的功率下降。
模拟UV照射后温湿度测试组件的结果比未UV照射的组件显示出更明显的EVA降解,所以将温度和UV结合起来进行测试,才能模拟出与实际相似的测试环境。EVA 降解的主要原因是水分、热量和紫外线,需要通过参照IEC61215中MQT10、11、12、13标准,使用环境模拟设备,来模拟长期紫外光照、不同温湿度环境,来分析封装材料的降解,评估光伏组件性能是否会发生变化。
美能温湿度综合环境试验箱

美能温湿度综合环境试验箱采用可实现自动化、操作简便化的温湿度控制系统以及各种节能新技术,模拟测试所需环境。在提高可靠性的同时,大幅度降低了电力的消耗。
- 内置循环风道以及长轴通风机,进行有效的热交换,环境箱内部温度均匀稳定
- 采用进口温度控制器,实现多段温度编程,精度高,可靠性好
- 可依据工程人员的计划进行高低温交互试验
美能紫外老化试验箱
 光伏组件的电池封装结构中,EVA、硅胶、背板、接线盒及线缆等高分子材料,经过长期紫外光照射后,性能会发生变化。美能紫外老化试验箱主要用于验证太阳能组件经过紫外光照后性能变化而设计。
光伏组件的电池封装结构中,EVA、硅胶、背板、接线盒及线缆等高分子材料,经过长期紫外光照射后,性能会发生变化。美能紫外老化试验箱主要用于验证太阳能组件经过紫外光照后性能变化而设计。
- 主要用于测试光伏组件高分子材料性能
- 多功能可定制
- 满足IEC 61215-MQT10、IEC61730-MST54标准
EVA 作为光伏组件中主要的封装材料,其降解会影响组件的性能和寿命。对EVA 降解的类型、原因和测试方法的进行探究对于提高光伏组件的性能和寿命有重要意义。「美能温湿度综合环境试验箱满足IEC 61215标准,采用温湿度控制系统模拟测试所需环境。光伏组件的电池封装结构中,EVA、硅胶、背板、接线盒及线缆等高分子材料,经过长期紫外光照射后,性能会发生变化。美能紫外老化试验箱主要用于验证太阳能组件经过紫外光照后性能变化而设计。
-
光伏组件功率测试仪:光伏能源产出的“精准计量官”2025-12-05 946
-
光伏电站组件IV曲线测试仪:光伏组件的 “性能体检仪”2025-09-08 1525
-
改性EVA胶膜在光伏封装中的抗PID性能对比研究2025-01-22 2038
-
科普知识丨光伏组件EVA胶膜(DSC法)交联度测试2024-11-06 1984
-
安全、精准,传感器在光伏EVA膜裁切设备中的应用2024-05-07 1722
-
探索光伏组件封装材料 EVA交联度的精确测量2024-03-13 5585
-
机会来临,EVA胶膜渐受关注!2023-08-19 1524
-
光伏组件EVA胶膜(TGA法)VA含量测试2022-10-19 1403
-
双玻光伏组件与普通组件的区别2018-11-21 3979
-
户外光伏组件户外测试平台设计2018-09-30 2967
-
太阳能光伏组件有机硅封装材料的产业化通过验收2018-06-04 2286
-
EVA交联度对于光伏组件老化性能的影响2017-10-31 2369
-
光伏组件与组串测试2017-10-20 2363
全部0条评论

快来发表一下你的评论吧 !
