

高压功率放大器在超声椭圆振动滚压装置设计研究中的应用
描述
实验名称:振幅测试实验
研究方向:随着科技的高速发展,航空宇航、国防、海洋工程、交通运输工程等高科技领域对机械零部件的性能要求更高,不仅要求良好的光洁度以增加配合精度,追求良好的表面耐腐蚀性、耐磨性和抗疲劳强度,还要求较高的表面硬度。但是,机械零部件往往因为表面局部疲劳、磨损及腐蚀等造成过早失效。承受动载荷的重要承力机械部件因磨损、腐蚀和疲劳等影响设备的使用寿命、造成设备损耗高,由此每年都造成巨大的经济损失。因而研究高效率、低成本、易操作的增强机械零部件的表面耐腐蚀性、耐磨性以及抗疲劳强度的新技术,来确保机械设备的平稳、安全、长久运行,具有重要的经济价值和社会意义。
超声加工技术逐步应用于实际,其发展形势越来越好,将超声加工技术与表面强化技术相结合开发超声表面强化技术,已成为表面强化技术研究的新领域。超声表面强化技术有效的缓解机械零部件的磨损、腐蚀和疲劳等难题,在低强刚度零件和细长轴的表面上取得显著的应用成果。超声滚压加工是将传统滚压与超声高频振动相结合,在宏观上工件和滚压刀具是连续的滚压,而在微观上是间歇性的滚压。滚压过程中,滚压刀具与工件是周期性的分离和接触,因而滚压变形区的摩擦力和塑性变形明显减少,刀具的滚压速度、滚压进给量和滚压深度等因滚压刀具与工件的周期性分离和接触而发生周期性的变化,周期性变化引起滚压力和滚压温度的降低,有效提高了刀具的使用寿命及零件表面加工质量和精度的效果,如增加零部件的疲劳寿命、提高零部件的耐腐蚀性、改善零部件的耐磨性等。近年来,二维超声振动加工研究受到的重视程度越来越高,已经开发出复合振动加工模态的超声加工技术。
超声滚压加工技术在航天航空、国防、车辆、电力等领域的零部件表面强化加工中具有广阔的前景,该技术可以实现金属材料的塑性加工,并且可加工难加工成型的材料,操作简单,基本无切屑及冷却液,可循环使用,低能耗,迎合绿色可持续发展的要求。因为滚压加工成本低廉和操作便捷,从而受到加工行业的青睐。但是,传统滚压加工在加工及应用中也存在一些缺陷,例如,滚压会在工件表面产生硬化层,以分层形式存在,所以工件表层容易出现脱落现象;滚压工艺并不完善,加工过程中易造成废品。随着超声加工技术的发展,把超声高频振动引入到滚压加工中,能有效的克服传统滚压加工技术中存在的缺陷,将超声椭圆振动引入到传统滚压加工中,实现对铝合金棒外圆表面的超声滚压加工。
实验目的:对超声振子的输出端振幅进行测试,为后续实验做论证和铺垫。
测试设备:功率放大器、信号发生器、数据采集卡、多普勒激光测振仪、激光头、电脑、超声振子
实验过程:超声加工中,不同形式的加工对输出端的振幅要求不同,输出振幅是超声加工系统的重要参数。本文针对超声振子的输出端振幅进行测试,采用KEYSIGHT33500B信号发生器、安泰ATA-40525功率放大器、多普勒激光测振仪。信号发生器可以输出低压、频率从DC到500KHz的信号,产生的信号需经过功率放大器放大后加载到换能器上;功率放大器输出的频率范围为DC~500KHz,输出最高电压为310Vpp;多普勒激光测振仪的He-Ne激光波长为0~632nm,检测距离为0.2~5m,频率范围为0.5Hz~2.5MHz。在实验过程中,信号发生器产生振子频率19.312KHz、电压14Vpp的正弦波信号并输入到发功率放大器中,经功率放大器放大20倍后,输在频率19.312KHz、电压280Vpp(避免满载运行)的信号加载到超声振子上,多普勒激光测振仪激光头发出的激光射到振子的端面并回收激光信号,使用数据采集卡从多普勒激光测振仪中采集数据输出到电脑显示器中,如图1-1所示。
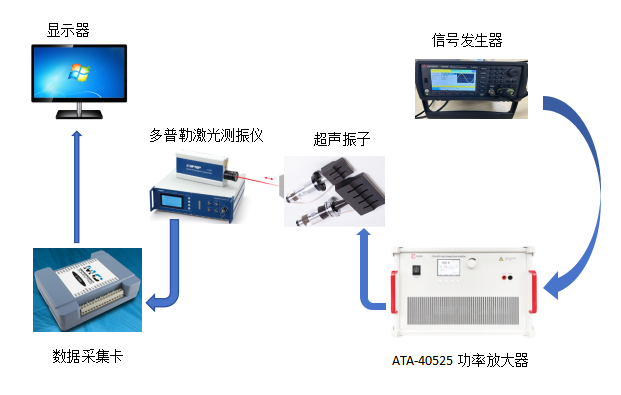
图1-1振幅测试实验框图
实验结果:实验测试所得的变幅杆输出端横向振幅如图1-2所示,变幅杆输出端的纵向振幅如图1-3所示。从图中可以看出,输出端的纵向振幅约为7.01um,输出端的横向位移约为1.32um,纵向和横向振幅都呈现出稳定的周期性变化,其波形都是良好的正弦形态,说明超声振子能够实现良好的超声椭圆振动,同时产生的超声振动振幅能满足超声滚压的要求,可以应用于超声滚压。
实验测量的纵向和横向振幅与有限元仿真所获得的横向振幅约3um及纵向振幅11.7um存在较大的差异。造成差异的原因有:仿真分析中的材料是理想并且均匀的,而实验的材料或多或少的存在缺陷;超声振子在制造过程中存在误差而仿真分析的模型是理想化的模型;最主要的是仿真过程中的振子部件的端面耦合是理想化、完全的,实际中的端面耦合存在或多或少的缺陷,造成超声能量在传递过程中的损耗。超声能量在传递过程中必然产生损耗,导致振子输出端的振幅减小。
本文实验素材由西安安泰电子整理发布,如想了解更多实验方案,请持续关注安泰官网www.aigtek.com。Aigtek是国内专业从事测量仪器研发、生产和销售的高科技企业,一直专注于高压放大器、电压放大器、功率放大模块、高精度电流源等测试仪器产品的研发与制造。
-
高压放大器在三维超声椭圆振动平台测试研究中的应用2023-11-17 724
-
超声波功率放大器在超声驱动技术中的应用2023-07-06 1326
-
功率放大器超声椭圆无心磨削技术研究中的应用2022-11-29 1353
-
高压功率放大器在超声悬浮中的应用研究2022-11-21 1359
-
浅析功率放大器超声椭圆无心磨削技术研究中的应用2022-01-14 659
-
高压放大器应用:超声椭圆振动装置研究2022-01-11 525
-
功率放大器在椭圆超声辅助机械抛光研究中的应用2022-01-05 628
-
功率放大器在椭圆超声辅助机械抛光中的应用2021-08-26 1295
-
【案例分享】功率放大器在高粘度流体微孔压电超声雾化器研究中的应用2021-07-19 23603
-
功率放大器在椭圆振动系统中驱动换能器应用2020-12-28 4390
-
功率放大器在压电样品超声谐振谱测试中应用2020-02-18 3194
-
功率放大器,超声功率放大器定义分类和应用2017-12-15 5723
-
选择高压功率放大器考虑因素,功率放大器2017-09-29 3917
全部0条评论

快来发表一下你的评论吧 !
