

关于模拟弧长反馈新技术分析探讨介绍
电源设计应用
描述
1 引言
随着现代逆变技术的高速发展,功率器件的不断改进,逆变CO2保护焊技术也日趋完善,可靠性大大增强。在此情况下,稳定走丝速度,提高焊缝成形质量,就成为逆变保护焊机生产厂商的焦点问题。为此,诸厂商绞尽脑汁,想方设法解决这个问题,其中弧长反馈技术是解决这个问题的关键技术之一。我公司在弧长反馈技术方面也进行了很多的探索,为了能够和传统保护焊机的输出接口兼容,创新地采用了模拟弧长反馈技术,取得了良好的效果。
2 弧长反馈的原理
所谓弧长反馈就是利用弧长和加在电弧上的电压成正比的关系,对弧长电压进行采样,将采样信号反馈至送丝控制电路,对送丝速度进行调节,从而稳定送丝速度,进而稳定弧长和焊接电流。
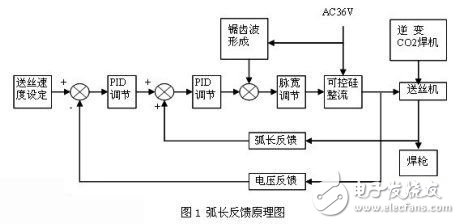
弧长反馈的原理见图1。当送丝机送丝速度变快、焊接电流上升、弧长变短、弧长电压变低时,此采样信号反馈到送丝机控制电路,和前级PID的误差信号相加,一起去调节脉宽信号,使可控硅输出电压变低,送丝机速度变慢。反之,则使可控硅输出电压变高,送丝机速度变快,以此调节送丝速度,达到稳定弧长和焊接电流的目的。
3 模拟弧长反馈新技术
在送丝电路中引入弧长反馈,确实能够起到稳定弧长和焊接电流的作用,但也带来了一个问题,即需要增加一根从焊枪到焊机的反馈线,这将和传统的送丝机电缆接口有所区别,导致传统保护焊机的送丝系统不能在新的逆变保护焊机上使用。为此我们创新的采用了模拟弧长反馈技术,解决了这一难题,图2是模拟弧长反馈技术的原理设计框图。
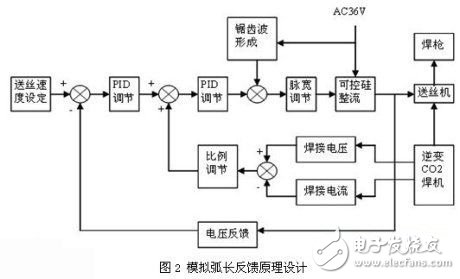
通过图2和图1的对比发现,图2没有在焊枪处对弧长进行采样,而是直接对逆变CO2焊机的输出电压和电流进行采样,加权后进行减法计算,用其差值模拟弧长的变化,以此来调节脉宽和可控硅的输出,从而达到和弧长反馈一样的效果。
4 遇到的问题和采取的措施
模拟弧长反馈在原理上是可行的,但在实践中也存在不少问题,比如在焊机开始焊接前,焊机处于空载状态,这时输出电压较大,而输出电流为零。因此,电压和电流的差值很大,以此去控制送丝速度必然会使送丝电机飞速旋转。在焊接开始的一刹那,负载处于短路状态,输出电压为零,而输出电流迅速增加至几百安,二者的差值是一个较大的负值,将使送丝机处于停止状态。如果不采取措施,焊机将无法使用。
为此,我们经过摸索,在电路中采取了如下措施:①先对正差值信号的幅度进行限制,然后再去和送丝速度的设定值进行叠加,这样就可以有效解决焊机空载时送丝电机的快速旋转问题;②将负差值信号滤掉,以防它对起弧时的送丝速度造成影响;③对差值信号进行积分,以使它能够平滑地对送丝速度进行调节。
为了验证以上措施的可行性,通过电路仿真软件对电路进行了多次仿真和修改,最终取得了满意的结果。
5 试验改进
为了对模拟弧长反馈理论的实用性进行验证,在原理设计和仿真的基础上,设计了新的送丝机控制电路,并制作了新的控制板安装在保护焊机上。开始试验时,存在起弧困难和电流大范围变化现象,通过对PID电路参数的反复调整和对控制电路的改进,以上问题得到彻底解决,经过反复焊接试验,采用模拟弧长反馈的新焊机起弧平稳、焊接电流稳定、焊缝成形好、飞溅小,非常具有实用价值。
在原理样机的基础上,我们批量制作了20台这种新的逆变CO2保护焊机,在公司试用一年多,取得了令人满意的效果。
6 结论
本设计创新的采用了模拟弧长反馈技术,不仅成功解决了焊接电流的稳定问题,还提高了焊缝的成形质量,同时也解决了逆变保护焊机和传统保护焊机送丝机兼容难题,无论是起弧过程还是焊接过程,电流都十分平稳,能够很好的满足使用要求。
- 相关推荐
- 热点推荐
- 模拟
-
新技术在生物样本冷冻中的应用案例分析2023-12-26 3947
-
介绍28 nm创新技术,超越摩尔定律2012-08-13 2742
-
2015 Cadence新技术研讨会2015-05-19 4629
-
关于无线流媒体技术探讨,不看肯定后悔2021-05-31 1593
-
关于视频字符叠加系统的探讨与分析2021-06-04 1997
-
弧焊逆变器主电路分析2010-05-27 612
-
关于模电的反馈介绍和分析2019-10-25 9536
-
一种使用等离子弧的新技术,或可让钛变得廉价2022-11-30 1564
全部0条评论

快来发表一下你的评论吧 !
