

基于单片机控制的异形曲面检测智能在线实时控制系统设计
控制/MCU
描述
引言
随着三维设计软件常利用对系统模拟优化分析、路况的反馈和理论的计算,能够设计出高水平曲面异形线和截面,以及工艺的问题。加之机床的性能越来越高,使得异形曲面的机械在线加工得到广泛的运用与实现,因此,对异形曲面的在线检测显得越来越重要。由于测量设备及检测的手段不同,可以设计出各种不同的测量方案,但是哪种设计方案能最经济地保证测量精度要求,从而达到设计的目的,是测量设计必须研究的问题。
1 系统设计思想及基本算法
1.1 三维异面设计思想
基于对异形面加工精度高,且要解决在微机上通过摄影构造一个表现复杂的三维图模型问题,该模型应该满足以下条件:保值性好,以保证表现出的摄影的直观效果图符合客观实际情况;模型应得到庞大的数据量能在主控芯片上处理;能处理不规则的异面曲面的边缘像素问题;处理好因摄像头位置的放置产生的消隐问题。
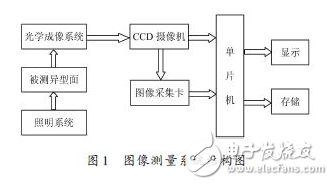
为满足上述问题,本设计采用电荷耦合器件与光学器件对异面进行摄像测量,并将光电测量的通过单片机进行处理,其工作过程是将测量异性曲面置于均匀照明的可控背景前,将图像采集到单片机系统中,按照一定的算法计算出其异性曲面的几何参数,将其处理、显示和存储,其测量系统系统组成如图1所示。
1.2 检测图像边缘像素的处理
在机床对曲面的在线加工过程中,对曲面模型的构建时,不仅要处理规则区域,而且还能够处理不规则边缘问题,由于测量异形曲面图像边缘附近的亮度变化较大,所以可以把那些在邻域内,灰度变化超过某个适当阈值TH的像素点当作边缘点。以该点做平行截面,由于构建截面保值性好,连接光滑,与坐标系的选择无关系的曲线来拟合,故采用分段参数三次曲线,整体到二阶导矢连续曲线。同时,由于曲线边缘的阀值无法进行中心平滑,只能采用非对称滑动平均法来补充数据。
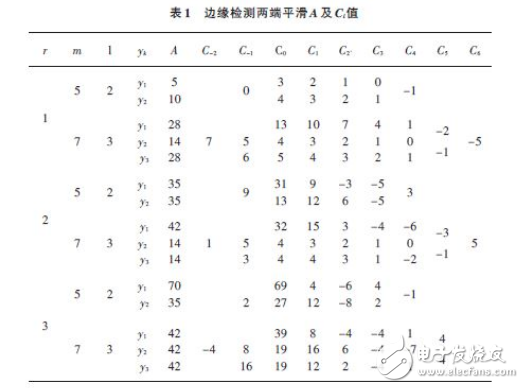
假设动态平滑阀值数据yk来说,对于时间序列xk(xk为动态动态检测数据时间序列,k=1,2,3,…,n),取m 个相邻数据进行加权平均,获得的数据平滑后序列总平滑数m 的正整数,要求p+q+1=m.对边缘阀值点,假设m=5 则取前端5 个值或后端5 个值与前系数乘积求y1y2或ynyn-1且yn与y1;yn-1与y2的权系数相同,见表1.
2 模块设计
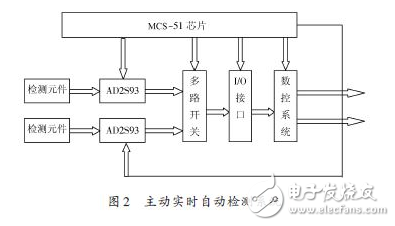
2.1 主动实时自动检测系统其过程CCD实时采集视频数据传送到视频图像处理器,并将其模数处理,通过数据总线传输到主控芯片处理结果,如图2所示。
2.2 软件设计与算法优化的实现
由于考虑软件的实用性,即软件的性能满足生产的实际需要,以及软件的运行环境(硬、软件)应符合实际条件,本系统采用数值的稳定算法,以提高计算结果的精确性;采用模块化设计方法,便于程序的维护、调试、可读性以及合理性,提高软件的开发效率;正确、适当地运用程序设计技巧以提高程序的运算速度、减少运算误差和提高运算的可靠性;根据系统的特点,采用高级语言与低级语言搭配,即整个系统的控制以及数字图像处理是用C程序实现,这无疑提高了程序的可读性和可移植性,而汇编程序主要是实现系统的各部分接口的初始化。为了改进上述的不足,在深入研究处理系统和算法后,针对硬件结构特点,研究适合在硬件中高效运行的改进算法,满足实时处理的要求。其程序流程如图3所示。

3 结语
可以看出,该系统投资少,自动化程度高,实用性强,操作简便,既提高了异型曲面的检测精度又满足实时性、经济性能要求,同时降低了生产、研究成本,提高了生产和工作的效益。
-
单片机温度控制系统的设计2009-09-08 0
-
基于单片机的智能电风扇控制系统设计2021-09-08 0
-
基于单片机的智能窗帘控制系统的设计与实现2021-11-19 0
-
基于单片机的船舶辅助锅炉智能控制系统2009-11-01 626
-
单片机智能气动泵控制系统的设计2011-06-23 1664
-
基于单片机的水位控制系统设计2016-03-01 1893
-
单片机模糊控制系统设计与应用2016-04-06 772
-
基于单片机的温室控制系统2016-05-10 1105
-
基于单片机的步进电机开环控制系统2021-11-30 1670
-
基于单片机与组态的智能电机控制系统2018-01-30 1016
-
基于单片机在异形曲面在线检测系统中的应用设计2018-10-26 905
-
基于单片机恒温控制系统程序和仿真设计2021-07-22 1729
-
(毕业设计资料)基于单片机51单片机智能药盒控制系统设计2021-11-12 1703
-
单片机控制系统课程设计《基于单片机的大棚智能灌溉控制系统》2022-03-07 1551

全部0条评论
快来发表一下你的评论吧 !