

大研智造激光焊锡技术:无铅手工焊接缺陷的优化方法"
电子说
描述
在电子制造的精密世界中,软钎焊技术扮演着至关重要的角色,它不仅确保了电子元器件的稳定装配,还维系着电气连接的可靠性。随着电子产品的不断演进,无铅焊接逐渐成为新的行业标准,这不仅是对环境保护的响应,也是对更高焊接质量的追求。
手工焊接,作为军用电子产品装焊的主要手段,其重要性不言而喻。它不仅适用于多品种、小批量的生产特点,而且在波峰焊、回流焊等自动化流程中出现的单个焊点质量问题,以及产品使用过程中的焊点维保问题,都依赖于手工焊接来解决。面对电子产品对高密度、高集成的不断追求,传统的锡铅共晶焊料已无法满足日益复杂的焊接要求,无铅焊料以其丰富的种类和适应多种焊接温度的能力,成为了应对这一挑战的关键。
在无铅焊接的实践中,常见的焊接缺陷如焊点氧化、拉尖、桥连等问题,往往源于焊接温度的不当控制和焊接操作的不规范。为了提升焊接质量,必须严格控制焊接温度,选择合适的烙铁,并优化工艺流程。此外,激光焊锡技术作为一种新兴的焊接方法,以其高精度、高效率和环保优势,在电子制造业中的应用前景广阔,它不仅能够解决传统焊接过程中的缺陷,还能够提升焊接质量,实现生产效率的飞跃。
1无铅手工焊接工艺方法
1.1手工焊接的热能量传导
热能的有效传递与控制在无铅手工焊接中至关重要。焊接过程中,热能从烙铁头传递到焊件,这是一个复杂的热力学过程。烙铁头作为热源,其温度直接影响焊料的熔化和流动。当烙铁头与焊盘接触时,热能通过热传导作用于焊盘和锡丝,使焊料达到熔点并开始流动。
在焊接过程中,助焊剂的活化是确保焊接质量的关键步骤。助焊剂在受热后活化,有助于去除焊盘和元件引脚表面的氧化层,从而促进焊料的润湿和流动。然而,过高的温度会加速助焊剂的分解,影响焊接效果,甚至导致焊点的氧化和脆化。
为了获得优质的焊点,烙铁的温度管理至关重要。烙铁通电后,其温度应持续上升,直至达到适合无铅焊料的焊接温度。在这个过程中,烙铁头需要不断补充热量,以维持焊接区域的温度稳定。这不仅有助于焊料的熔化和流动,还能确保焊点的形成过程均匀、可控。
1.2手工焊接基本步骤
手工焊的操作通常分为如下5个基本步骤。
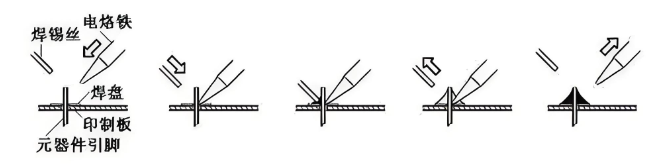
1)预热烙铁:将电烙铁预热至适当的温度,以准备进行焊接。
2)准备焊丝:根据焊接要求选择合适的无铅焊锡丝。
3)加热焊件:将烙铁头放置在焊盘和元件引脚上,预热焊件,确保热能均匀传递。
4)熔化焊料:将焊锡丝接触到烙铁头和焊盘的接触点,使焊料在热能作用下熔化。
5)形成焊点:在焊料熔化后,移开焊锡丝,让熔化的焊料填充焊盘和引脚之间的间隙,形成焊点。
6)冷却焊点:移开烙铁,让焊点在自然冷却过程中固化,形成稳定的电气和机械连接。
在整个焊接过程中,操作者需要精确控制烙铁的温度和焊接时间,以避免过热或不充分的焊接。此外,焊接环境的清洁和无尘也是保证焊接质量的重要因素。
1.3无铅焊料的定义及选择
电子产品装焊所用的焊料都是易熔的合金,通常由2种及2种以上的金属构成,用以填充2个金属连接处的间隙,并在表面形成合金层。无铅焊料主要指铅含量<0.2%(质量)的合金焊料。按照熔点分类,当前的无铅焊料分为三大类:高熔点焊料(熔点>205℃)、中熔点焊料(熔点>180℃)、低熔点焊料(熔点<180℃)。
受可焊接特性、焊接可靠性、价格、是否有专利保护等因素影响,目前手工焊接大多数使用的焊料有锡铜(SnCu0.7)合金、锡银铜(SnAg3Cu0.5)合金和锡银(SnAg3.5)合金等,均为高温焊料,其中又以Sn/Ag/Cu焊料应用最为广泛。
2无铅焊接主要技术难点
2.1扩展能力差,焊接温度高
无铅焊料的表面张力相较于传统的锡铅焊料更强,这导致在焊接过程中焊料的润湿和扩展性能不足(焊接时润湿、扩展的面积通常只有锡铅共晶焊料的1/3左右)。润湿性是焊接质量的关键因素,它影响焊料在焊盘和元件引脚上的流动和分布。无铅焊料的这一特性使得在形成焊点时难以达到理想的浸润效果,从而可能导致焊点形成不良,增加焊接缺陷的风险。
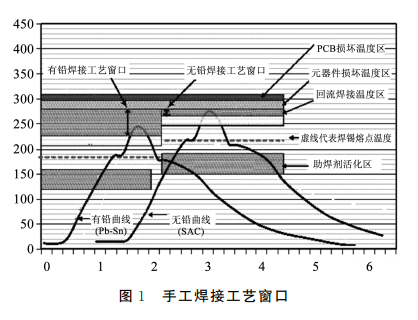
为了改善润湿性和扩展性,通常需要提高焊接温度(通常高约35~45℃)。然而,这种做法带来了一系列新的问题。首先,更高的温度会加速焊料和基体金属的氧化,这可能会在焊点附近形成氧化物,影响焊点的质量和可靠性。其次,高温还会加剧助焊剂的分解,尤其是在焊接过程中,如果温度控制不当,可能会破坏助焊剂的化学稳定性,从而降低其去除氧化层的能力。
此外,高温对焊接设备和材料的寿命也有负面影响。烙铁头在高温下更容易氧化,缩短了其使用寿命。对于敏感的电子元件和印制板来说,长时间暴露在高温下可能会导致材料性能退化,甚至损坏,增加了产品故障的风险。
2.2工艺窗口小
工艺窗口较窄,意味着焊接过程中对温度、时间和其他参数的控制要求更为严格。任何微小的偏差都可能导致焊接质量下降。这不仅增加了操作难度,也提高了对焊接设备和操作人员技能的要求。另外,无铅焊料的流动性和焊料的润湿性比有铅焊料差,所以出现短路、拉尖、气孔等焊接缺陷现象,在焊接过程中是很常见的。
3常见缺陷
由于焊料熔点高、扩展能力差,通常需要更高的焊接温度,无铅手工焊接所需的装配材料、焊接设备和焊接工艺有诸多变化,方方面面出现的焊接缺陷也呼之欲出。常见缺陷有下列几种。
3.1焊点氧化
焊点氧化(见图2)是手工焊接过程中的常见缺陷,缺陷特征主要表现为焊点发白、表面粗糙、无金属光泽。原因如下:一是烙铁选用功率过大、温度设定过高,导致焊料在焊接过程中出现氧化现象;二是烙铁功率不足,温度补偿能力差,焊接加热时间过长,致使焊料氧化。
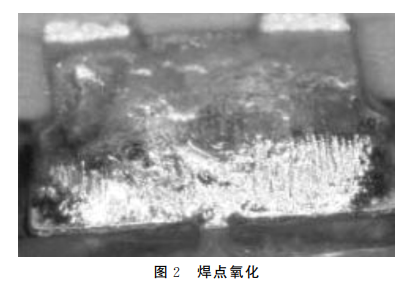
图2焊点氧化
3.2拉尖/桥连
在电子制造过程中,焊点的质量问题不仅影响电路的稳定性,还可能对整个设备的安全性造成威胁。拉尖和桥连是两种常见的焊接缺陷,它们会严重影响电子产品的性能和可靠性。
焊点拉尖
焊点拉尖是指焊点在焊接过程中由于焊料的不适当流动或沉积,在焊点的顶端形成尖锐突出的现象。这种缺陷在高电压或大电流的工作条件下尤为危险,因为尖端放电可能导致打火故障。此外,在长期振动的工作环境中,拉尖的焊点由于局部重量的增加,可能会在受力点产生裂纹,甚至导致断路。焊点拉尖缺陷特征如图3所示。
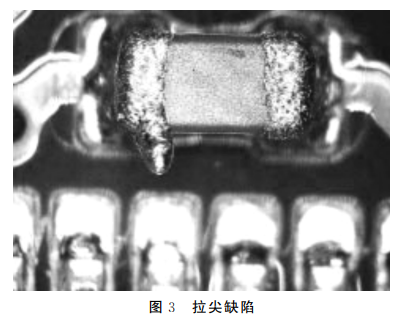
图3拉尖缺陷
焊点桥连
焊点桥连则是指焊料错误地连接了两个或多个不应相连的导电部分,造成电气短路。这种缺陷可能轻微地影响电路的功能,或者在严重的情况下导致设备损坏。桥连通常是由于焊接过程中焊料的控制不当或焊接时间的过度造成的。焊点桥连缺陷特征如图4所示。
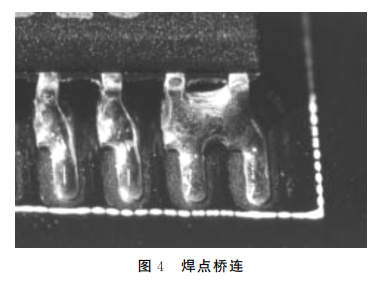
图4焊点桥连
焊点拉尖和桥连的产生,主要源于手工焊接操作的不规范。以下是一些常见的操作问题:
焊料添加量控制不当:过多的焊料可能导致焊点过大,增加了拉尖和桥连的风险。
焊接时间控制不当:过长的焊接时间可能导致焊料过度流动,增加了桥连的可能性。
烙铁头撤离角度控制不当:烙铁头撤离时的角度和速度对焊点的形成至关重要,不当的操作可能导致焊料飞溅或拉尖。
4焊接质量提升措施
为了获得高质量的焊点,避免焊接质量事故的发生,使用无铅焊料进行手工焊接必须注意以下几点。
4.1温度控制
控制烙铁头的温度是避免焊接缺陷的重要手段,选用调节温度的电烙铁,根据选用的无铅焊料熔点不同设定不同的焊接温度,避免过度加热损坏制件或引起焊料氧化。在进行手工无铅焊接过程中,要注意把握焊接时的2个重要温度参数。
1)无铅焊料的熔点温度。
不同的无铅焊料都有不同的熔点,常用的锡银铜焊料较锡铅共晶焊料熔点往上提高了40℃,烙铁头也应该相应的提高设定温度。
2)最适合的焊接温度。
要形成有效的优良合金焊点,焊接温度要高于焊料的熔点40℃,焊接时要保持这个温度3~5s时长,其接合面才能生成一定厚度的金属化合物层,在此时焊点的机械、电气性能最好。铅焊料在焊接中,烙铁需要设定为低端温度。温度的设定要根据被焊元件的耐热性、焊接部位吸收热量程度等因素进行设定。
4.2烙铁选用
选用热量稳定、均匀的电烙铁:在使用无铅焊料进行焊接作业时,出于对元器件、印制电路板耐热性以及安全作业的考量,一般应选用烙铁头温度在370℃以下的电烙铁。对于接地点等散热快的特殊焊接点,选用温度补偿快的高功率电烙铁,避免长时间加热。
4.3工艺优化
为了应对这些挑战,焊接工艺的优化变得至关重要。这包括精确控制焊接温度,改进助焊剂的配方,以及开发新的焊接技术和方法。例如,采用激光焊锡技术可以在不增加焊接温度的情况下,通过精确的能量输入来改善焊点的质量和一致性。
5 激光焊锡
在电子制造领域,激光焊锡技术正逐渐成为提升工艺质量的关键技术。相较于传统的手工焊接方法,激光焊接技术以其卓越的精度和效率,有效解决了手工焊接过程中可能出现的缺陷,如焊点不均匀、虚焊、焊料飞溅、桥连等问题。激光焊接的原理是利用高能量密度的激光束作为热源,通过精确控制,局部加热焊接区域,使焊料迅速熔化并与母材润湿,形成牢固的焊点。由于激光的聚焦特性,热影响区域被限制在非常小的范围内,从而减少了对周围材料的热损伤。
激光焊锡机通常由激光发生器、光学系统、控制系统、工作台和定位系统以及监控系统等关键部分组成,这些部件的协同工作确保了焊接过程的高度自动化和精确化。激光发生器产生高能量密度的激光束,光学系统用于引导和聚焦激光束到焊接区域,控制系统精确控制激光功率、脉冲宽度、焊接速度等参数,工作台和定位系统确保工件的精确定位和稳定传输,监控系统则实时监控焊接过程,确保焊接质量。
激光焊锡技术的优势在于其非接触式焊接,避免了对焊接区域的物理压力和机械应力。它的高精度和一致性使得焊接质量更加可靠,热影响区域小,减少了对敏感元件和材料的热损伤、工艺参数精确控制和稳定性高等,非常适合于结构复杂的高集成元件的精密焊接。此外,激光焊接的高效率提高了生产效率,适合大规模生产,且易于自动化,容易与自动化系统集成,实现无人化生产。

在环保方面,激光焊接技术同样展现出其独特的优势。由于激光焊接过程中无需使用助焊剂等辅助材料,因此减少了焊接材料的消耗和废弃物的产生。同时,激光焊接能量集中,热损失小,相比传统焊接方法能节省大量能源,有利于改善工作环境,保护操作人员的健康。
激光焊锡技术在电子制造业中的应用日益广泛,特别是在微电子封装、PCB组装、医疗设备制造、汽车电子以及光通信等领域。在微电子封装中,如BGA、CSP等高精度封装工艺,激光焊锡技术能够实现微小焊点的精确焊接。在PCB组装中,它适用于高密度互连和微小元件的焊接。在医疗设备制造中,激光焊锡技术能够确保产品的安全性和可靠性。在汽车电子领域,激光焊锡技术用于汽车电子控制单元、传感器等的焊接。在光通信领域,激光焊锡技术为光纤连接器和光电子器件提供了高精度和高质量的焊接解决方案。




随着技术的不断进步和成本的降低,激光焊锡技术有望在未来的电子制造业中发挥更加重要的作用,为产品的质量和生产效率的提升做出更大的贡献。
6 结语
随着电子制造业对环保和可靠性的日益重视,无铅焊接技术已经成为行业发展的重要方向。无铅手工焊接,尽管面临诸多挑战,如焊点氧化、拉尖、桥连等缺陷,但通过严格的温度控制、精确的烙铁选用和工艺优化,仍然能够实现高质量的焊接成果。这不仅体现了焊接工艺的精细要求,也展现了焊接技术在适应新材料和新技术方面的灵活性和创新性。
激光焊锡技术的出现,为解决传统焊接难题提供了新的思路。它的非接触式焊接、高精度和高效率的特点,以及对环境友好的特性,标志着焊接技术向自动化和智能化方向的迈进。激光焊锡技术的应用,不仅提升了焊接质量,也提高了生产效率,为电子制造业的未来发展奠定了坚实的基础。
在未来,随着技术的不断进步和应用领域的不断拓展,无铅焊接和激光焊锡技术有望在更广泛的领域发挥作用,推动电子制造业实现更高效、更环保、更智能的生产模式。这不仅是对焊接工艺的一次革新,也是对整个电子制造业可持续发展的有力支持。随着这些技术的成熟和普及,我们有理由相信,电子制造业将迎来更加光明和清洁的未来。
本文由大研智造撰写,专注于提供智能制造精密焊接领域的最新技术资讯和深度分析。大研智造是集研发生产销售服务为一体的激光焊锡机技术厂家,拥有20年+的行业经验。想要了解更多关于激光焊锡机在智能制造精密焊接领域中的应用,或是有特定的技术需求,请通过大研智造官网与我们联系。欢迎来我司参观、试机、免费打样。
审核编辑 黄宇
-
无铅焊锡的基础知识2009-08-12 3559
-
无铅焊锡及其特性2010-08-18 4404
-
无铅焊接的误区2010-12-28 3632
-
认识无铅焊锡作业2017-08-09 3315
-
无铅焊接2017-08-28 3899
-
无铅焊锡与有铅焊锡的区别2010-02-27 9844
-
大研智造激光锡球焊接:革新PCBA焊接技术2024-07-08 1521
-
大研智造 激光焊锡机:电子组件微型化与高密度焊接的解决方案2024-09-05 1330
-
大研智造激光焊锡机:电子制造业的微型焊接技术革新2024-09-06 1308
-
大研智造激光焊锡机:NTC温度传感器制造的精密焊接技术2024-09-09 1406
-
超越传统焊接:大研智造激光焊锡机在电缆组装件制造中的应用2024-09-10 1119
-
大研智造激光焊锡机技术在微型步进马达定子组FPC焊接中的应用2024-09-23 1212
-
大研智造激光焊锡机:助力企业在焊接工艺上的华丽蜕变2025-02-17 867
-
从“制造”到“智造”:大研智造激光锡球焊锡机如何定义焊接新范式?2025-02-24 1117
-
深度解析激光锡焊中铅与无铅锡球的差异及大研智造解决方案2025-03-27 2895
全部0条评论

快来发表一下你的评论吧 !
