

基于TL494的PWM脉宽调制等速送丝电路
IC应用电路图
描述
摘要:通过对电压负反馈配合电流正反馈的送丝调速系统与转速负反馈调速系统的比较,得出了这两种调速系统的等效条件。设计了一种基于TL494芯片的电压负反馈配合电流正反馈的CO2焊机送丝调速电路。该电路通过PWM脉宽调制,实现转速的均匀调节,并具有过电流截止保护功能。通过实验,验证了该调速电路的可靠性。实验中,当电源电压由342V变到418V,负载从25N变到50N时,送丝速度的变化率小于5%,符合JB/T9533-1999专业标准要求。
细丝CO2焊通常都采用等速送丝方式配合平特性电源,使得电弧有较强的自身调节功能,燃弧稳定。设计合理,性能优良的送丝装置是实现高焊接质量的前提。送丝电机一般采用惯性小、机械特性硬的印刷电机。为了确保电机能够稳定送丝,工程上多采用3种调节方式:转速负反馈自动调节,电枢电压负反馈自动调节和电枢电压负反馈配合电枢电流正反馈调节。采用速度反馈方式,虽然控制精度高,但必须采用测速发电机,成本较高;电枢电压负反馈只能实现电枢电压的稳定,不能补偿负载力矩变化造成的转速变化,因而控制精度较低;电压负反馈配合电流正反馈不仅能够实现转速的稳定,而且电路设计简单,成本低。本文所设计的等速送丝电路就是采用电压负反馈与电流正反馈相结合的调节方式,运用PWM脉宽调制技术实现均匀调速。在网压±10%和负载在50%~100%变化时,送丝速度的变化率小于±5%.
1电机转速调节系统的比较
为了使输出的转速稳定,最直接的控制方式就是采用转速负反馈自动调节系统[1],其结构如图1所示。
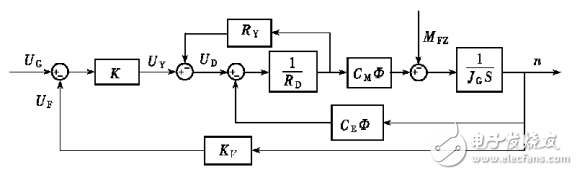
图1转速负反馈系统
从图1可以得出输出转速对负载转矩的传递函数:

式中:n———电机转速;MFZ──负载转矩;RD———电枢电阻;RY———电源内阻及导线电阻;JG———电枢转动惯量;K———误差放大倍数;KV———速度反馈放大倍数;CE,CM———电动机的结构参数;Υ———电动机磁通;S———拉氏变量。
电压负反馈配合电流正反馈的调节系统不仅能使电枢电压稳定,而且可以使转速恒定,其结构如图2所示。
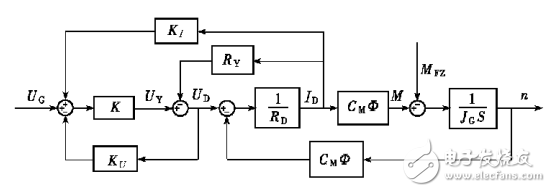
图2电压负反馈和电流正反馈调速系统
由图2可以得出输出转速对负载转矩的传递函数:

式中:KI———电流反馈系数;KU———电枢电压反馈系数。

即反馈量正比于电动机的转速,从而实现了转速负反馈。
需要说明的是,虽然电流正反馈配合电压负反馈可以等效速度负反馈,但不能完全取代。例如它对温度等的变化所引起的速度细微变化不具有补偿作用。但是,对于送丝机来说,这个等效精度足够了。
2电路原理
图3是设计的电路原理图。
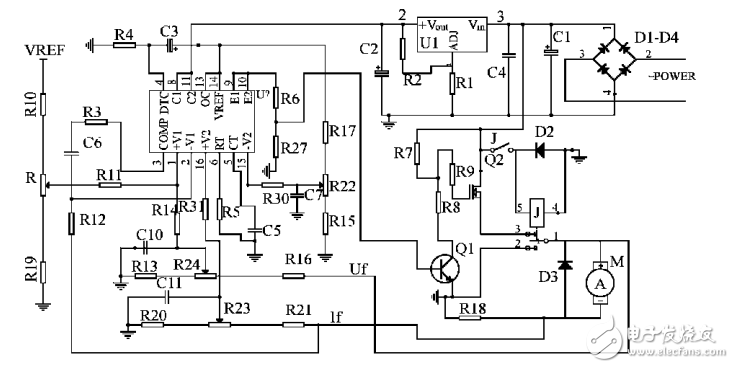
图3送丝调速电路原理
以整流桥D1与可调稳压芯片LM317为核心,直流稳压电路可以提供24V和15V直流电压.24V电压为印刷电机供电,再经LM317产生15V恒定电压,为TL494提供电源.TL494是PWM控制电路的核心。管脚1,2是TL494运算放大器的误差输入端,系统的电压给定和电压负反馈由管脚1引入,电流正反馈和运放的RC反馈网络由管脚2引入,构成输入比较环节。电压反馈取样电路经0.1μF的电容C10滤波后,消除了反馈信号中的脉动成分。管脚9和10驱动三极管Q1。为了增强输出,保持振荡器频率,用8,11脚并联接入15V电源,9,10脚并联输出,为输出驱动电路提供输入信号。管脚15,16为TL494运算放大器的误差输入端.16脚用于电流取样信号输入,15脚引入给定电流门限电压。两路输入进行比较,当发生过电流时,比较器输出高电平,TL494的COMP的电压达到正向饱和电压4.8V左右,输出脉宽为0,关闭输出。电流取样电路中的电容C11的作用与C10相同,用于消除反馈信号的脉动成分。
三极管Q1(S8050)与场效应管Q2(IFR9530)是驱动输出电路的核心元件。其中,IFR9530是功率开关器件,在S8050驱动下,对24V电源进行斩波,为印刷电机提供电压.J是直流继电器,当开关S闭合时,电枢与J的常开触点3闭合,电机工作。当S断开时,电枢经J的常闭触点2接地,与大功率电流反馈电阻R18构成闭合回路,进行能耗制动。其中的偏置电阻R7,R8,R9的电阻值对功率放大电路输出波形影响较大,不宜选得过大,R7取1~2kΨ,R8,R9取100~200Ψ为宜。
3试验
根据机械行业标准JB/T9533-1999,对该送丝装置的要求:(a)直径0.8~1.2mm的焊丝所需要的额定牵引力为50N。(b)供电电压在额定值±10%波动时,速度变化率在±5%以内。(c)当送丝牵引力由额定值的50%变化到100%时,速度变化率在±5%以内。
送丝速度范围偏差值

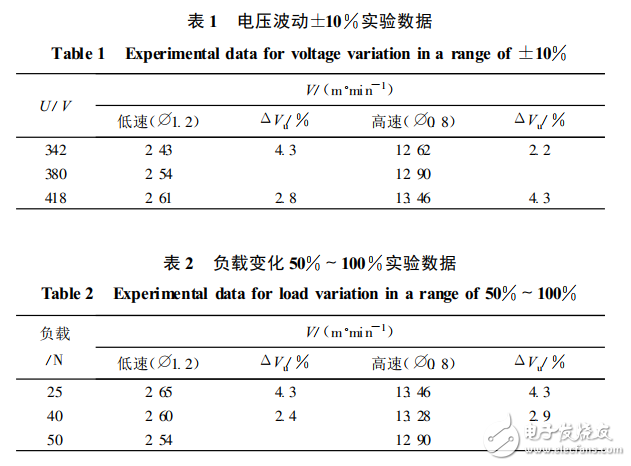
试验装置由120SN01-C直流印刷电机(24V,5A,65W)、SK-404电子计数器、计时器(秒表)、砝码等组成。电机在3m高处垂直拖动砝码运行,用计数器记录电机旋转圈数,计时器记录时间,经过多次测量,按式(4)(5)计算,得到数据见表1,2。
3.1电压波动试验
以380V额定电压为参考电压,在负载为50N时,可以看出,电压波动±10%,在高速12.90m/min时,速度误差小于±5%,在低速2.54m/min时,速度误差也小于±5%,试验分别采用0.8,1.2的焊丝。
3.2变负载试验
以50N额定负载为参考负载,电压为380V,可以看出当送丝速度为12.90m/min,电机负载在50%~100%的额定负载范围内变化时,误差小于5%;当送丝速度为2.54m/min时,误差小于5%,转速十分稳定。试验分别采用0.8、01.2的焊丝。
综合上述试验结果,可以看出用电压负反馈配合电流正反馈等速送丝效果令人满意,系统符合机械行业标准JB/T9533-1999。
4结论
a.用TL494设计的送丝调速电路结构简单、可靠、成本低廉。
b.调速系统在抗网压波动和负载波动上,送丝速度变化率小于5%,符合标准JB/T9533-1999的要求。
c.电枢电压负反馈配合电枢电流正反馈可以等效速度负反馈,使送丝速度更稳定,提高焊接质量.
-
脉宽调制控制电路TL494数据手册2021-08-23 3904
-
TL494电压驱动型脉宽调制器相关资料分享2021-04-15 1467
-
什么是TL494脉宽调制控制电路?2019-08-20 2646
-
TL494脉宽调制控制电路的工作原理和主要特征2019-05-31 3358
-
TL494脉宽调制控制电路,TL494 pwm circuit2018-09-20 3437
-
TL494脉宽调制器集成电路的设计与实现2017-12-05 17890
-
TL494脉宽调制电路2016-04-20 5435
-
电压驱动型脉宽调制器TL4942010-01-10 1469
-
TL494 电压驱动型脉宽调制器2009-07-21 6759
-
TL494脉宽调制控制电路2006-04-03 5571
全部0条评论

快来发表一下你的评论吧 !
