

激光软钎焊技术:SMT领域内的现状与未来发展趋势(下)
电子说
描述
2.4 光纤激光器
由于光纤激光器是采用光纤来传输光束的,消除了旋转的光学元件和过程,避免了很多繁琐的光学准(校)直工作,明显地简化了过程,既降低了成本,又提高了效率。
光纤激光器原理是由半导体可饱和吸收镜、泵浦激光二极管、多模泵浦耦合器、光纤、光纤环形镜等组成。图3表示其中一种光纤激光器。
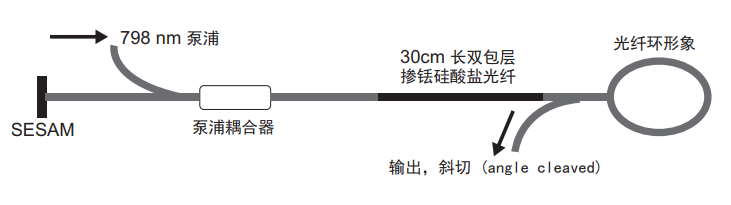 图3锁模含铥硅酸盐玻璃光纤激光器的组成示意图
图3锁模含铥硅酸盐玻璃光纤激光器的组成示意图
图3表示多模泵浦耦合器将泵浦激光二极管的激光束(波长为798nm)经过共振锑化物半导体饱和吸收镜(SESAM)吸收后,通过双包层含铥硅酸盐玻璃光纤(长度为30cm,数值孔径为0.22,不同材料的折射率是不同的,所以数值孔径是不同的,从而传送的波长也是不同的),再经过光纤环形镜的反射,便可得到反射率为90%左右的2µm波长。
与传统激光器比起来,光纤激光器的主要优势有:
(1)脉冲持续时间可以加长,因此可简化为采用单个脉冲进行加工;
(2)可稳定地进行大功率加工;
(3)形成“方形”脉冲,其前沿时间和后延时间极短,没有拖尾而引起树脂“焦化”或金属“重铸”等现象;
(4)脉冲能量和时间可通过编程而快速改变,使不同材料、位置、厚度等得到最佳化地进行加工,不用再进行精修;
(5)加工(如钻孔等)速度比传统紫外(UV)激光加工高10倍以上,每秒可加工(50~100)孔。
 大研智造激光焊锡机精密焊接案例-微型控制面板焊接
大研智造激光焊锡机精密焊接案例-微型控制面板焊接 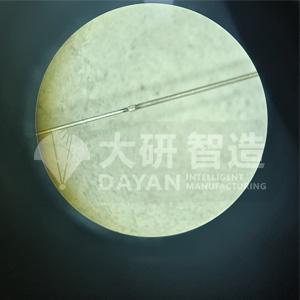 大研智造激光焊锡机精密焊接案例-医疗导管焊接
大研智造激光焊锡机精密焊接案例-医疗导管焊接 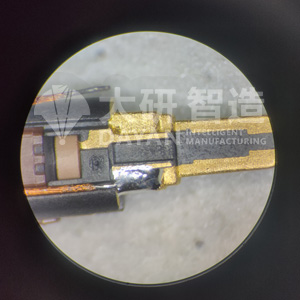 大研智造激光焊锡机精密焊接案例-点读笔部件焊接
大研智造激光焊锡机精密焊接案例-点读笔部件焊接
单纯的紫外(UV)激光器要采用提升激光脉冲重复频率来提高激光的加工速度是不可能的,因为:
(1)紫外(UV)激光器的平均功率和脉冲能量是随着激光脉冲重复频率的增加而迅速降低;(2)激光脉冲宽度、脉冲与脉冲之间能量的变化会随着脉冲重复频率增加而明显增加变化。这些因素的变化会影响激光加工速度、特征尺寸和加工精度,因此简单通过增加激光脉冲重复频率来提升加工效率是无法保证加工效果的。
因此,采用紫外(UV)混合光纤激光器,提高光纤的作用来得到更高的脉冲重复频率的同时,又达到更高的加工功率。
总之,采用紫外(UV)混合光纤激光器和某些软件的调整技术,达到输出波长为355nm,输出功率超过40W,脉冲重复评论为250kHz,消除了脉冲宽度依赖脉冲重复频率的关系,实现了增加脉冲重复频率而增加激光加工速度的同时,保持紫外(UV)混合光纤激光器的其他输出特性稳定而不变化,可明显提高紫外激光的性能、质量和生产率。
2.5 飞秒激光器
如果采用较长时间脉冲,如纳(10~9)秒级或皮(10~12)秒级进行脉冲加工,由于激光脉冲的上升延时间长而在加工时产生大量的电子碰撞和热扩散,导致所加工的零部件区域出现热影响(树脂焦化或金属重铸)区现象而带来加工质量和修整问题。
由于激光加工的热扩散是通过激光加工时产生的电子和离子等与其邻近的物质(粒子)之间的能量交换而形成的,而这种能量(热)交换是需要一定时间的,如果激光的每个脉冲加工时间非常短,使热交换来不及进行或极少发生,这样,就可以消除热影响(树脂焦化或金属重铸)区现象。因此,关键是使每个脉冲在加工时间内所有激光能量比材料受热影响(或吸收热)来得快,或者说,只要每个激光的加工时间快到只有激光束所聚焦的区域吸收能量,而相邻区域来不及发生热扩散,这样的激光加工便可以得到十分优美的高精度加工效果。实
验表明:采用飞(10~15)秒时间的激光脉冲是可以达到这种目的的。
飞(10~15)秒激光脉冲的时间极短,是一种高能量、高方向性的电磁波,其波长通常是紫外、可见光、红外的波段。因此这种极高强度和极短激光束所聚焦的材料区域能蒸发掉被冲击的材料,由于极其快速加工而来不及进行热扩散,所以不会影响激光束区域外的材料。这是因为高速激光能量冲击部位的吸收能量比热扩散响应更快,来不及进行热扩散(热扩散是通过电子、离子等与相邻的表面之间的连续热交换而产生的),所以采用飞秒(10~15)激光加工的区域界面处不会产生材料熔化、焦化、毛刺(结瘤)或热影响区等现象,能够精确地去除材料,并达到更高质量的产品,还可以加工成高质量的孔和形状等。
飞(10~15)秒激光脉冲除了上述的优点外,所用的激光波长既可是紫外的激光波长,还可采用可见光激光波长或红外激光的波长,只要具有飞秒级脉冲激光加工就行。飞秒激光焊接也更适合用于微型化和微加工,因为它可以实现更小的焊接区域和更高的精度,这对于一些需要非常精细焊接的应用非常重要。
其次,飞秒激光可以用于更多类型材料的焊接和加工,包括热敏感性材料、玻璃材料、轻质复合材料、脆弱材料等,因为它的热输入更少,更容易控制。而且这种飞秒激光加工的孔,其厚径比是不受限制的。同时,只要激光源能够提供每秒高到1百万个脉冲的话,就可以实现非常快的抗不连续性程度不断减小,引起的插入损耗S21的幅度也随之减小,且最大衰减减小了3.2dB。同时当埋孔半径由0.3mm到0.375mm进行变化时,阻抗的变化范围由10减小到7.5,阻抗不连续性程度不断减小,且引起的插入损耗S21的幅度也随之减小,且最大衰减减小了3dB。
这使得它在微电子、医疗器械、生物医疗、半导体制造、航空航天、安防/国防、新能源、生物医学、材料科学、科研院所/高校和其他一些高精密度领域得到广泛应用,如角膜手术、靶向癌症治疗等。
另外,虽然飞秒焊可以实现微观加工,并且可以将金属加工到熔融状态,但目前飞秒焊并未被广泛用于金属的焊接。这是因为金属的焊接需要考虑材料的物理性质、化学性质以及焊接过程中金属的液态流动等因素,而飞秒焊无法保证很好地控制这些因素。
总的来说,飞秒激光焊接相比传统激光焊接具有更高的精度、更少的热影响和更广泛的适用性,使得它在一些高精密度、高要求的领域中得到了广泛的应用。
3 激光软钎焊技术的发展方向与展望
综上所述,在焊点的成型,内部组织、力学性能、可靠性等方面,激光软钎焊技术都能够达到很好的效果。与其他类型的软钎焊技术相比,激光软钎焊能够使焊点的组织更为细密均匀,因此具有更好的性能。目前,激光软钎焊的发展方向是充分考虑激光功率、激光时间、光斑大小等因素之间的关联,开发出更完善的生产工艺,使其能与大规模的工业生产相适应,实现自动化生产,提高其生产效率。同时,测温系统,焊点质量监控系统,振镜扫描与分光系统,PCB板焊盘自动搜索系统等与激光软钎焊系统的结合与嵌套能够在很大程度上促进其智能化程度,这也成为激光软钎焊技术未来的发展方向。
4 总结
总之,激光软钎焊技术在SMT领域内具有广阔的应用前景,随着技术的进步和市场需求的推动,其在电子制造业中的应用将越来越广泛。未来的研究将集中在提高焊接质量、实现智能化和自动化、以及适应无铅化和微纳尺度连接的需求。
本文由大研智造撰写,专注于提供智能制造精密焊接领域的最新技术资讯和深度分析。大研智造是集研发生产销售服务为一体的激光焊锡机技术厂家,拥有20年+的行业经验。想要了解更多关于激光焊锡机在智能制造精密焊接领域中的应用,或是有特定的技术需求,请通过大研智造官网与我们联系。欢迎来我司参观、试机、免费打样。
审核编辑 黄宇
-
物联网未来发展趋势如何?2025-06-09 2075
-
工业电机行业现状及未来发展趋势分析2025-03-31 539
-
激光软钎焊技术:SMT领域内的现状与未来发展趋势(上)2024-09-29 1650
-
精密电子焊接挑战:激光软钎焊技术的优势与应用2024-09-26 2184
-
物联网未来发展趋势2022-03-11 5906
-
恒兴隆机电:深圳电主轴行业市场现状及发展趋势是什么?2021-12-24 1861
-
未来PLC的发展趋势将会如何?2021-07-05 3671
-
探讨智能视频分析技术的应用现状与发展趋势2021-06-03 3439
-
电子技术在现代汽车上的应用及发展趋势是什么2021-05-17 4135
-
电源模块的未来发展趋势如何2021-03-11 3159
-
CMOS图像传感器的现状和发展趋势2021-01-23 5860
-
蓝牙技术未来的发展趋势2019-03-29 4043
-
探析无人舰艇技术的现状及未来发展趋势2019-02-21 7137
-
公众wifi的未来发展趋势2014-04-09 3130
全部0条评论

快来发表一下你的评论吧 !
