

基于BLINK的DCS控制系统仿真
DCS
描述
在电力行业,为提高火电机组运行人员的操作水平及业务素质,利用仿真机进行培训、考核是1个行之有效的方法。现今大多数机组都采用DCS控制系统,对机组的调整操作主要是基于操作员站。火电机组仿真模型按生产流程划分为锅炉设备、汽机设备、发电机设备和控制系统4块。本文讨论DCS控制系统采用BLINK软件的仿真方法。
DCS仿真系统是将真实DCS在非DCS的计算机系统中重现(纯软件),不会涉及到底层硬件,完全可以运行在普通的PC环境中。基于这种与硬件无关的特性,仿真系统可应用于操作人员的培训和前期的工程调试。
DCS控制系统仿真分两种:
一种是简易仿真,即通过各厂家的仿真软件包实现流程图与程序的动态仿真。
优点:程序处理和界面操作上与实际生产相同,所需软硬件简单,一次性投资成本低。
缺点:各回路没有同实际工况相同的数据源,至多能做到根据输出值反推出假输入信号作为输入值值。
系统组成:各厂家略有不同,通常软件仅需一个仿真软件包,硬件上有的厂家只需要一台PC机就可以模拟多台控制器与操作站,有的厂家需要多台PC来模拟多个控制器与操作站。
总结:仅用于操作工熟悉DCS系统的操作方法,投资成本低。
另一种是工艺仿真,通常叫操作员培训系统(OTS),与第一种仿真的最大区别是为仿真系统引入了与实际工况完全相同的工厂生产模型。
优点:根据与实际工况相同的工厂生产模型的输入,操作工做出相应操作,OTS可以根据与实际工厂运行相同的运行特性,改变内部的压力数据或温度数据等,从而模拟出工厂生产设备的实际运行整体环境。
缺点:投资成本高,一套OTS系统的投资额通常是上百万甚至更高。仿真效果取决于模型软件,为了使仿真效果尽量与实际相符需要调试周期。系统构成复杂。
系统组成:各厂家略有不同,简单来说需一个工艺装置模型软件包(可能是非DCS厂家所提供),OPC接口软件,DCS厂家的仿真软件包,工程师软件包,操作站软件包等,硬件上基本组成为工艺装置站,OPC站,仿真工程师站,仿真操作站,仿真现场控制站等5台PC。
总结:投资成本与技术风险高,但可对工厂生产的日常工况以及紧急危险工况进行反复培训。 两种仿真的组态都与在实际工程师站的组态方法相同,但通常将真正的项目组态直接导入即可,无需单独做仿真组态。
BLINK仿真支撑软件简介
BLINK是运行于WINDOWS2000/XP下,集模型开发、调试及运行于一体的仿真机开发支撑系统。可应用于不同容量的火电机组、电网、变电站、核电、水电、石油、化工、航空航天及车辆船舶等工业过程或系统的仿真开发。
BLINK的建模思想
BLINK采用模块搭接的方式建立系统的数学模型,即模块化建模。BLINK认为,1个系统或生产过程是由许多设备和功能单元按一定的要求有机连接而组成的。设备、功能单元之间通过相互交换物理量来完成系统特定的功能。系统庞大而复杂,但组成系统的设备和功能单元却相对简单。这样,建立相对简单的设备和功能单元的数学模型比建立庞大而复杂的系统的数学模型容易得多。
模拟设备或功能单元特性和功能的数学模型称为算法,由输入、输出、系数和计算机程序代码组成。模块是通过引用算法而生成的仿真实体,它与所仿真系统的设备、功能单元一一对应。模块的输入、输出、系数与所引用的算法是一致的。输入、输出是模块之间连接的接口。按照实际被仿真系统的组成,将模块通过输入、输出接口互相连接就形成了仿真模型
BLINK的培训功能
快照、回退、重演
可自动或手动将模型运行的瞬间状态保存下来(快照),在任何时候可将快照保存的状态重新装入,使模型回到快照时的状态(回退)。使用快照和回退可以重复培训系统过程的某个阶段。当回退到先前保存的某一快照状态后,启动重演,支撑系统将自动演示快照状态以后仿真系统所经历的过程。通过重演查找操作过程的错误或缺点。
故障、超控
操作员仿真培训,其基本任务之一就是通过大量的模拟故障培训操作员的故障判断和处理能力。故障设置是培训仿真机的必备功能。BLINK可设置单个故障,也可设置成组故障。超控是在不改变模型输出的情况下,强制使界面输出、仪表指示、信号与模型状态相异。用来培训受训学员区别设备故障与仪表、传感器、信号系统故障。
自动教案
按照仿真培训科目,将初始状态、设置的故障、超控依时间顺序列出,形成教案。BLINK装入教案后,仿真系统将自动由教案控制运行,减轻仿真机教练的劳动。
自动评分
提供按过程量越限、数字量报警的评分机制。按要求编制评分规则,BLINK自动在规定的时间内给出操作成绩。
BLINK仿真支撑系统的特点
a。集模型开发、调试、运行于一体,是1个集成度较高的仿真开发与运行支撑系统。
b。对运行环境要求不高,一般微机即可胜任。仿真机系统造价低。
c。支持在线、离线2种建模方式。便于多人同时开发。
d。算法库为标准的Windows动态连接库方式,便于算法的开发、维护、扩充。
e。采用多线程技术分别管理模型运行、通讯等任务。运行效率高,机器负载低。
f。通讯配置灵活,系统的计算机数目无限制。
DCS控制系统仿真
近年来广泛应用于火电生产过程的控制系统DCS(分散控制系统)充分体现了分散控制与集中操作管理的思想。DCS是集4C(Communication,Computer,Control、CRT)技术于一体的监控技术,它以先进的技术、丰富的功能、友好的人机界面以及愈来愈可靠的工作性能等优势,占据了火力发电机组的自动化领域,且覆盖了DAS、MCS、SCS、ECS、FSSS和DEH6大功能,机组运行和启、停操作完全由DCS完成[2]。在仿真机开发过程中,除要建立各个设备的模型外,还要建立控制模型,即对DCS控制系统进行仿真。此时应注意以下几个方面。
熟悉原型机控制系统逻辑及功能模块
不同类型的DCS其组态逻辑各不相同,但它们控制原理本质上是一致的,不同DCS厂家开发了各自的功能模块来完成组态逻辑。故应了解DCS组态逻辑中用到的各个功能模块的功能及各输入输出信号。在此基础上进一步了解控制系统的控制流程及控制策略。总之,充分了解原型机组的技术资料及组态逻辑是开发仿真机的第一步。
熟悉BLINK支撑软件及算法
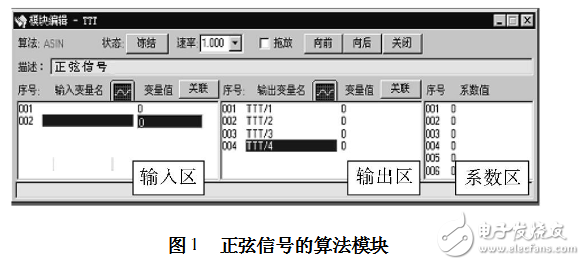
模块化建模方式中的模块由模块名、对应算法名、执行速率、状态、输入变量、输出变量、系数等构成。执行速率为模块算法代码被计算机运行的周期。状态有激活和冻结2种。激活状态的模块参与系统模型运行,冻结状态的模块不参与系统模型运行。1个正弦信号的算法模块如图1所示。
系统支持在线和离线2种建模方式。在线建模是在支撑系统运行环境下,通过鼠标点取、键盘输入方式直接建立模块,或对已存在的模块修改其各项参数,调整其在整个模型中的位置等。在线建模的优点是用户所作的各项操作对整个模型的影响会立即反映出来,非常直观,适用于需频繁调整的场合。离线建模是在脱离支撑系统的环境下,建立1个文本模型文件,该文件由若干行构成,每行代表1条建模或模型修改命令,文本模型准备好后,在仿真支撑系统中装入,支撑系统逐渐解释、执行,即完成了建模或模型搭接工作。离线建模用于场合:
①建立新模型;
②修改已存在的模型;
③小模型自动拼接成大模型;
④算法修改后重新生成模型;
⑤相似模型复制
BLINK支撑软件的算法数据库中已有很多的算法,如逻辑运算、代数运算、控制运算、设备算法等,算法采用标准的FORTRAN语言编制。用户可根据应用的要求,编写新的算法安装到算法库
建立控制系统仿真模型
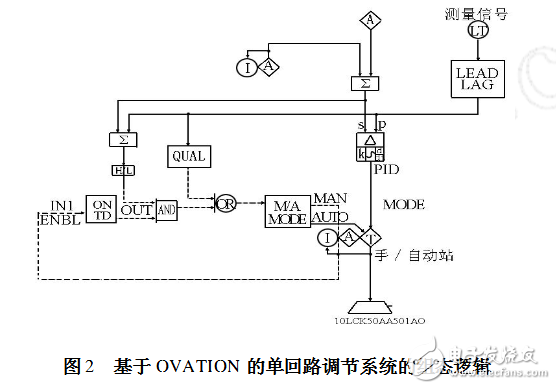
根据DCS组态逻辑的控制策略,选取算法库中合适的算法建立模块,由多个模块完成某个控制功能。例如某个基于OVATION的单回路调节系统的组态逻辑如图2示,由设定值模块形成的设定值和被控量比较形成控制偏差,送到PID调节模块进行运算后经手动/自动站后输出到调节机构。
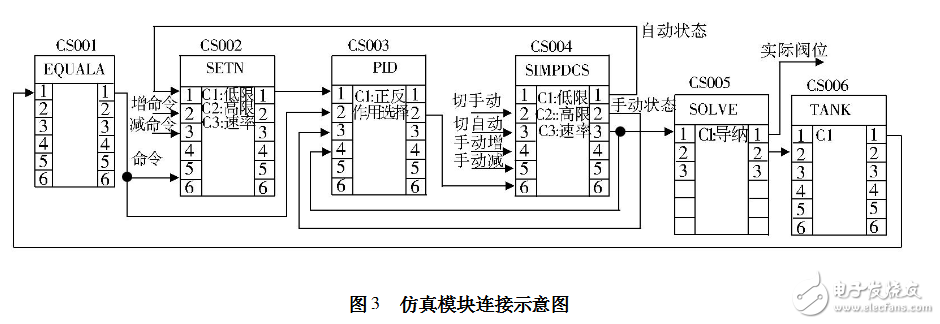
建模时,可在BLINK仿真支撑系统的算法库中找到与原组态逻辑相匹配的算法模块,然后按照控制逻辑搭接模块。若没有相匹配的算法,可根据模块的功能编制新的算法。模块间的连接通过变量名传递实现,由设定值模块(SETN)、比较器模块(DEADCOMP)、PID控制模块(PID)、手/自动操作模块(SIMPDCS)、阀门模块(SOLVE)、对象模块(TANK)、变量等价模块(EQUALA)等组成。其连接示意如图3示。在实际的控制系统中,被调量是通过传感器测量变送得到的,在仿真系统中,被调量等测量值是通过模型计算得到的,为了模型管理维护,用等价块交换变量。图3中设备对象的输出即被调量送到等价块(EQUALA),等价块的输出送到设定值模块(SETN)和调节模块(PID)。设定值模块在调节系统为自动时处于工作状态,能接受操作员站来的增减命令,使设定值改变;在调节系统为手动时处于跟踪状态,设定值跟踪被调量,使调节器入口偏差为零,实现手自动无扰切换。PID调节模块也有2种工作方式:手/自动操作模块(SIM-PDCS)完成手/自动切换、手动操作等功能,还输出手动、自动的状态信息。
1个300MW机组的闭环控制系统有200多个,其中有些系统的组成很类似,如左右减温水控制、多台给水泵的最小流量控制等。建立这类系统的模型时,可先建立1个系统的模型,其他相似系统的模型可通过复制生成。方法是,将模型按文本方式存盘,打开文本模型文件,将欲复制部分复制到新建文本文件,修改模块名、变量名等有关内容,然后存盘装入模型即可。这样可大大提高效率。
绘制操作画面
在DCS系统中,操作员站上有100多幅画面,按流程可划分为锅炉、汽轮机、电气、就地、操作等画面。画面的绘制可由INTOUCH7.0或VISULC++等实现,其关键是要对画面上的显示点进行定义,对可操作单元定义动态,以便于和模型通讯。例如和闭环控制系统相关的操作画面见图4。
该操作画面上的信息有3种类型:①模拟量输出,如指令值、设定值、反馈值、测量值备坐标纸及必要记录工具。
加热
a。上述准备就绪即送电加热。
b。弯曲点盘于顶部。
c。升温以30~40℃/h进行。
d。当温度上升后,要求按升温过程中同一截面温差控制在10℃以内,或超过10℃进行盘车。
e。温度达650±5℃恒温5h,同一断面温差控制在5℃以内,或超5℃时进行盘车。
f。恒温完毕以30℃/h降温,降温过程按升温过程要求进行盘车。
g。温度降至250℃自然冷却,自然冷却过程仍进行盘车至150℃。
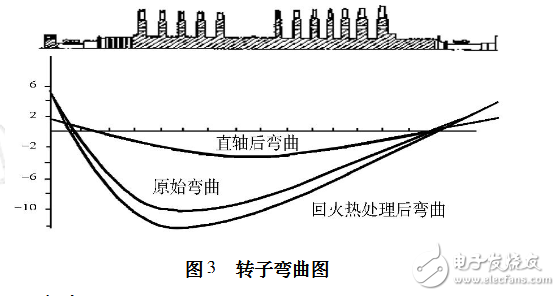
h。冷却至室温时清理转子表面,测量弯曲,最大弯曲值为0.12mm,弯曲部位在17级后。
热态加压
重新布加热线圈以最大弯曲点17级为中心,从14级后仍按2-3-3-2-3-3-2在叶片之间的轴封段上进行绕接。根据冷态试验计算结果和直轴经验,最大弯曲点取应力为6.5kg/cm2较为合适,回火后最大弯曲点与原最大弯曲点相距约80mm,计算对轮千斤油压时可忽略不计。一般情况下,转子回火后弯曲应恢复1/3左右,而本次回火后最大弯曲比原弯曲大0.02mm,认为转子是由于局部过热引起的。
准备工作就绪后开始升温,升温以每小时30~40℃进行,温度至660℃时开始恒温,恒温1h后将前后支点托起,紧龙门架,相应对轮千斤油压控制在190kg/cm2,维持35min达到计算松驰值后卸压。卸压后在650℃继续恒温4h,恒温结束后以每小时30℃降温,冷却至室温清理转子表面,测量弯曲值,最大弯曲值为0.03mm(见图3),直轴热态加压1次成功。
a。在加压受力状态下,直轴台线性关系较好,工字架变形不大。
b。直轴后金属检查:
①着色检查无裂纹;
②硬度检查15~19级;
③直轴前平均HB230、直轴后平均HB210.5,比直轴前略有下降。
c。直轴后,大轴晃度满足要求
- 相关推荐
- 热点推荐
- DCS控制系统
-
DCS控制系统与PLC的区别2024-12-27 6023
-
DCS控制系统原理 DCS控制系统的基本功能2024-02-02 6179
-
DCS控制系统是什么?DCS控制系统的特点2023-08-01 6505
-
DCS集散控制系统时钟同步有何意义2021-09-30 4526
-
DCS集散控制系统现场时钟同步有哪些应用2021-09-29 3011
-
DCS控制系统中的通信技术是什么2021-05-24 2650
-
DCS控制系统的选型设计调试2018-12-29 5472
-
提高DCS控制系统电源可靠性的方案2018-12-03 2580
-
DCS控制系统应用中的抗干扰问题2018-10-12 3429
-
DCS系统基础知识,DCS控制系统和PLC控制系统,你会怎么选择?2018-04-04 19550
-
锅炉dcs控制系统2017-10-17 17383
-
dcs是什么意思_什么是dcs控制系统2012-09-13 114778
-
什么是DCS控制系统2011-12-27 24868
-
DCS控制系统2011-06-15 2276
全部0条评论

快来发表一下你的评论吧 !
