

基于RFID的生产线监控技术解析
RF/无线
描述
RFID(Radio Frequency Identity technology,无线射频识别技术)通过无线的方式,对存储于RFID标签中的数据进行自动采集,以获取被标识对象相关信息,一个简单的RFID数据采集系统由RFID读写器、天线(内置或外置)、RFID标签3部份组成,如图1所示。
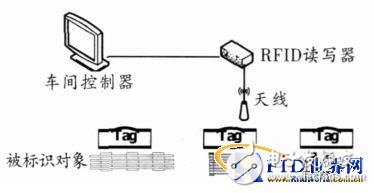
图1 RFID数据采集系统
随着技术的发展,RFID逐渐开始被应用到离散制造行业中,相对目前被广泛使用的条码技术而言,RFID标签具有本质上的优势,RFID标签的优势包括:可无线远距离读写,可穿透性读写,可在高速移动的状态下读写、存储更多的数据,可在恶劣的环境下使用等,因此,RFID技术不只是条码技术的简单替换,它在离散制造业中的应用将改变离散制造企业的生产经营方式,目前,RFID技术已经开始应用于离散制造行业的供应链管理、仓库管理、物料管理等领域。目前RFID技术在离散制造业生产线上的应用还没有通用的方案,Fagui Liu和Zhaowei Miao研究了RFID技术在生产控制中的应用,但重点在系统的构建上,并主要讨论的是在陶瓷行业的应用,本研究基于RFID先进技术,重点研究该技术在装配行业的生产线可视化和生产过程控制中的应用,并依托国家863高技术研究发展计划资助项目,在重庆某摩托车发动机生产线监控系统中得到了应用。
1 基于RFID的生产线监控技术
1.1 生产线可视化
1.1.1 技术原理
生产线可视化的目标是使企业管理层能够实时地发现在制品生产和生产线运转状态,本研究的技术实施方案如图2所示。方案主要由流水线、RFID数据采集系统、在制品和工位几个部分组成,在制品在流水线上移动,到达工位后由工人取下进行零配件组装,完成后再放回流水线,直到完成所有工序,RFID数据采集系统主要包括一个带有双天线的RFID读写器,每个在制品都和一个RFID标签进行绑定。

图2 生产线可视化技术实施方案
该技术的基本原理是:当绑定有RFID标签的在制品以先后顺序经过天线1和天线2时,将触发2次RFID标签读写事件,通过对事件产生的相关数据的记录与处理,来判断在制品的完成情况及各个工位的运转情况。
以读写器代号和工位代号为关键字的RFID标签读写事件数据表如表1所示。

另外,生产线和工位之间构成一个以生产线代号为关键字关系表,令生产线代码为Line_code,那么它们的关系为:
(Line_codei,WPoint_codei1,WPoint_codei2,…WPoint_codein)。
1.1.2 技术实现
1)生产线监测。生产线监测是通过对工位的监测,判断整条流水线是否运转正常。当在制品在工位逗留时间过长,或工位出现在制品堆积时,可判断为工位异常。令在制品在工位允许的最大逗留时间为Tmaxi,工位允许堆积的在制品最大数量为Nmaxi,则判断工位异常的公式如下:
如果Timej-Timei》Tmaxi,则在制品逗留超时,式中Timej,Timei为读写器天线2和天线1的2次读写事件发生的时刻。
当在制品经过天线1,而没有经过天线2时,公式变为:Timecorrent-Timei》Tmaxi。
对某个工位堆积在制品数量的判断,依赖于查找表1所构成的工位操作历史表,其查找过程如下:
步骤1 通过流水号Line_code找到工位号Wpoint_code。
步骤2 通过工位号Wpoint_code,查找经过天线1而未经过天线2的在制品代号Product code。
步骤3 累积在制品数量并与Nmaxi比较,即可判断在制品是否超量。
2)在制品监测。在制品监测是通过实时地获取在制品上RFID标签数据,以判断在制品所处的工位及已经完成的工序,假设在制品Product_codei有Ni道工序,则在制品生产状态的监测算法如下:
步骤1 在制品上线时,椴据在制品的制造要求,确定工序数量Ni,并确定工位顺序,生成一个二进制代玛,使其从最低位开始顺彦代表其经过的工位的完成状态,完成为1,未完成为0。在在制品上线时,其初始值为0。
步骤2 把该代码写入RFID标签并和在制品绑定。
步骤3 在制品每完成一次工序并离开工位时,修改相应位。
步骤4 读取RFID标签相应位,就可以确定已经完成的工序和正在完成的工序。
1.2 生产过程控制
1.2.1 技术原理
生产过程控制目标是根据在制品信息,静态或动态地确定在剃品组装路线和组装方式,其基本原理是:实对检测到在制品信息后,根据控制系统设定的组装路线和组装方式,生成路径选择指令和组装提示,技术实施方案如图3所示。系统主要由RFID数据采集系统、工位控制器、看板和路径选择执行机构组成。

图3 生产控制技术实施方案
在制品的组装路线既酉以是上线之前制定的静态路线,也可以是上线后临时改变的动态路线,本研究采用虚拟生产线(VPL)的概念,给每一个在制品 Product_codei分配一个虚拟生产线代码VPL_codei,VPL_codei和Wpoint_codei关系为:
(VPL_codei,Wpoint_code1,Wpoint_code2,Wpoint_coden)
1.2.2 技术实现
1)组装路线控制算法如下:
步骤1 根据在制品的组装要求,生成虚拟生产线。
步骤2 将RFID标签中的在制品代码和虚拟生产绑定,然后将标签和在制品绑定。
步骤3 当在制品进行多径选择时,读写器读取标签中的在制品代码,并根据虚拟生产线中的信息,确定下一个工位。
该算法的优点是,当需要对在制品的制造工序进行改变时,只需更改控制器中存储的虚拟生产线和工位关系,便于组装路径动态控制。
2)组装方式控制算法如下:
步骤1 跟据在制品组装要求,生成组装指令表。
步骤2 读取RFID标签中的在制品代码和工序代码,查找组装指令表。
步骤3 在看板中发布组装指令,指导生产。
2 应用
2.1 系统实现
为了验证RFID技术在生产线监控中的实用性,在重庆某摩托车发动机生产线进行了应用示范,发动机生产是典型的离散零配件组装式生产,企业管理层有监控在制品生产和生产线运行状态的需求;同时,发动机在包装之前要进行质量检查,不合格的产品将会进入返修程序,因此在制品的组装路径需要控制。该生产线主要包括上线、曲轴、箱盖、返修、贴花及包装等工位。系统实施体系结构图如图4所示。

图4 系统体系结构
该系统在各工位配置13.56 MHz的RFID读写器及存储容量力2KB的标签,以构成RFID数据采集系统,用于生产线监控系统数据采集。系统配置 19英寸的MD显示屏,用于装配要点的提示。工位控制器采用嵌入式单板机WAFER-5822,运行嵌入式操作系统。车间控制器和ERP应用系统采用PC 机平台,使用C/S架构。车间控制器用于工位协调,ERP应用系统系统用于计划排产和生产线状态显示。由于该摩托车企业的发动枧生产线没有实现机械化的路径改变装置,每当在制品经过质量检测后,工人需要根据LCD上显示的指令决定在制品的前进路径。如果在制品需要返修,则由工人需把在制品从生产线上取下,再由专门的运载工具转运到返修工位。
工位LCD显示界面如图5所示。

图5 工位LCD界面
2.2 示范效果
管理层实现了生产线的实时监控,显著地提供了该摩托车企业的生产效率(生产线的整体生产效率提高10%),而因配件物料管理发生混乱和操作状态混乱带采的生产过程停顿或中断次数降低弱60%。
- 相关推荐
- 热点推荐
- RFID
-
制衣业RFID实时生产线解决方案2014-04-18 4133
-
ThingMagic UHF 超高频RFID生产线管理系统2016-07-29 2857
-
RFID在生产线管理中的应用有哪些?2021-05-19 1474
-
smt生产线介绍2021-07-23 3539
-
面向生产线的RFID系统设计及通信特性分析2009-04-15 785
-
RFID技术在汽车生产线上的应用现状2010-11-03 484
-
基于RFID运动器械包装生产线检验系统2018-01-26 894
-
MES系统在PERC电池生产线中的应用解析2019-10-28 3373
-
工业智能制造生产线应用RFID技术进行自动识别采集数据2020-09-03 2751
-
射频识别rfid技术可提升自动化生产线的效率2020-11-25 1280
-
生产线对不同RFID读写器频段特点的应用需求2021-09-01 1172
-
晨控讲述使用rfid技术可让智能生产线更为智能化、数字化2023-08-09 1182
-
工业RFID技术在光伏生产线中的实际应用案例与效益分析2023-08-31 1318
-
工业射频RFID技术助力电镀生产线实现智能识别管控2025-09-18 554
-
RFID技术助力生产线智能化转型2025-12-15 618
全部0条评论

快来发表一下你的评论吧 !
