

物联网行业中的模具定制方案_3D打印技术分享
电子说
描述
01
3D打印的技术原理
3D 打印作为目前工业制造领域的前沿技术,集合了多种技术,包括分层制造技术、机械工程、数控技术、CAD、激光技术、逆向工程技术、材料科学等,可以直接、快速、自动、精确地将设计电子模型转变为具有定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种低成本而高效的实现手段。3D打印技术的基本原理是断层扫描的逆过程。断层扫描是把某个东西“切”成无数叠加的片,3D 打印则是通过连续的物理层叠加,逐层增加材料来生成三维实体技术,因此3D 打印制造技术又被称为“增材制造技术”。
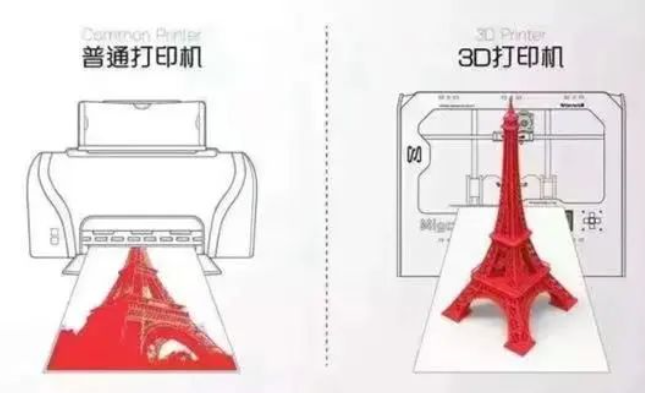
3D打印技术虽然有好多种,但思路基本都是一样的,专业术语叫做“分布式材料制造”。
02
3D 打印的特点
相比于传统的打印技术与制造工艺,3D 打印的特点集中体现在以下几个方面:
首先,一次性完成打印,不需要反复的切割、磨削,简化了产品制作流程,缩短了生产周期。技术人员需要提前获取产品的三维坐标和结构特征,然后在计算机上利用特定的软件生成三维模型,最后由计算机控制3D 打印机,完成产品的打印和制造,真正实现了“所见即所得”。
其次,成本较低,尤其是在批量化生产方面,相比于传统的加工制造有更加显著的成本优势。从生产方式上来看,3D 打印技术只需要前期获取产品的三维坐标和设计出产品的三维模型即可,剩下的工作全部由设备自动完成,只需要1 个人即可完成,人工成本、时间成本较低。最后,产品的精密化程度更高,特别是在精密零件制造方面,利用3D 打印所得产品的精确度可以达到0.01mm 级别,并且支持32 位色彩的彩色打印。
03
3D 打印的关键技术
设备、材料与技术,是构成3D 打印的三个核心要素。
设备方面,主要包括3D 打印机、三维扫描仪、三维激光雕刻机、激光跟踪仪等;
材料方面,常用的材料有光敏树脂、塑料粉末、骨粉、聚乳酸等;
技术方面,包含了多种关键技术,例如3DP 技术、FDM 熔融层积成型技术、SLA激光光固化技术等。这些技术的操作方法、基本原理以及应用优势,均存在较大的差异,具体如下。

3.1 三维喷绘打印技术
三维喷绘(3DP)技术是现阶段最为常用的一种3D打印方式。所用设备为标准喷墨打印机,可以适配多种粉末打印材料,例如陶瓷粉末、塑料粉末以及骨粉等。预设程序、建立模型后,在计算机指令控制下,先铺一层粉末,然后移动喷嘴,通过喷嘴将粘合剂喷到制定的区域,使粉末状的材料粘结在一起。完成第一层打印后,可以得到产品的雏形,然后继续重复上述步骤,在多次铺粉、喷涂、粘结以后,最终得到所需的产品。如果需要打印彩色产品,可以选择相应颜色的粘结剂。
3.2 激光光固化技术
SLA 以光敏树脂为原料,这种液态材料在一定波长(x=325nm)和强度(w=30mw)的紫外光的照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中会先盛满液态的光敏树脂,氦-镉激光器或氩离子激光器发射出的紫外激光束在计算机的操纵下按工件的分层截面数据在液态的光敏树脂表面进行逐行逐点扫描,这使扫描区域的树脂薄层产生聚合反应而固化从形成工件的一个薄层。一层固化完成后,工作台下移一个层厚的距离,然后在原先固化好的树脂表面再敷上一层新的液态树脂,直至得到三维实体模型。
3.3 SLS 选取激光烧结技术
SLS 工艺中使用到的设备有激光器、扫描镜、平整辊等。技术流程为:首先在作业台上铺上一层合适厚度的粉末材料,优先选择光敏树脂、石蜡粉末、塑料粉末,一般不得使用陶瓷粉末、金属粉末。然后预设程序、读取模型,在计算机控制指令下,激光器会发出激光束,并通过扫描镜照射作业台上的粉末材料。由于激光具有极高的能量,会对粉末材料进行烧结,首先形成产品的外部轮廓,然后继续铺粉,由外向内的烧结粉末,经过多次铺粉、多次烧结后,最终形成所需的产品。相比于上述几种3D 打印方法,基于SLS 工艺的选区激光烧结技术工艺流程相对简便,而且产品制作的速度较快。但是这一技术也存在缺陷,例如对打印材料具有选择性,金属粉末、陶瓷粉末在烧结过程中需要消耗更多的能量,会导致成本上升,因此对于以金属、陶瓷为主要材料的产品,不宜选择这一技术。
3.4 DLP 激光成型技术
该技术与上文所述的SLA 立体平板印刷技术有一定的相似性,主要的区别在于DLP(数字光处理器)的运用。准备好液态光聚合物以后,在材料的正上方设置高精密度的数字光处理器,技术人员调校设备,将光束移动到(0.0)坐标处,在计算机指令的控制下完成照射,使液态材料逐渐固化。光固化的过程也是层层固化,但是固化速度更快,产品成型精度更高。另外,在产品的表面光滑度方面,也比其他的3D 打印技术具有优势。但是该技术也存在不足,例如对液态光聚合物的纯度要求极高,如果掺杂了杂质,将会对最终产品的性能造成负面影响。
3.5 LOM 分层实体制造技术
LOM 工艺采用薄片材料,如纸、塑料薄膜等。片材表面事先涂覆上一层热熔胶。加工时,热压辊热压片材,使之与下面已成形的工件粘接;用CO(2) 激光器在刚粘接的新层上切割出零件截面轮廓和工件外框,并在截面轮廓与外框之间多余的区域内切割出上下对齐的网格;激光切割完成后,工作台带动已成形的工件下降,与带状片材(料带)分离;供料机构转动收料轴和供料轴,带动料带移动,使新层移到加工区域;工作台上升到加工平面;热压辊热压,工件的层数增加一层,高度增加一个料厚;再在新层上切割截面轮廓。如此反复直至零件的所有截面粘接、切割完,得到分层制造的实体零件。
3.6 PCM 无模铸型制造技术
PCM 无模铸型制造技术是2013 年由清华大学研发的一种新型3D 打印技术。其操作流程是:首先在计算机中绘制零件的CAD 模型,然后将该模型的参数以STL 文件的形式保存。根据零件模型转化后得到铸型CAD 模型。自上而下的进行分层,利用扫描设备逐层扫描,完成扫描后得到了模型的三维坐标,然后开始从下往上的铺砂、粘结。铸型过程中使用到2 个喷嘴,其中一个喷射粘结剂,而另一个喷射催化剂。两种材料同时喷射,在接触后会发生胶联反应,形成一层比较坚固的材料层。完成第一层后,按照顺序进行第二层、第三层,直到得到最终的产品。
04
3D 打印技术的应用领域和限制条件
4.1 应用领域
从1986 年出现第一台商业3D 打印机至今,3D 打印技术虽然只有30 多年的发展历史,但是已经在建筑、医疗、航空等诸多领域得到了广泛应用。在建筑行业,将3D打印技术与BIM 技术相结合,在计算机内构建建筑的三维模型,然后将其打印出来。通过3D 立体建筑模型,在建筑展示、施工参考等方面提供了技术支持;在医疗行业,利用3D 打印技术制作仿真的人造骨骼,临床应用效果理想。另外,医生还可以利用3D 打印技术,制作病理模型,在仿真情境下进行手术预演,设计手术方案,提高了手术成功率。在航空航天领域,利用3D 打印可以制作出符合设计标准和使用要求的高精密零件,例如发动机的涡轮叶片、一体化燃油喷嘴等,对提高航天器的整体性能也有积极帮助。除此之外,像工业制造中注塑模具的制造,以及个性化消费品的制造等等,随着3D 打印技术的成熟与使用成本的降低,也相继得到了推广使用。

4.2 限制条件
3D 打印技术在推广使用过程中,既突显了强大的应用优势,同时也面临着较多的限制。从现阶段的技术条件来看,限制3D 打印发展与推广的因素主要包括以下几种:第一,材料方面。通过上文分析可知,当前3D 打印使用的材料主要是光敏树脂、陶瓷、石蜡等。在应用领域拓展的背景下,有限的几种材料显然无法满足在一些新兴领域的使用要求。例如无法使用金属、合金材料进行3D打印,对其应用产生了限制。另外,材料价格相对昂贵,在进行批量化打印时,高昂的成本也成为了限制因素。第二,器械方面。3D 打印技术要想实现全面商业化,必须降低设备价格。现阶段一台普通3D 打印机的价格大约在5000 元左右,如果对精度有较高要求,设备价格则从一万到几万不等。这对于普通用户来说仍然属于高消费,对3D 打印的全面普及产生了阻碍。
05
3D 打印技术的发展趋势
5.1 标准更加完善
3D 打印技术的发展前景广阔,在市场规模不断扩大的背景下,要想让3D 打印可以得到规范化、产业化发展,必须加强顶层设计、健全行业标准。由政府相关部门,或者是行业内的权威机构,尽快编制并出台统一的制度标准,包括材料生产标准、设备研发标准、技术评估标准等。有了完善的标准制度,为3D 打印技术发展提供强有力的保障。例如,近年来许多科研单位在纳米材料、高分子复合材料、功能梯度材料方面展开了深入探究。在实行统一标准后,对各类材料的参数、标准等予以规范,在选购3D 打印材料时,检查是否符合标准规范,从而杜绝劣质、“山寨”材料,保证打印产品的性能和质量。
5.2 智能化程度更高
目前3D 打印技术在应用时,对产品设计、参数处理等方面的专业性要求较高。除了增加工作人员的负担外,也带来了入门门槛高的问题。因此,随着AI 技术、大数据技术的发展,未来的3D 打印技术将会向智能化、简便化方向发展,为用户提供更加良好的使用体验。具体发展路径包括两方面:其一是硬件方面,即3D 打印设备。除了进一步降低设备价格外,还应当提供更多人性化的功能,例如可视化功能,向用于展示整个3D 打印流程,用户可以根据实时画面随时调节打印参数,有利于获得想要的打印产品;其二是软件方面,提供设计软件、打印控制软件等多种功能性软件,支持更多类型的打印需求。
5.3 配套材料的发展
打印设备与打印材料是3D 打印技术应用与发展的关键。研发适合3D 打印需求的多类型材料,也成为下一步该技术创新发展的重要内容。除了当前比较常用的光敏树脂材料、高分子粉末材料外,像石蜡粉末材料、覆膜砂粉材料、金属粉末材料,以及熔丝线材、木塑复合材料等,都有望在3D 打印中得到推广使用。除了提供更加丰富的配套材料外,在材料的性能方面、稳固性方面,以及特殊环境适应性方面,也会得到极大的改善,从而让3D打印产品可以在各个领域、各种环境发挥明显的应用优势。

本文章源自奇迹物联开源的物联网应用知识库Cellular IoT Wiki,更多技术干货欢迎关注收藏Wiki:Cellular IoT Wiki 知识库(https://rckrv97mzx.feishu.cn/wiki/wikcnBvAC9WOkEYG5CLqGwm6PHf)
欢迎同学们走进AmazIOT知识库的世界!
这里是为物联网人构建的技术应用百科,以便帮助你更快更简单的开发物联网产品。
Cellular IoT Wiki初心:
在我们长期投身于蜂窝物联网 ODM/OEM 解决方案的实践过程中,一直被物联网技术碎片化与产业资源碎片化的问题所困扰。从产品定义、芯片选型,到软硬件研发和测试,物联网技术的碎片化以及产业资源的碎片化,始终对团队的产品开发交付质量和效率形成制约。为了减少因物联网碎片化而带来的重复开发工作,我们着手对物联网开发中高频应用的技术知识进行沉淀管理,并基于 Bloom OS 搭建了不同平台的 RTOS 应用生态。后来我们发现,很多物联网产品开发团队都面临着相似的困扰,于是,我们决定向全体物联网行业开发者开放奇迹物联内部沉淀的应用技术知识库 Wiki,期望能为更多物联网产品开发者减轻一些重复造轮子的负担。
Cellular IoT Wiki沉淀的技术内容方向如下:
奇迹物联的业务服务范围:基于自研的NB-IoT、Cat1、Cat4等物联网模组,为客户物联网ODM/OEM解决方案服务。我们的研发技术中心在石家庄,PCBA生产基地分布在深圳、石家庄、北京三个工厂,满足不同区域&不同量产规模&不同产品开发阶段的生产制造任务。跟传统PCBA工厂最大的区别是我们只服务物联网行业客户。
连接我们,和10000+物联网开发者一起 降低技术和成本门槛
让蜂窝物联网应用更简单~~
哈哈你终于滑到最重要的模块了,
千万不!要!划!走!忍住冲动!~
欢迎加入飞书“开源技术交流群”,随时找到我们哦~
点击链接如何加入奇迹物联技术话题群(https://rckrv97mzx.feishu.cn/docx/Xskpd1cFQo7hu9x5EuicbsjTnTf)可以获取加入技术话题群攻略
Hey 物联网从业者,
你是否有了解过奇迹物联的官方公众号“eSIM物联工场”呢?
这里是奇迹物联的物联网应用技术开源wiki主阵地,欢迎关注公众号,不迷路~
及时获得最新物联网应用技术沉淀发布
(如有侵权,联系删除)
审核编辑 黄宇
-
3D扫描技术医疗领域创新实践,积木易搭3D扫描仪Mole助力定制个性化手臂康复辅具2024-10-31 1850
-
物联网行业中的模具定制方案_3D打印材料选型分享2024-09-25 1782
-
认识3D打印机在模具制造业中的优点有哪些2023-04-19 2184
-
金属3D打印模具工艺为何是模具行业必备技术2022-08-02 2581
-
3D打印在模具制造行业中的应用2020-12-26 1892
-
3D打印技术使定制化汽车制造的流程变得更加高效2020-08-13 1330
-
3D打印在IoT中扮演的角色2020-06-22 3159
-
毅速激光3D打印模具最成果亮相 3D打印在模具领域开始普及2020-06-09 1247
-
3D打印在医疗行业中的应用介绍2020-03-19 6407
-
汽车模具零部件3D打印加工技术解决方案2018-10-24 2517
-
3D打印机技术材料怎么选择2018-09-20 4025
-
3D打印技术打造创意家居2018-01-13 3629
-
物联网、AR、3D打印、机器人未来将改变我们的生活?2017-10-19 3026
-
什么是3D打印技术!传统模具加工和3D打印技术的区别2017-05-18 11199
全部0条评论

快来发表一下你的评论吧 !
