

内径百分表校准步骤_内径百分表怎么用_内径百分表的使用方法
通用测试仪器
描述
内径百分表工作原理
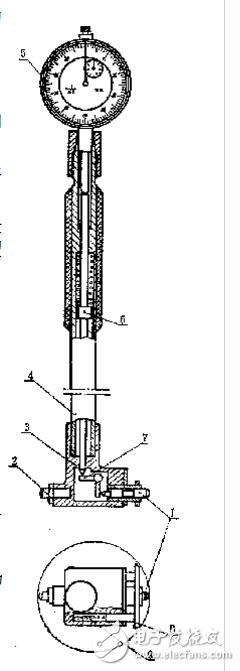
内径百分表是内量杠杆式测量架和百分表的组合,如图1-1所示。用以测量或检验零件的内孔、深孔直径及其形状精度。内径百分表测量架的内部结构,由图1-1可见。在三通管3的一端装着活动测量头1,另一端装着可换测量头2,垂直管口一端,通过连杆4装有百分表5。
活动测头1的移动,使传动杠杆7回转,通过活动杆6, 推动百分表的测量杆,使百分表指针产生回转。由于杠杆7的两侧触点是等距离的,当活动测头移动1mm时,活动杆也移动1mm, 推动百分表指针回转一圈。
所以,活动测头的移动量,可以在百分表上读出来。两触点量具在测量内径时,不容易找正孔的直径方向,定心护桥8和弹簧9就起了一个帮助找正直径位置的作用,使内径百分表的两个测量头正好在内孔直径的两端。
活动测头的测量压力由活动杆6上的弹簧控制,保证测量压力一致。内径百分表活动测头的移动量,小尺寸的只有0~1mm,大尺寸的可有0~3mm,它的测量范围是由更换或调整可换测头的长度来达到的。因此,每个内径百分表都附有成套的可换测头。
国产内径百分表的读数值为0.01mm,测量范围有 10~18;18~35;35~50;50~100;100~160mm;160~250;250~450。用内径百分表测量内径是一种比较量法,测量前应根据被测孔径的大小,在专用的环规或百分尺上调整好尺寸后才能使用。
调整内径百分尺的尺寸时,选用可换测头的长度及其伸出的距离 (大尺寸内径百分表的可换测头,是用螺纹旋上去的,故可调整伸出的距离,小尺寸的不能调整 ),应使被测尺寸在活动测头总移动量的中间位置。内径百分表的示值误差比较大,如测量范围为35~50mm的,示值误差为±0.015mm。为此,使用时应当经常的在专用环规或百分尺上校对尺寸(习惯上称校对零位),必要时可在如图4-3所示的由块规附件装夹好的块规组上校对零位,并增加测量次数,以便提高测量精度。
内径百分表的指针摆动读数,刻度盘上每一格为0.01mm,盘上刻有100格,即指针每转一圈为1mm。
内径百分表校准步骤
一、校准前受校内径表及所用标准器在校准室内平衡温度的时间一般不少于2h.
二、首先检查内径表外观,确定有没有影响校准计量特性的因素。如:内径表测量机构的移动应平稳、灵活、无卡住和阻滞现象。每个测头更换应方便,紧固后应平稳可靠。
三、检查测头测量面的表面粗糙度和测头的球面半径。用表面粗糙度比较样块比较。要求带定位护桥的内径表测头、活动测头的测量面和定位护桥接触面的表面粗糙度不超过0.2um。涨簧式内径表表面粗糙度不超过0.1 um.钢球式内径表的测量钢球和定位钢球的表面粗糙度不超过0.05um。测头球面半径用半径样板比较。要求均小于其测量下限尺寸的1/2。
四、指示表的检定是按JJG34-1996《指示表检定规程》中要求进行。
五、对活动测头的工作行程进行校准。
1、用手压缩带定位护桥的内径表的活动测头,在指示表上读去数据。
2、用手压缩涨簧式内径表的涨簧测头两测,在指示表上读数。
3、用千分尺测量钢球式内径表测量钢球工作行程。
测量时注意要把两测量钢球放在千分尺测砧和测微螺杆之间,并使两钢球轴线与测微螺杆轴线一致。
六、对活动测头的测力和定位护桥的接触压力进行校准。
1、带定位护桥的内径表分别放在内径尺寸等于内径表的测量上限和测量下限尺寸光面环规内,定位护桥在此两位置时,分别作出标记。然后将定位护桥的接触面与放在测力装置上的1个圆筒形辅助台的端面接触,并向下加压。当定位护桥压缩到测量上限和测量下限所处的位置时,分别读取读数测力装置示值为校准结果。
2、涨簧式测头或是测量钢球置于测量装置和压杆之间,下降压杆压缩涨簧测头或测量钢球到工作行程的起点,在测量装置读数,然后继续压缩工作行程的终点,在装置的示值,即作为校准结果。
七、定中心装置的正确性校准。对于带定位护桥的内径表,压缩定位护桥使其不起作用,把内径表放进专用环规内,在环规的轴向面内找最小尺寸(转折点),在环规的径向面内找最大尺寸(转折点),当两转折点一起时确定指示表“读数”。然后放松定位护桥,在放入环规的同1个位置上,在环规的轴向面内找最小尺寸读数。两次读数之差作为校准结果。
钢球式内径表是先将受校内径表钢球测头放进与专用环规尺寸相同的量块组成的内尺寸中,在互相垂直的2个方向上分别在平行和垂直于两侧块的工作面的平面内找最小尺寸(转折点),然后“读数”。在2个方向上的示值一致时放进专用环规内,在环规的轴向面内找最小读数,经修正后两次读数之差为校准结果。
八、示值变动性校准校准可在工作行程的任意位置进行。把内径表放进专用环规内,在环规的轴向面内找最小读数,记下读数。连续在同一位置重复进行5次,所得五个读数中,最大值与最小值之差即为校准结果。
九、示值误差和相邻误差
1、带定位护桥的内径百分表用百分表检定器,将百分表装在表架上,压缩百分表测头一圈,(此时指针应在指在距测杆轴线方向的左上方0.1mm处),用锁紧装置把百分表夹紧。将内径百分表安装在百分表检定器上,转动测微头,使活动测头压缩到工作行程的起点,调整百分表对零位。然后按间隔转动测微头,直到工作行程终点。由测量所得的各点误差中的最大值与最小值之差,最为示值误差的校准结果;用各相邻误差中的最大值作为相邻误差的校准结果。
2、涨簧式和钢球式内径百分表用百分表检定器测量。将百分表装在表架上,压缩一圈,把内径表安装在百分表检定器上。测量是在压缩测头的行程方向进行的。测头的工作行程小于0.5mm的,按间隔0.05mm逐点测量;测头的工作行程≧0.5mm的,按间隔0.1mm逐点测量,直到工作行程终点。
十、经校准的内径表出具校准证书
内径百分表的使用方法
内径百分表用来测量圆柱孔,它附有成套的可调测量头,使用前必须先进行组合和校对零位。组合时,将百分表装入连杆内,使小指针指在0~1 的位置上,长针和连杆轴线重合,刻度盘上的字应垂直向下,以便于测量时观察,装好后应予紧固。
粗加工时,最好先用游标卡尺或内卡钳测量。因内径百分表同其它精密量具一样属贵重仪器,其好坏与精确直接影响到工件的加工精度和其使用寿命。粗加工时工件加工表面粗糙不平而测量不准确,也使测头易磨损。因此,须加以爱护和保养,精加工时再进行测量。
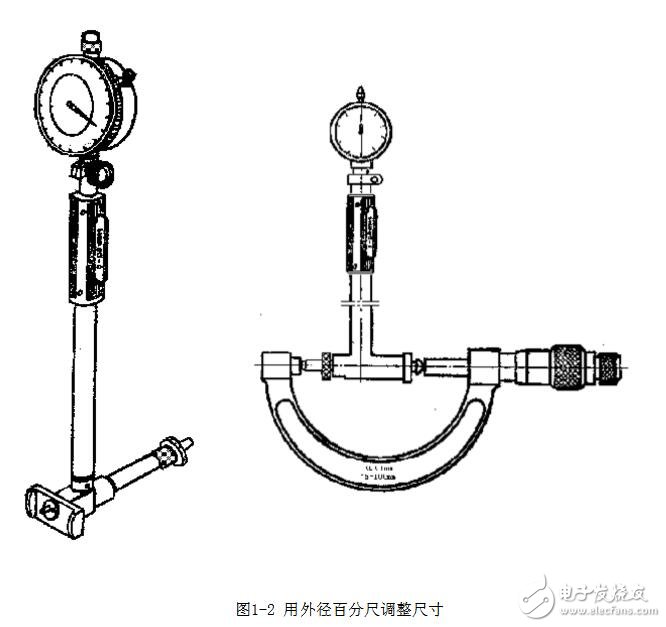
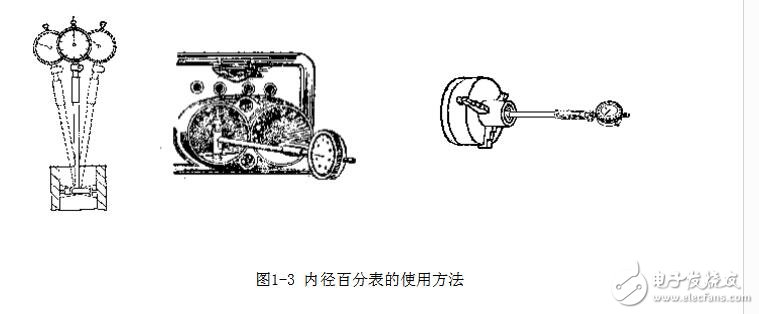
测量前应根据被测孔径大小用外径百分尺调整好尺寸后才能使用,如图1-2所示。在调整尺寸时,正确选用可换测头的长度及其伸出距离,应使被测尺寸在活动测头总移动量的中间位置。测量时,连杆中心线应与工件中心线平行,不得歪斜,同时应在圆周上多测几个点,找出孔径的实际尺寸,看是否在公差范围以内。图1-3所示。
- 相关推荐
- 热点推荐
-
元器件的误差百分比2023-12-20 1751
-
四款旧iPhone不支持电池百分比功能2022-08-18 1805
-
iOS 16 Beta 6更新,支持电池百分比显示功能2022-08-17 1571
-
iPhone将重新显示电量百分比2022-08-09 3820
-
1.5V供电数字百分表的MCU数据读取方法2022-02-14 1146
-
1.5V供电数字百分表的MCU数据读取2021-12-08 720
-
千分表的结构有哪些2019-08-09 17721
-
技术攻坚,行业落地,百分点大力拓展认知智能蓝图2018-12-27 1163
-
百分表怎么用_百分表的使用方法步骤_百分表怎么读数图解2018-01-02 307713
-
数显百分表、千分表连接单片机2015-01-14 7864
-
百分表的自动识别系统设计2009-12-16 920
-
百分表的自动识别系统设计Design of Automati2009-06-06 816
-
UPS的延迟启动电路及UPS输出负载百分比指示电路2008-11-05 1607
全部0条评论

快来发表一下你的评论吧 !
