

百分表和千分表的区别是什么
通用测试仪器
描述
百分表:百分表是利用精密齿条齿轮机构制成的表式通用长度测量工具。通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。
千分表:千分表是通过齿轮或杠杆将一般的直线位移(直线运动)转换成指针的旋转运动,然后在刻度盘上进行读数的长度测量仪器。千分表是精密测量中用途很广的指示式量具。它属于比较量具,只能测量出相对的数值,不能测出绝对数值。主要用来检查工件的形状和位置误差。 (如圆度、平面度、垂直度、圆跳动等),也常用于工件的精密找正。
从千分表的分度值来分,有0.01mm,0.005mm,0.002mml及0.001mm几种。分度值为0.001mm的数量较多,因此称这种千分表为百分表。其它为千分表。 从千分表的传动原理,分为齿舱传动、杠杆齿轮传动及杠杆螺杆传动等几种。
一、百分表与千分表的结构
百分表和千分表的结构原理没有什么大的不同,就是千分表的读数精度比较高,即千分表的读数值为0.001mm,而百分表的读数值为0.01mm。因此,在这里我们主要介绍百分表的结构。
百分表的外形如图一所示。8为测量杆,6为指针,表盘3上刻有100个等分格,其刻度值(即读数值)为0.01mm。当指针转一圈时,小指针即转动一小格,转数指示盘5的刻度值为1mm。用手转动表圈4时,表盘3也跟着转动,可使指针对准任一刻线。测量杆8是沿着套筒7上下移动的,套筒8可作为安装百分表用。9是测量头,2是手提测量杆用的圆头。
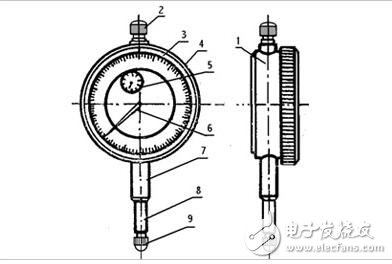
图示:百分表
图二是百分表内部机构的示意图。带有齿条的测量杆1的直线移动,通过齿轮传动(Z1 、Z2 、 Z3)转变为指针2的回转运动。齿轮Z4和弹簧3使齿轮传动的间隙始终在一个方向,起着稳定指针位置的作用。弹簧4是控制百分表的测量压力的。百分表内的齿轮传动机构,使测量杆直线移动1mm时,指针正好回转一圈。
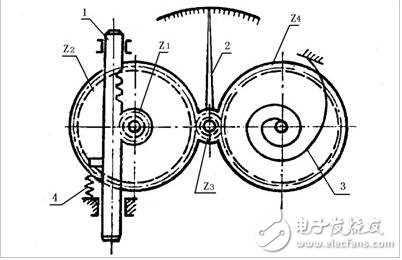
图示:百分表内部结构
由于百分表和千分表的测量杆是作直线移动的,可用来测量长度尺寸,所以它们也是长度测量工具。目前,国产百分表的测量范围(即测量杆的最大移动量),有0~3mm;0~5mm; 0~10mm的三种。读数值为0,001mm的千分表,测量范围为0~1mm。
二、百分表和千分表的使用方法
由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验。百分表和千分表按其制造精度,可分为0、1和2级三种,0级精度较高。使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的精度等级和测量范围。
使用百分表和千分表时,必须注意以下几点;
1、使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
2、使用百分表或千分表时,必须把它固定在可靠的夹持架上(如固定在万能表架或磁性表座上,夹持架要安放平稳,免使测量结果不准确或摔坏百分表。用夹持百分表的套筒来固定百分表时,夹紧力不要过大,以免因套筒变形而使测量杆活动不灵活。
3、用百分表或千分表测量零件时,测量杆必须垂直于被测量表面。即使测量杆的轴线与被测量尺寸的方向一致,否则将使测量杆活动不灵活或使测量结果不准确。
4、测量时,不要使测量杆的行程超过它的测量范围;不要使测量头突然撞在零件上;不要使百分表和千分表受到剧烈的振动和撞击,亦不要把零件强迫推入测量头下,免得损坏百分表和千分表的机件而失去精度。因此,用百分表测量表面粗糙或有显著凹凸不平的零件是错误的。
5、用百分表校正或测量零件时,应当使测量杆有一定的初始测力。
即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量(千分表可小一点,有0.1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。当指针的零位稳定后,再开始测量或校正零件的工作。如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
6、检查工件平整度或平行度时,将工件放在平台上,使测量头与工件表面接触,调整指针使摆动,然后把刻度盘零位对准指针,跟着慢慢地移动表座或工件,当指针顺时针摆动时,说明了工件偏高,反时针摆动,则说明了工件偏低了。
7、检验车床主轴轴线对刀架移动平行度时,在主轴锥孔中插入一检验棒,把百分表固定在刀架上,使百分表测头触及检验棒表面。移动刀架,分别对侧母线A和上母线B进行检验,记录百分表读数的最大差值。为消除检验棒轴线与旋转轴线不重合对测量的影响,必须旋转主轴180º,再同样检验一次A、B的误差分别计算,两次测量结果的代数和之半就是主轴轴线对刀架移动的平行度误差。要求水平面内的平行度允差只许向前偏,即检验棒前端偏向操作者;垂直平面内的平行度允差只许向上偏。
8、检验刀架移动在水平面内直线度时,将百分表固定在刀架上,使其测头顶在主轴和尾座顶尖间的检验棒侧母线上(图5-10位置A),调整尾座,使百分表在检验棒两端的读数相等。然后移动刀架,在全行程上检验。百分表在全行程上读数的最大代数差值,就是水平面内的直线度误差。
9、在使用百分表和千分表的过程中,要严格防止水、油和灰尘渗入表内,测量杆上也不要加油,免得粘有灰尘的油污进入表内,影响表的灵活性。
10、百分表和千分表不使用时,应使测量杆处于自由状态,免使表内的弹簧失效。如内径百分表上的百分表,不使用时,应拆下来保存。
三、百分表和千分表的区别是什么
百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。主要用于测量制件的尺寸和形状、位置误差等。
分度值为0.01mm,测量范围为0-3、0-5、0-10mm。千分表精度0.001mm,所以,是百分表还是千分表就看精度。
-
H5021B+H5442L+H5227Y支持数转模无频闪调光的48V降压36V10A高效调光调色电源芯片方案 百分级VS千分级VS万分级调光2025-09-12 2284
-
支持PWM调光 的48V降压36V/1050mA高效调光电源方案( 百分级 vs 千分级 vs 万分级调光)2025-07-28 3194
-
数显千分表的数据如何用存储器进行接收?2025-02-11 371
-
1.5V供电数字百分表的MCU数据读取方法2022-02-14 1239
-
1.5V供电数字百分表的MCU数据读取2021-12-08 831
-
千分表的结构有哪些2019-08-09 18252
-
三丰千分表通讯方案2018-06-19 3416
-
百分表怎么用_百分表的使用方法步骤_百分表怎么读数图解2018-01-02 309521
-
AT89C52单片机可以用在容栅传感器的测厚千分表设计中么?2017-06-06 3649
-
求助:51单片机和顺丰金千分表通讯(已编写程序)2015-08-27 5528
-
数显百分表、千分表连接单片机2015-01-14 8019
-
百分表的自动识别系统设计2009-12-16 996
-
百分表的自动识别系统设计Design of Automati2009-06-06 866
全部0条评论

快来发表一下你的评论吧 !
