

从硬件选择、工业机器人与CNC数控机床接口定义等方面介绍两者集成步骤
描述
随着两化融化技术的发展,工业机器人的应用领域也越来越广泛,其应用一般是以工作站的形式出现的。在机械加工领域,基本上是以工业机器人与CNC机床集成工作站或自动化生产线为主的。
那么在应用过程中,机器人和机床该如何结合呢,请看下面的文章!
本文从硬件的选择、工业机器人与CNC数控机床的接口定义等方面,介绍了两者集成的步骤,同时介绍了集成上下料工作站的种类与注意事项。
1. 硬件选择
(1)工业机器人上下料工作站的组成
典型的工业机器人数控机床上下料工作站系统如图1所示。主要的组成部分包括工业机器人、数控机床、工件、抓取手爪、周边设备及系统控制器等。
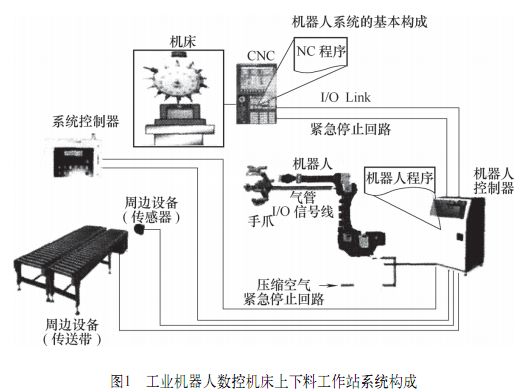
工业机器人与数控机床之间的通信方式根据各系统的不同,也有所区别。对于信号较少的系统,可以直接使用I/O信号线进行连接,至少要包括门控信号、装夹信号及加工完成信号等。对于信号较多的系统,可以使用现场总线、工业以太网等方式进行通信。
(2)上下料机器人的选择
本实例所介绍的数控机床加工工件为圆柱体,如图2所示,重量≤2kg,故机床上下料机器人可选用安川MH6机器人,如图3所示。机器人控制系统为安川DXl00。
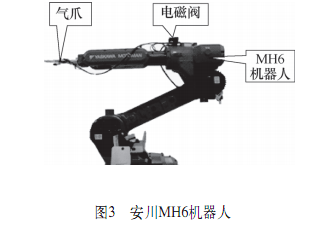
选择工业机器人末端执行器应考虑夹取对象的形状与质量,本实例选择气动手爪,如图4所示,型号为HDS-20Y,控制手爪动作的电磁阀安装在MH6机器人本体上。若工件质量大,可选用液压手爪。
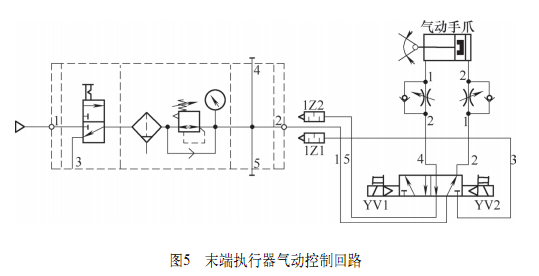
考虑到失电安全,失电后夹紧的工件不应掉落,故电磁阀采用双电控。末端执行器气动控制回路如图5所示。当YV1电磁阀线圈通电时,气动手爪收缩,夹紧工件;当YV2电磁阀线圈通电时,气动手爪松开,释放工件;当YV1、YV2电磁阀线圈都不通电时,气动手爪保持原来的状态。电磁阀不能同时通电。
(3)PLC控制柜与安全防护装置的选择
PLC控制柜用来安装断路器、PLC、开关电源、中间继电器和变压器等元器件。PLC选择OMRON公司NJ301-1100控制器,上下料机器人的启动与停止、输送线的运行等均由其控制。
常用的安全防护如图6所示,有安全围栏与安全光栅。本工作站选用安全围栏。
2. CNC与机器人上下料工作站的接口
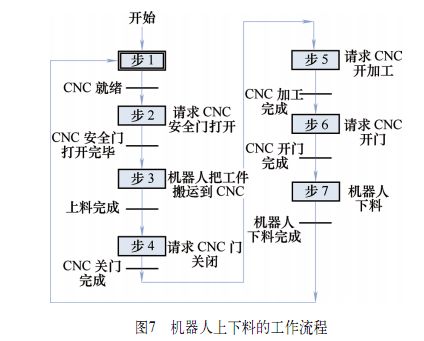
机器人上、下料时,需要与CNC进行信息交换、互相配合,才能有条不紊地工作。机器人上下料的工作流程如图7所示。
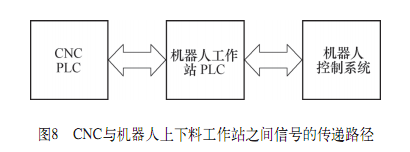
CNC与机器人上下料工作站PLC之间信号的传递路径如图8所示。CNC机床PLC与上下料工作站PLC之间进行信息交换,机器人控制系统与上下料工作站PLC之间进行信息交换。
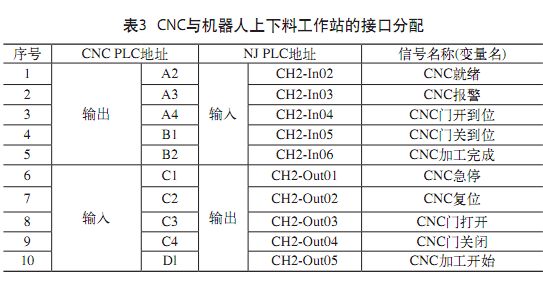
CNC与机器人上下料工作站的接口信号如表1所示。上下料工作站PLC向CNC机床PLC发出指令,如“请求CNC开门”、“请求CNC关门”等,指令的执行由CNC机床PLC来完成。

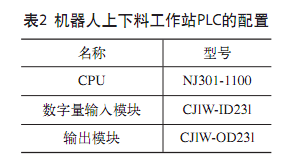
机器人上下料工作站PLC的配置如表2所示,CNC与机器人上下料工作站的接口分配如表3所示。
3. CNC与机器人上下料工作站的接口电路设计
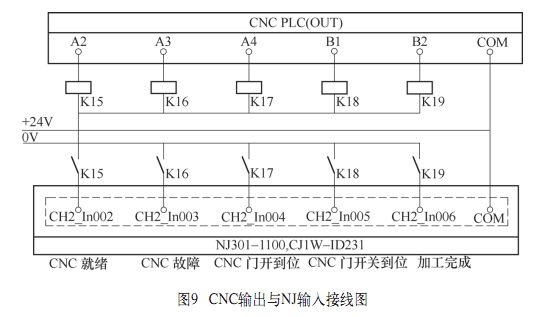
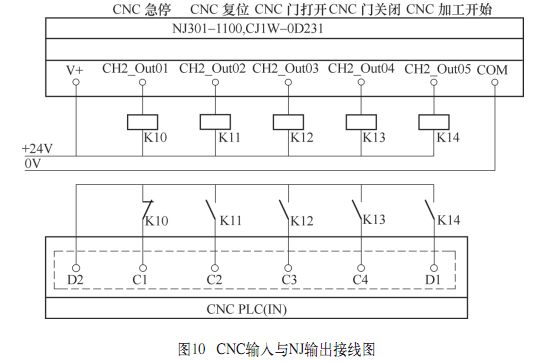
CNC机床PLC的输出接口为源型输出,而NJ PLC的输入接口必须接为漏型,所以CNC机床PLC的输出信号通过中间继电器进行过渡。CNC输出与NJ输入接线图如图9所示。CNC输入与NJ输出接线图如图10所示。
4. 注意事项
(1)如果缠屑不处理,将会导致装夹位置不准确,上下料困难等问题。面对此类问题,首先要建议客户改良工艺或车削刀具,有效断屑;此外还需增加吹气装置,每个工作节拍内吹气一次,减少切屑堆积。
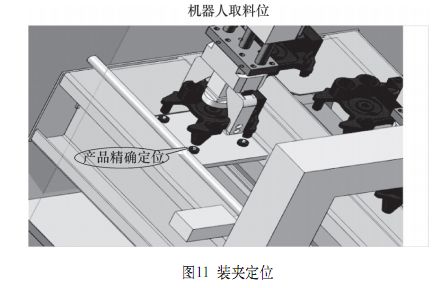
(2)机床的定位主要靠定位销。一般情况下,定位销会比定位孔小一些,不会发生工件难以装入现象;但遇到间隙配合特别小的时候,首先要亲自操作一下,看工件与定位销之间的配合,再结合机器人精度做预判,以防后期机器人工作站调试时无法装夹到位,如图11所示。
(3)装夹到位问题,有部分工件,在卡盘内部有一个硬限位,工件在装夹时,必须紧靠硬限位,加工出的零件才算合格,遇此类情况,建议选用特制气缸,含推紧压板,可以有效达到目的。
(4)主轴准停问题,有的工件在装夹时认方向,主轴需有主轴定向功能,才可以实现机器人上下料。
(5)切屑堆积问题,有部分数控车床不含废料回收系统,此时在技术协议或方案中需注明,要客户根据实际情况,定期清理切屑。
(6)断刀是车床上下料中最头痛的问题,如没有断刀检测,只有通过定时抽检来判断此现象,如断刀现象频繁,建议研究该项目的可行性。
5. 结语
本文是以工业机器人与数控车床集成工作站的情况介绍的,对于工业机器人与数控铣床、加工中心等集成工作站同样具有借鉴作用,其步骤与注意事项是大同小异的。
-
哪家的数控机床机器人价美物廉?2019-02-26 757
-
如何区分数控机床机器人和数控机床机械?2019-02-13 3878
-
如何提高数控机床机器人的使用寿命?2019-01-24 879
-
怎么买到实惠的数控机床机器人?2019-01-18 1019
-
数控机床机器人PK人工2018-12-18 1105
-
哪些因素影响数控机床机器人的购买?2018-12-14 463
-
数控机床机器人易操作2018-12-12 972
-
机床厂家应用数控机床机器人的原因2018-11-27 762
-
数控机床机器人装夹说明2018-11-26 1803
-
数控机床机器人的优势2018-11-22 2765
-
数控机床机器人的参数解说2018-11-16 2833
-
数控机床机器人让企业省得更多2018-10-17 759
-
工业机器人与金属成形机床集成的四大应用2015-12-04 3849
全部0条评论

快来发表一下你的评论吧 !
