

怎样将海为PLC用于静电喷涂线上
工业控制
描述
前言:随着智能制造加速发展,工业机器人快速普及,喷涂自动化也正以喷涂质量高、投资回报率高等优势加快对传统喷涂行业的工艺转型。
现阶段,我国大部分制造工业的喷涂还依靠传统的手工方式进行。为满足用户对漆膜厚度和表面质量的要求,往往需要进行额外的打磨和补喷,导致人工喷涂的劳动强度大、作业效率低,并且长期接触油漆会对工人的身体会产生伤害。当前招工难,工资水平不断提高等因素开始困扰着喷涂行业。解决以上问题就必须考虑实现喷漆线上的自动化,以此来提高生产效率与产品质量,降低经营成本。
关键字:Haiwell(海为)PLC 静电喷涂 自动化 高速脉冲输出 变频器485通讯
一.控制要求
传统喷涂是通过喷枪直接把油漆喷在玻璃瓶上,然后烘干,接着把多余的油漆通过水带出车间,这样既浪费油漆,又严重的污染了环境。
现在要求通过上下移动的不锈钢圆盘高速旋转,把雾化后的油漆360°无死角向玻璃瓶外表面喷洒,并通过变频器调整玻璃瓶向前走的速度和酒瓶自身旋转的速度。
图1 静电喷漆
二.系统主要硬件配置
PLC选型:T24S0T
控制器选择海为的T24S0T,主机外部24V DC供电,16路DI,8路DO继电器输出;自带两个通讯口(RS232+RS485),可扩展至5个通讯口;两路200K高速脉冲输入,2路200K高速脉冲输出;最大可扩展7个模块。该系统需要有多台变频器来调整玻璃瓶的走向速度,以免速度过快导致喷涂不充分,或者速度过慢导致喷涂的量不够。而T24S0T主机带有485口,可以作为主站或从站,支持1:N的联网方式,支持各种人机界面和组态软件,可与任何带通讯功能的第三方设备(如变频器、仪表、条码阅读器等)联网。所以用T24S0T可以轻松地与多台变频器进行通讯。
通过电机的转动带动喷嘴的上下移动,使得喷嘴可以更加准确的喷涂在玻璃瓶上。T24S0T支持单脉冲输出,脉冲/方向输出,正转/反转输出,A相/B相脉冲,同步脉冲输出5种输出类型,可以根据电机输出类型选择不同的输出模式,适用性广泛。
图2 控制柜
三.部分程序
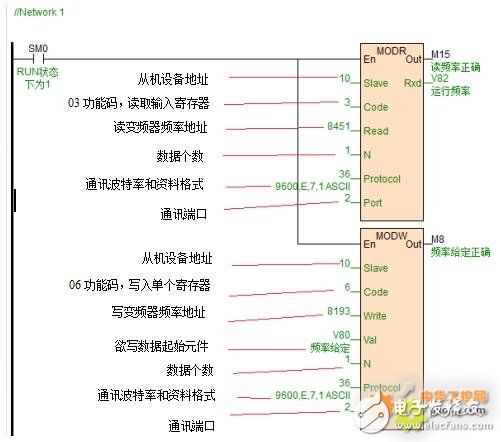
海为PLC通讯程序简单,无论你使用何种通讯协议都只需一条通讯指令便可完成复杂的通讯功能。本例变频器的波特率为9600,资料格式E,7,1,下面为读取变频器频率通讯示例程序。
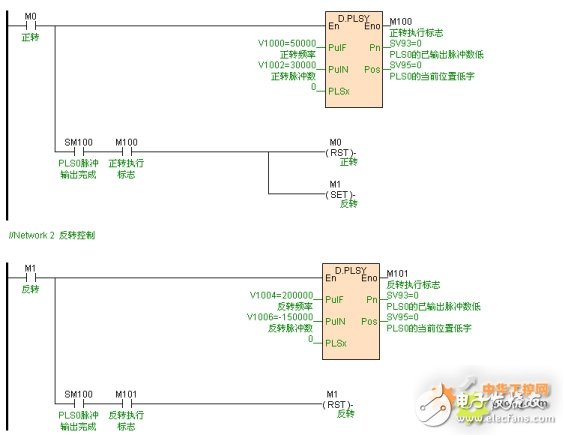
本例伺服采用脉冲加方向输出方式,所以PLC硬件配置脉冲输出方式为脉冲/方向输出,通过PLSY高速脉冲输出指令来实现喷嘴的上下移动。当脉冲输出个数为正数时,电机正转,带动喷嘴向下移动;而脉冲输出个数为负数时,电机反转,带动喷嘴向上移动。
四.总结
海为PLC拥有多个通讯口,每个通讯口都可以进行编程和联网,都可作为主站或从站。支持1:N、N:1、N:N联网方式。通过海为PLC可以轻松实现与多台变频器组网,从而实现对玻璃瓶运动的控制。海为PLC单机最多支持8路200KHz双相高速脉冲输出,支持加减速脉冲输出、多段包络脉冲输出功能,独有的同步脉冲输出功能可轻松实现精确的同步控制。通过海为PLC的高速脉冲输出功能来控制电机的转动,从而带动喷嘴的移动,可以使静电喷涂更加的快捷与高效。
-
机器人静电喷涂不均匀的原因有哪些?2024-03-12 1492
-
高压放大器在静电喷涂技术中的应用2023-09-11 958
-
高压放大器在静电喷涂中的作用有哪些2023-08-01 1593
-
基于BP神经网络的静电喷涂涂膜厚度预测方法研究2022-11-30 764
-
机器人静电喷涂不均匀的原因2020-12-28 1974
-
机器人静电喷涂不均匀的原因有哪些2020-12-26 1234
-
静电喷漆技术的优劣势及使用注意事项2019-06-19 12572
-
电池芯连接铜排,静电环氧树脂涂层铜排喷涂工艺2018-10-06 951
-
离子风装置:应用于机器人自动喷涂生产线上的车身除静电装置2018-09-05 2886
-
喷涂机器人喷涂核心参数揭秘【转】2018-08-18 3277
-
粉末静电喷涂在高速公路护拦板上的应用2009-12-29 758
-
静电喷涂高频高压发生电路2009-02-09 3229
-
手机喷涂线的电控设计2008-11-02 772
-
什么是静电 什么叫静电2008-01-15 5838
全部0条评论

快来发表一下你的评论吧 !
