

基于维控HMI+PLC智能控制涂装系统的实现
工业控制
1279人已加入
描述
一、简介
该系统包含涂装工作所需的每个环节,紧密结合,工作高效。
二、工艺要求
启动后,风机、升降机、震动筛、静电电源、吸粉电磁阀、回收脉冲阀、粉房脉冲阀按时间先后顺序启动。
三、方案
该控制系统主要采用维控人机界面LEVI-102LK,PLC主机采用LX3V-2416MT和一个16EYT.
四、程序简要介绍
HMI设计
1、主画面
用于显示升降机当前位置和实时频率。

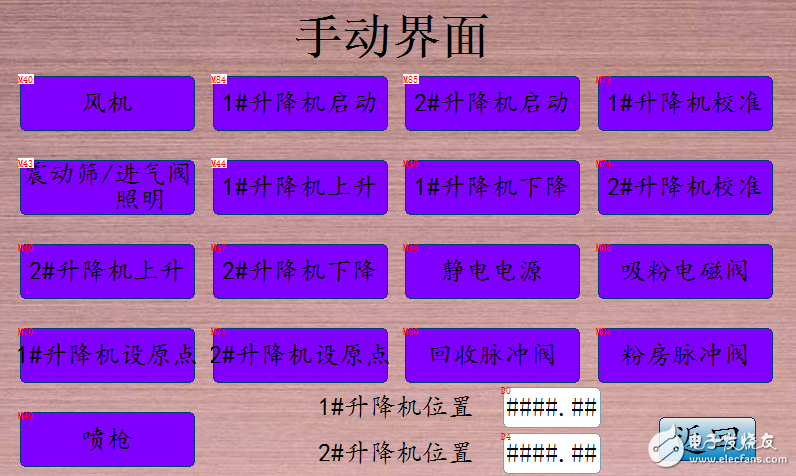
2、手动操作
各环节可单独启停。
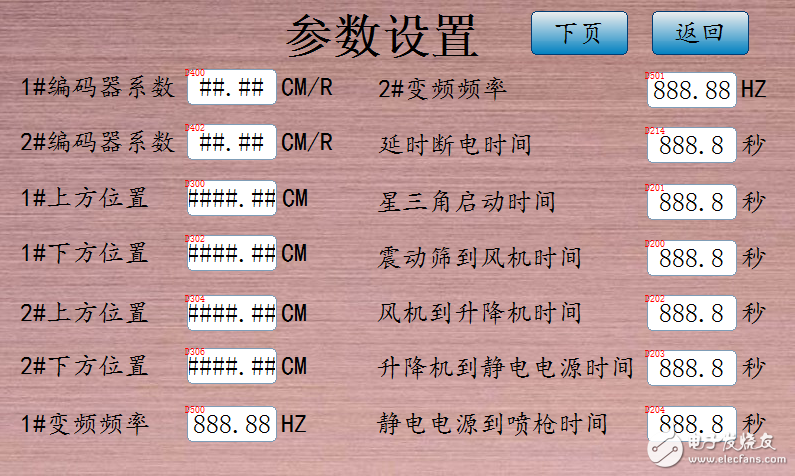
3、参数设置
PLC程序设计
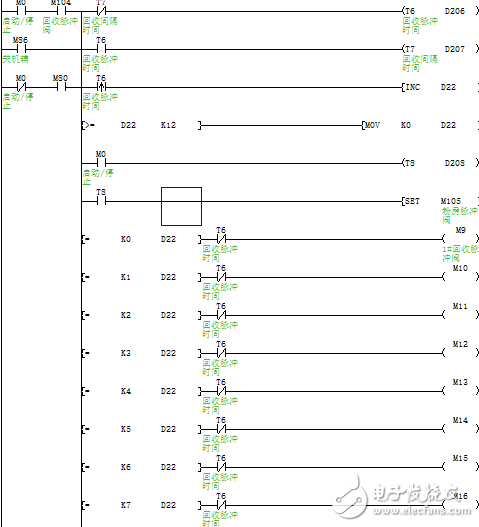
1.12个回收脉冲阀单个轮循启动。
通过变址,批量把触摸屏来的数据进行转浮点等处理。
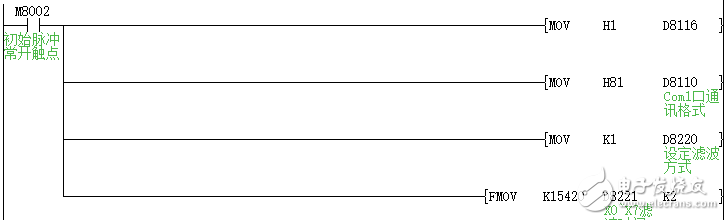
2.输入滤波设置
五、系统图片
六、总结
本系统使用稳定高效,代替原有的手工或者半自动,极大提高了生产效率。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级2026-03-20 238
-
工业控制器HMI系统产品2026-02-24 2060
-
如何实现PLC与HMI通讯2025-07-10 2097
-
物通博联智能网关实现粮食大米加工PLC远程监控智慧运维2023-10-12 1262
-
多台PLC和HMI如何实现跨网段访问和NAT转换2023-08-08 1508
-
如何实现plc和hmi远程上下载程序?2022-11-07 2692
-
#硬声创作季 #PLC PLC控制系统编程与实现-6.3.5 S7-200PLC与HMI通信水管工 2022-10-20
-
如何将多个PLC连接到HMI2022-04-28 6642
-
简述PLC工控系统中HMI的重要性2018-11-12 11087
-
采用PLC和HMI的印刷机控制系统的应用介绍2018-10-26 4699
-
维控HMI+PLC,控制木工送拼剪板机技术实现2018-07-04 1950
-
自动涂装设备自动喷枪控制PLC程序-FX2N系列2016-12-10 892
-
PLC、HMI在商用制冷系统中的应用2009-06-19 1347
全部0条评论

快来发表一下你的评论吧 !
