

数控机床面板介绍_数控机床面板字母详解
PLC实验
描述
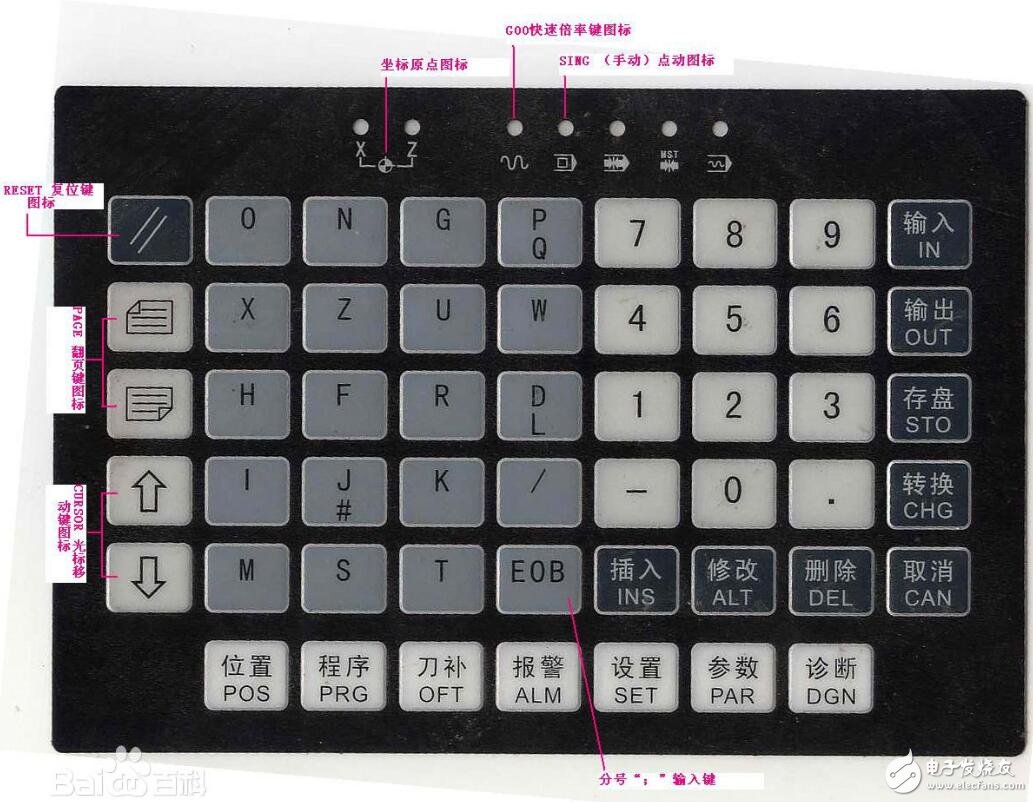
数控机床操作面板是数控机床的重要组成部件,是操作人员与数控机床(系统)进行交互的工具,主要有显示装置、NC键盘、MCP、状态灯、手持单元等部分组成。数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘的基本功能与使用方法基本相同。本词条“操作键字译”以选用FANUC系统和广数系统为例,简单介绍了数控机床的操作面板上各个按键的基本功能与使用方法。

显示装置
数控系统通过显示装置为操作人员提供必要的信息。根据系统所处的状态和操作命令的不同,显示的信息可以是正在编辑的程序、正在运行的程序、机床的加工状态、机床坐标轴的指令/实际坐标值、加工轨迹的图形仿真、故障报警信号等。
较简单的显示装备只有若干个数码管,只能显示字符,显示信息也有限;较高级的系统一般配有CRT显示器或点阵式液晶显示器,一般能显示图形,显示的信息较为丰富。
NC键盘
NC键盘包括MDI键盘及软键功能键等。
MDI键盘一般具有标准化的字母、数字和符号(有的通告上档键实现),主要用于零件程序的编辑,参数输入,MDI操作及管理等。
功能键一般用于系统的菜单的操作。
机床操作面板(MCP)
机床控制面板集中了系统的所有按钮(故可称为按钮站),这些按钮用于直接控制机床的动作或加工过程,如启动、暂停零件程序的运行,手动进给坐标轴,调整进给速度等。
手持单元
手持单元不是操作面板的必需件,有些数控系统为方便操作人员使用配有手持单元,用于手摇方式增量进给坐标轴。
手持单元一般由手摇脉冲发生器MPG、坐标轴选择开关等组成。
数控机床面板字母详解
一、以“A”字母开头
ABS 绝对坐标 (在CRT上显示机床现在的「绝对坐标」X、Z轴的位置)
ALL 综合坐标 (在CRT上显示机床现在的「绝对坐标」X、Z轴和「相对坐标」U、W轴的位置)
ALTER 替换/修改 (修改存储器中程序的字符或符号)
AUTO 自动操作方式 (机床在此方式,机床可自动加工作业)
AUX GRAPH 图形显示 (图形显示功能)
二、以“C”字母开头
CAN 取消键 (取消已键入缓冲器的字符或符号)
CHECK 检视(软键)
CSTM/GR 模拟框图形
CURRNT 单节
CURSOR 光标移动键 (移动CRT里的光标,可至编辑处)

三、以“D”字母开头
DELETE 删除键 (删除存储器中程序的字符或符号)
DGNOS PARAM 参数键 (参数设定和显示,诊断数据显示)
四、以“E”字母开头
EDIT 编辑方式 (程序编制、修改数据输入)
EOB 分号键 (分号“;”输入键)
五、以“F”字母开头
FWD 主轴正转
六、以“H”字母开头
HELP 帮助键 (帮助、助理)
HEDSS 手轮
七、以“I”字母开头
INPUT 输入键 (用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入)
INSERT 插入键 (在光标后插入字符或符号)
八、以“J”字母开头
JOG 手动操作方式 (机床在此方式,可手动操作、加工;类似于普通车床加工方式)
九、以“L”字母开头
LIB 显示内存 (在CRT上显示机床内存内容)
LOCK 锁 (相当于控制某种操作开关)
十、以“M”字母开头
MAC-LOCK 媒体存取控制锁 (控制媒体存取)
MDI 手动数据输入方式 (输入编制临用程序)
MEM 内存变量文件键
MENU OFSET 补正键 (偏置值设定和显示;同下“OFS/SET”功能一样,此键英文字母根据机床生产地、系统、型号不同而不同)
MESSAGE 通讯联系键

十一、以“O”字母开头
OFS/SET 补正键 (偏置值设定和显示;同上“MENU OFSET”功能一样,此键英文字母根据机床生产地、系统、型号不同而不同)
ONPUT START 输入执行键 (输入程序到I/O设备)
OPR ALARM 故键障资料键 (报警号显示及软件操作面板的设定和显示)
OPT STOP 选择M01停止 (启动M01指令(M01见M代码表))
OUTPUT START 输出执行键 (输出程序到I/O设备)
十二、以“P”字母开头
PAGE 翻页键 (CRT画面向前/向后变换页面)
POS 位置键 (在CRT上显示机床现在的位置)
PROG 或 PRGRM 或 PRG 程序键 (显示内存中的程序内容;此键英文字母根据机床生产地、系统、型号不同而不同,但功能一样)
十三、以“R”字母开头
RAPTD TRAV 快速移动 (在手动方式,帮助X、Z轴快速移动)
REL 相对坐标 (在CRT上显示机床现在的「相对坐标」U、W轴的位置)
RESET 复位 (按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等)
REV 主轴反转

十四、以“S”字母开头
SHFT 选择键 (在一个操作键出现两个或多个字母或字符时,按此键可选择其中一个字母或字符)
SING (手动)点动 (机床在此方式,机床可根据程序内容手动一步一步加工作业;此方式特别是在改变刀具数据、程序、坐标等一些数据后保证安全操作生产用到的较多)
SYSTEM 系统注册表文件
十五、以“W”字母开头
WORK 工件坐标设定
十六、以“Z”字母开头
ZSN 手动回零方式 (此方式多用于开启机床后,机床坐标回零)
- 相关推荐
- 热点推荐
- 数控机床
-
数控机床是用什么对机床进行控制2024-06-14 4975
-
数控机床的工作原理 数控机床的组成2024-06-07 4839
-
如何更好的使用数控机床2021-03-26 4622
-
数控机床概念2010-07-07 848
-
数控机床电子教案教程2010-02-24 890
-
数控机床原理与系统2009-05-09 1696
-
数控机床的组成2009-05-06 3319
-
数控机床绪论2009-04-30 688
-
数控机床的保养与维修2008-12-31 934
-
数控机床技术资料2008-12-30 5322
-
数控机床ppt2008-09-05 1343
-
数控机床的维护2008-09-02 1204
-
数控机床培训教程2008-09-01 2149
全部0条评论

快来发表一下你的评论吧 !
