

数控机床操作系统_数控机床操作流程与步骤详解
PLC实验
描述
数控即数字控制(Numerical Control,简称NC)。数控技术即NC技术,是指用数字化信息发出指令并实现自动控制的技术。计算机数控(Computerized Numerical Control,简称CNC)是指用计算机实现部分或全部的数控功能。采用数控技术的自动控制系统为数控系统,采用计算机数控技术的自动控制系统为计算机数控系统,其被控对象可以是生产过程或设备。如果被控对象是机床,则称为数控机床。
数控机床的工作原理
在进行数控加工之前,要预先编制加工程序清单:
1、确定工件的加工工序及加工所用刀具和切削速度
2、确定工件的轮廓衔接点
3、定起刀和收刀的位置以及坐标原点的位置
按规定的语句格式写出数控指令集,将指令集输入到数控装置里进行处理(译码,运算等),通过驱动电路把信号放大,驱动伺服电机输出角位移及角速度,又通过执行部件转换成工作台的直线位移以实现进给。
另外,数控装置还要通过plc控制强电部件以进行一些辅助性工作,如:照明,冷却。排屑等。
数控机床的工作原理如图1所示。
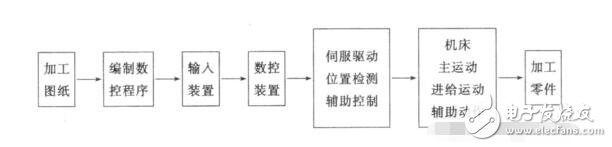
图1数控机床的工作原理图
数控机床操作流程与步骤详解
1、工件程序的编辑与输入
加工前应首先分析和编制工件的加仁工艺和加工程序,如果工件的加工程序较长或复杂时.就不要在数控机床上编程,而采用编程机或计算机编程,然后通过软盘或通信接口备份到数控机床的数控系统中。这样可以避免占用机时,增加加工的辅助时间。
2、开机
一般是先开主电源,这样数控机床就具备了开机条件,启动一个带钥匙按钮数控系统和机床同时都上电,数控机床系统的CRT上显示出信息,同时检查机床的液压,气动、各进蛤轴及其他辅助设备的连接状态。
3、固参考点
机床加工前先建立机床各坐标的移动基准。对于增员控制系统的机床应首先执行这一步.
4、加工程序的输入调用
根据程序的介质(磁带、磁盘),可以用磁带机、编程机或串口通信输入,若是简单程序可直接采用键盘在CNC控制面板上输入,或在MDI的方式下逐段输入遥段加工。在加工前还必须输入加丁程序中的丁件原点、刀具参数、偏置量、各种补偿值。
5、程序的编辑
辖入的程序若需要怪改时,应将工作方式选择开关置于编辑的位置。利用编辑健进行增加、删除、更改。
6、程序的检查与调试
首先将机床锁住,只运行系统。这一步霹是对程序进行检查,若有错误,则需重新进行编辑。
7、工件的安装与找正
对要加工的下件进行安装找正,建立基准。方式采用手动增量移动,连续移动或手摇轮移动机床。将起刀点对到程序的起始处,并对好刀具的基准。
8、启动坐标轴进行连续加工
连续加工一般采用存储器中的程序加丁。数控机床加工中的进给速度可采用进给倍率开关调 节,加工中可以按进给保持按钮,暂停进给运动观察加工情况或进行手工测量。再按下循环 启动按钮即可恢复加工,为碗保程序正确无误,加丁前应再复查一遍。在铣削加工时,对于 平面曲线丁件,可采用铅笔代替刀具在纸上画工件轮廓,这样比较直观‘若系统具有刀具轨 迹,模拟功能则可用于检查程序的正确性。
9、关机
加了结束后、关闭电源前,注意检查数控机床的状态及机床各部件位置。先关机床电源,然后再关系统的电源,最后关闭总电源。
- 相关推荐
- 热点推荐
- 数控机床
-
数控机床的工作原理 数控机床的组成2024-06-07 4839
-
数控机床日常维护保养2023-04-26 12644
-
如何更好的使用数控机床2021-03-26 4622
-
关于数控机床一体机在数控机床上的应用分析2021-01-05 1703
-
什么是数控机床系统?2019-09-24 2870
-
数控机床面板介绍_数控机床面板字母详解2018-01-17 52329
-
数控机床电子教案教程2010-02-24 890
-
数控机床原理与系统2009-05-09 1696
-
数控机床的组成2009-05-06 3319
-
数控机床绪论2009-04-30 688
-
数控机床习题2009-02-16 1320
-
什么是数控机床?什么叫数控机床?2008-12-30 11252
-
数控机床ppt2008-09-05 1343
全部0条评论

快来发表一下你的评论吧 !
