

什么是电阻焊_电阻焊原理详解_电阻焊焊接参数
工艺/制造
描述
一、什么是电阻焊
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将想件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
二、电阻焊的分类
电阻焊分为点焊、缝焊和对焊3种形式。
(1)点焊:将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点。
点焊适用于焊接4 mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产。
(2)缝焊:缝焊与点焊相似,所不同的是用旋转的盘状电极代替柱状电极。叠合的工件在圆盘间受压通电,并随圆盘的转动而送进,形成连续焊缝。
缝焊适宜于焊接厚度在3 mm以下的薄板搭接,主要应用于生产密封性容器和管道等。
(3)对焊:根据焊接工艺过程不同,对焊可分为电阻对焊和闪光对焊。
1)电阻对焊 焊接过程是先施加顶锻压力(10~15 MPa),使工件接头紧密接触,通电加热至塑性状态,然后施加顶锻压力(30~50 MPa),同时断电,使焊件接触处在压力下产生塑性变形而焊合。
电阻对焊操作简便,接头外形光滑,但对焊件端面加工和清理要求较高,否则会造成接触面加热不均匀,产生氧化物夹杂、焊不透等缺陷,影响焊接质量。因此,电阻对焊一般只用于焊接直径小于20 mm、截面简单和受力不大的工件。
2)闪光对焊 焊接过程是先通电,再使两焊件轻微接触,由于焊件表面不平,使接触点通过的电流密度很大,金属迅速熔化、气化、爆破,飞溅出火花,造成闪光现象。继续移动焊件,产生新的接触点,闪光现象不断发生,待两焊件端面全部熔化时,迅速加压,随即断电并继续加压,使焊件焊合。
闪光对焊的接头质量好,对接头表面的焊前清理要求不高。常用于焊接受力较大的重要工件。闪光对焊不仅能焊接同种金属,也能焊接铝钢、铝铜等异种金属,可以焊接0.01 mm的金属丝,也可以焊接直径500 mm的管子及截面为20 000 mm2的板材。
三、电阻焊的特点
1:电阻焊是利用焊件内部产生的电阻热,由高温区向低温区传导,加热及融化金属,实现焊接的。它属于内部分布能源。
2:电阻焊的焊缝是在压力下凝固或集合结晶,属于压焊范畴,具有锻压特征。
3:由于焊接热量集中,加热时间短,所以热影响区小,焊接变形与应力也较小。所以,通常焊后不需要校正及热处理。
4:通常不需要焊、焊丝、焊剂、保护气体等焊接材料,焊接成本低。
5:电阻焊的熔核始终被固体金属包围,融化金属与空气隔绝,焊接治金过程比较简单。
6:操作简单,易于实现机械化与自动化,劳动条件较好。
7:生产率高,可与其它工序一起安排在组装焊接生产线上。但是闪光焊因有火花喷溅,尚需隔离。
8:由于电阻焊设备功率大,机械化、自动化程度较高,使得设备的一次投资大,维修困难,而且常用的大功率单项交流焊机不利于电网的正常运行。
9:点、缝焊的搭接接头不仅增加构件的质量,而且使接头的抗拉强度及疲劳强度降低。
10:电阻焊质量,目前还缺乏可靠的无损检测方法,只能靠工艺试样、破坏性试验来检查,以及靠各种监控技术来保证。
四、电阻焊焊接参数
1. 电阻焊焊接材料的形状以及尺寸大小
2. 电阻焊焊接材料的表面电镀层材料及厚度
3. 电阻焊电极的材料及形状
4. 理想的焊接电源及焊头的选定
五、电阻焊的原理
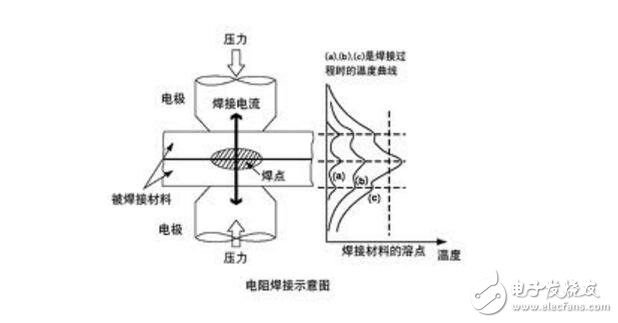
电阻焊是当电流通过导体时,由于电阻产生热量。当电流不变时,电阻愈大,产生的热量愈多。当两块金属相接触时,接触处的电阻远远超过金属内部的电阻。因此,如有大量电流通过接触处,则其附近的金属将很快地烧到红热并获得高的塑性。这时如施加压力,两块金属即会联接成一体。
六、电阻焊技术参数
1.焊接电流的影响
从公式可见,电流对产热的影响比电阻和时间两者都大。因此,在点焊过程中,它是一个必须严格控制的参数。引起电流变化的主要原因是电网电压波动和交流焊机次级回路阻抗变化。阻抗变化是因回路的几何形状变化或因在次级回路中引入了不同量的磁性金属。对于直流焊机,次级回路阻抗变化,对电流无明显影响。
除焊接电流总量外,电流密度也对加热有显著影响。通过已焊成焊点的分流,以及增大电极接触面积或凸焊时的凸点尺寸,都会降低电流密度和焊热接热,从而使接头强度显著下降。
2.焊接时间的影响
为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以互为补充。为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称强规范),也可以采用小电流和长时间(弱条件,又称弱规范)。选用强条件还是弱条件,则取决于金属的性能、厚度和所用焊机的功率。但对于不同性能和厚度的金属所需的电流和时间,都仍有一个上、下限,超过此限,将无法形成合格的熔核。
3.电极压力的影响
电极压力对两电极间总电阻R有显著影响,随着电极压力的增大,R显著减小。此时焊接电流虽略有增大,但不能影响因R减小而引起的产热的减少。因此,焊点强度总是随着电极压力的增大而降低。在增大电极压力的同时,增大焊接电流或延长焊接时间,以弥补电阻减小的影响,可以保持焊点强度不变。采用这种焊接条件有利于提高焊点强度的稳定性。电极压力过小,将引起飞溅,也会使焊点强度降低。
4.电极形状及材料性能的影响
由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因而电极的形状和材料对熔核的形成有显著影响。随着电极端头的变形和磨损,接触面积将增大,焊点强度将降低。
5.工件表面状况的影响
工件表面上的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层甚至会使电流不能通过。局部的导通,由于电流密度过大,则会产生飞溅和表面烧损。氧化物层的不均匀性还会影响各个焊点加热的不一致,引起焊接质量的波动。因此,彻底清理工件表面是保证获得优质接头的必要条件。
七、电阻焊应用
随着航空航天、电子、汽车、家用电器等工业的发展,电阻焊越加受到广泛的重视。[4] 同时,对电阻焊的质量也提出了更高的要求。可喜的是,中国微电子技术的发展和大功率可控硅、整流器的开发,给电阻焊技术的提高提供了条件。中国已生产了性能优良的次级整流焊机。由集成电路和微型计算机构成的控制箱已用于新焊机的配套和老焊机的改造。恒流、动态电阻,热膨胀等先进的闭环监控技术已开始在生产中推广应用。这一切都将有利于提高电阻焊质量,并扩大其应用领域。
-
 jf_44820318
2022-01-11
0 回复 举报缩孔问题 收起回复
jf_44820318
2022-01-11
0 回复 举报缩孔问题 收起回复
- 相关推荐
- 热点推荐
- 电阻焊
-
电阻焊的原理及特点、分类2023-08-29 4407
-
电阻焊的原理是什么,它有什么优点2022-01-05 2975
-
中频逆变直流式电阻焊焊接原理及优点的介绍2021-12-15 3930
-
超声波焊接和电阻焊焊接的原理及差异2021-11-18 2302
-
电阻焊接工艺_电阻焊工艺参数2021-03-04 22239
-
电阻焊变压器参数_电阻焊变压器特点2020-01-14 4414
-
电阻焊的种类有哪些2019-07-03 12562
-
电阻焊飞溅的原因2019-05-13 14370
-
电阻焊的特点及应用2019-04-19 24724
-
电阻焊变压器的介绍及特点_电阻焊变压器设计2018-01-21 9137
-
精密电阻焊焊接基本原理2016-05-30 952
-
电阻焊在客车上的应用2009-07-27 777
-
脱漆焊--电阻焊焊接漆包线的新技术2009-06-12 973
全部0条评论

快来发表一下你的评论吧 !
