

逆变焊机uc3846控制图(逆变焊机原理与用途_UC3846控制芯片工作原理)
IC应用电路图
描述
1、逆变焊机简介
“逆变”与“整流”是两个相反的概念。整流是把交流电变换为直流电的过程,而逆变则是把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为“逆变焊机”。
逆变焊割设备的工作过程,是将三相或单相 50Hz 工频交流电整流、滤波后得到一个较平滑的直流电,由 IGBT或场效应管组成的逆变电路将该直流电变为15~100kHz 的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流(或再次逆变输出所需频率的交流电)。逆变焊割设备的控制电路由给定电路和驱动电路等组成,通过对电压、电流信号的回馈进行处理,实现整机循环控制,采用脉宽调制PWM 为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊割工艺效果。
1.1逆变焊机原理
逆变过程需要大功率电子开关器件, 采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机称为IGBT逆变焊机。焊接时电路是闭合的,正是因为电路是闭合的才使得在整个闭合电路的电流处处相等;由于各处的电阻是不一样的,特别是在不固定接触处的电阻最大,这个电阻在物理学上称为接触电阻。根据电流的热效应定律(也叫焦尔定律),Q=I2Rt可知,电流相等,则电阻越大的部位发热越高,电焊在焊接时焊条的触头与被焊接的金属体的接触处的接触电阻最大,则在这个部位产生的热量自然也就最多,焊条又是熔点较低的合金,很快被熔化,熔化后的合金焊条芯沾合在被焊物体上后经过冷却,就把焊接对象粘合在一块了。
由于逆变焊机是一典型的开关电源(输出特性又有很大特点),输出功率大,工作环境变化大,所以要求元器件质量要好,这样才能保证工作的稳定型,寿命长。
1.2逆变焊机用途
逆变直流手工弧焊机、逆变半自动气体保护焊机主要用于低碳钢、中碳钢及合金钢等多种金属焊接。逆变氩弧焊机主要用于不锈钢、铝、钛、锆等的焊接,特别是不锈钢薄板焊接。
逆变空气等离子切割机用于切割碳钢、不锈钢、合金钢、铝、铜等多种金属。该产品可以切割绝大多数金属和非金属,因等离子弧能量集中,割件的热影响区小,具有切割速度快、切割面光洁、热变形小、切割成本低等特点。
焊接小车是根据不同客户工件特点专门设计的包括焊机、工装在内的一整套设备,通过控制焊接小车实现自动焊接。一台自动焊接小车的焊接效率是人工焊接的 2 至 3 倍,一个操作工可以同时看管两至三台焊接小车,大大降低焊接人员工作强度,减少对高焊接技能人员的依赖,大幅提高了工作效率和焊接质量。
以上产品广泛应用于建筑、机械制造、造船、钢结构、车辆制造、电建、管道、化建、锅炉、桥梁等行业的焊接及切割。
2、控制电路的设计
2.1UC3846电流控制芯片的工作原理
电流模式控制分为峰值电流模式控制和平均电流模式控制。UC3846采用的是峰值电流模式控制法,即将实际的电感电流和电压外环设定的电流值分别接收到PWM比较器的两段进行比较,如图:
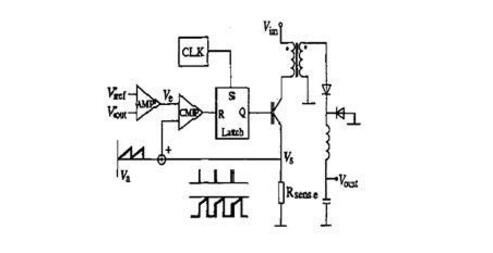
变压器一次侧电流采样信号被放大三倍后与电压误差放大信号比较,然后去控制PWM脉宽调制信号的脉宽。电流内环和电压外环同时起作用调节PWM脉宽,如果内环变压器一次侧出现过流,而外环电压信号由于存在输出电感响应速度比内环慢,这个电流信号被霍尔传感器检测到后经过放大与外环电压误差放大信号比较后会迅速调节PWM脉宽,因此UC3846比电压型PWM控制芯片响应速度更快,在变压器磁芯偏磁时,能同时调节变压器一次侧和二次侧的电流。但是同时,UC3846同时拥有电流内环和电压外环,因此从控制上来说更为复杂,在占空比大于50%时容易造成工作电流扰动,尖峰电流值和平均值误差大,并且在二分之一开关频率处容易发生次谐波振荡,为了提高电路的稳定性有必要进行斜坡补偿。
2.2斜坡补偿电路设计
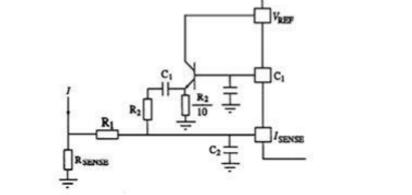
UC3846自身提供了良好的斜率补偿实现平台,因为在定时电容CT上恰好有一个正的与振荡器同步、同频率的斜坡电压,只要将该电压信号分压之后与峰值电流信号进行叠加就可以实现补偿。从UC3846的脉宽调制原理来看斜坡补偿有两种实现办法,一种是将斜坡补偿信号加到电流检测信号中,另一种是将斜坡补偿信号从误差电压信号中减去,第一种办法在实现电流限制功能时易产生误差,第二种方法中,必须电压放大器的增益,实现起来比较麻烦。因此采用改进后的第一种办法,如图3接入射极跟随器减小晶振端的输出阻抗。射极电阻取R2的十分之一,为减少补偿电路对CT上的斜坡电压线性度和稳定性的影响,R2的阻值要足够大。
下面计算R2参数值:
1.计算输出电感电流斜坡下降斜率:
2.把输出滤波电感电流下降斜率折算到变压器一次侧
3.计算折算到一次侧的电流检测信号电压值

4.计算振荡锯齿波斜坡电压的斜率
5.导出斜坡公式
运用叠加法
 为电流反馈在
为电流反馈在 上产生的电压)。斜率补偿电压信号的上升率愈大,则峰值电流控制电路对噪声的敏感性愈小,系统的抗噪能力愈强。另一方面,如果增大斜率补偿电压信号的上升率,则电流注入控制系统的开环穿越频率会减小,系统的动态响应速度将降低。
上产生的电压)。斜率补偿电压信号的上升率愈大,则峰值电流控制电路对噪声的敏感性愈小,系统的抗噪能力愈强。另一方面,如果增大斜率补偿电压信号的上升率,则电流注入控制系统的开环穿越频率会减小,系统的动态响应速度将降低。
综合考虑上述因素,在控制工程实践中,斜率补偿电压的上升率一般设计为输出电感电流检测信号下降率折算值的75%
 。,。和组成滤波电路,这个滤波电路用于降低开通时的电流尖峰,这个电流尖峰可能会导致电流检测电路错误工作。这个滤波电路的时间常数不能太小,太小滤波的效果不好,太大则导致电流检测电路响应速度变慢,一般滤波电路的时间常数应该要远小于振荡器的时钟周期
。,。和组成滤波电路,这个滤波电路用于降低开通时的电流尖峰,这个电流尖峰可能会导致电流检测电路错误工作。这个滤波电路的时间常数不能太小,太小滤波的效果不好,太大则导致电流检测电路响应速度变慢,一般滤波电路的时间常数应该要远小于振荡器的时钟周期 由此完成斜坡补偿和滤波电路的计算。
由此完成斜坡补偿和滤波电路的计算。
2.3峰值电流限制电路设计
电流模式控制中最有吸引力的地方就是它的电流限制能力,通过把误差电压放大器的输出限制在一个最大值的办法,简单的实现了限制峰值电流的目的。如图4,最大电流由 和
和 决定,这个误差放大器的输出最大电压和Q1联系紧密,Q1用于嵌位误差放大器的最大输出电压。Q1的基极电压和D1的前端电压基本相等,所以PWM比较器的反向输入端电压被嵌位在
决定,这个误差放大器的输出最大电压和Q1联系紧密,Q1用于嵌位误差放大器的最大输出电压。Q1的基极电压和D1的前端电压基本相等,所以PWM比较器的反向输入端电压被嵌位在 ,由此,最大峰值电流
,由此,最大峰值电流
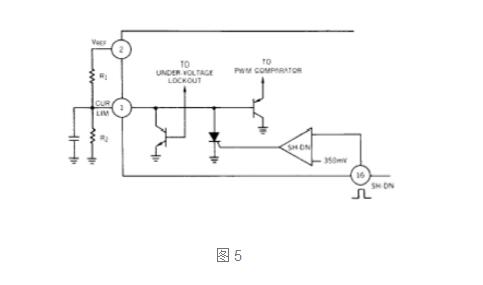
2.4快速关断电路设计
UC3846的shutdown主要用于快速关断保护功能,是对前面峰值电流限制等保护功能的一个补充,关断电路输入部分是一个比较器,如图5。如果比较器的同相输入端大于350mv,比较器输出高电平,小晶闸管导通,软启动电容放电,使得pin1电位下降
本电源采用的是富士EXB841驱动电路,当驱动电路检测到IGBT过流时会产生一个过流信号,利用UC3846的shutdown的快速关断功能,这个过流信号被送到shutdown来实现IGBT的快速过流关断保护。因为动作电压比较小,如果UC3846用于大功率焊机容易受到干扰,所以有必要设计一中可靠的辅助关断电路,保证关断电路不容易受到干扰。如图6
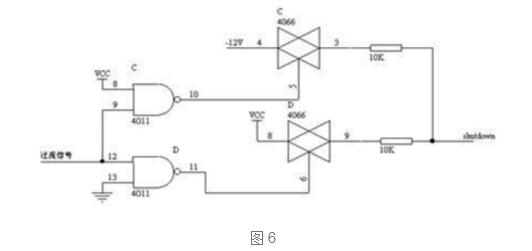
如果过流信号为是低电平,模拟开关4066c导通,shutdown和负电压接通,保证shutdown不被干扰电压误导通,如果过流信号是高电平shutdown和正电压接通,模拟开关4066d开通,shutdown出现高电平,将UC3846可靠关断输出脉冲,保护开关管。
2.5实验结果
通过主电路和控制电路的设计制作,本文设计了基于全桥主电路的峰值电流模式控制 气体保护焊机,焊机工作时,斜坡补偿信号和恒压输出如图7:
气体保护焊机,焊机工作时,斜坡补偿信号和恒压输出如图7:
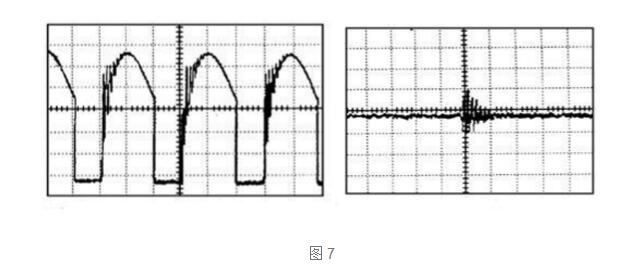
焊机工作时的变压器一次侧通过霍尔传感器检测到的电流波形转换成电压信号加上斜坡补偿后如图7所示,斜坡补偿电路增加了电路的稳定性和抗干扰性能,弥补了峰值电流模式控制的不足,输出电压稳定。
2.6结论
峰值电流模式控制有很多优点,特别在用于全桥式逆变焊机时,有利于防止主变压器的偏磁,但是峰值电流模式也有抗干扰性能不好,且容易发生亚谐波振荡的缺点,但是通过控制电路的合理设计,尤其是斜坡补偿电路,充分利用UC3846的内部资源,可以克服这些不足。
-
 jf_748810633
2023-02-02
0 回复 举报没什么用 收起回复
jf_748810633
2023-02-02
0 回复 举报没什么用 收起回复
-
UC3846电路分享2025-03-21 1526
-
UC3846、UC3856和UCC3806推挽式PWM电流模式控制IC2024-10-22 1334
-
UC3846标准开关电源控制器2020-10-20 4894
-
基于UC3846的变频设计与应用2018-12-03 5855
-
基于UC3846的开关电源电压反馈的优化设计2018-10-22 3364
-
一种基于UC3846的变频设计与应用2018-01-26 12558
-
uc3846工作时各脚电压分别是多少2018-01-25 121388
-
uc3846中文资料2014-02-26 4718
-
峰值电流模式逆变焊机控制电路的设计2011-08-30 1677
-
UC3846 SMPS Controller2009-10-16 685
-
uc3846 pdf,uc3846 datasheet2008-09-14 1896
全部0条评论

快来发表一下你的评论吧 !
