

详细介绍了加酸壶清洗机自动控制系统的设计思路,方法及实施方案
描述
加酸壶清洗机自动控制系统的设计
清洗机制作背景
在铅酸蓄电池行业中,阀控密闭电池普遍采用加胶体电解液后内化成的生产工艺。胶体电解液一般由气相二氧化硅与稀硫酸配制而成,具有一定的粘度。在电池加酸工序中,加酸机上的加酸壶内壁会粘附胶体,造成加酸壶内部容积变小,从而导致电池加酸量发生变化,影响电池的性能。因此,使用一段时间后,必须对加酸壶内部进行清洗,去除粘附的胶体。但由于加酸壶为密闭式,只有进酸口、出酸口,清洗难度较大,且无法清洗干净。
针对上述情况,我们设计制作了自动清洗机,用专用清洗液对加酸壶进行清洗。
一、设备组成
清洗机由清洗循环系统、水箱组件、机头组件、定位组件、控制系统组成。如图1、图2所示。
1-清洗循环系统,2-清洗液箱组件,3-加酸壶,4-定位组件,5-机头组件,6-控制系统。
参见附图F1-1,F1-2。
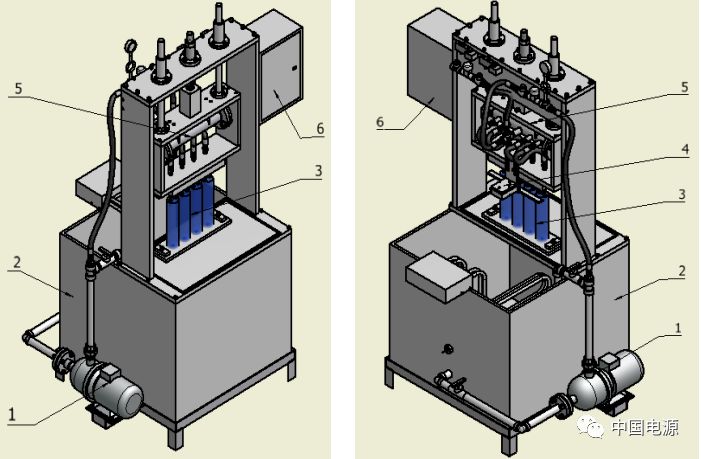
F1-1加酸壶自动清洗机·图1 F1-2 加酸壶自动清洗机·图2
二、清洗机动作要求
2.1 自动循环过程
手工放好酸壶——按下定位按钮——定位气缸推出——手工定位完毕——按循环启动按钮——定位气缸退回——压紧气缸向下,压紧酸壶——时间控制,时间到——压缩空气通入,吹加酸壶——压缩空气通入时间到——压缩空气电磁阀关闭——清洗水路打开,冲洗酸壶——时间到,清洗水路关闭——压缩空气通入,吹加酸壶——通气时间到,压缩空气关闭——清洗水路打开……。
——如此反复,持续3个循环后---压缩空气通入,吹加酸壶——时间到,压缩空气关闭,吹酸壶完毕——压紧气缸退回原位——自动停止,手动取出加酸壶。一个循环结束。
开始下一个自动循环过程……。
2.2 手动操作:要求自动循环过程中的每一步要求能够实现手动操作,调整。
2.2.1 酸壶定位气缸推出/退回(向前/向后);
2.2.2 酸壶主气缸推出/退回(向下/向上);
2.2.3 压缩空气电磁阀打开/关闭;
2.2.4 清洗液水电磁阀打开/关闭;
2.2.5 水泵打开/关闭。
2.3 急停控制:遇到紧急情况时,停止所有动作。
三、 PLC的选择及输入/输出点的地址分配及接线
根据工艺动作要求,对所有的开关,按钮,电磁阀等动作进行计算,并对PLC 输入/输出点优化,控
制系统核心选用西门子PLC S7-200 CPU 224XP CN AC/DC/RLY。
3.1西门子PLC S7-200 CPU 224XP CN AC/DC/RLY输入/输出地址分配表
| 输入点 | 名称 | 输入点 | 名称 | 输出点 | 名称 | 输出点 | 名称 |
| I0.0 | 酸壶定位按钮(手动时定位气缸推出) | I1.0 | 急停按钮 | Q0.0 | 定位气缸推出控制电磁阀 | Q1.0 | 自动状态指示灯 |
| I0.1 | 酸壶定位气缸后位感应器 | I1.1 | 主气缸向下控制按钮 | Q0.1 | 定位气缸退回控制电磁阀 | Q1.1 | 手动状态指示灯 |
| I0.2 | 酸壶定位气缸前位感应器 | I1.2 | 主气缸向上控制按钮 | Q0.2 | 主气缸向下控制电磁阀 | ||
| I0.3 | 主气缸上位感应器 | I1.3 | 压缩空气控制按钮 | Q0.3 | 主气缸向上控制电磁阀 | ||
| I0.4 | 主气缸下位感应器 | I1.4 | 清洗液电磁阀控制按钮 | Q0.4 | 压缩空气控制电磁阀 | ||
| I0.5 | 自动时循环起动按钮(手动方式时定位气缸退后) | I1.5 | 水泵控制按钮 | Q0.5 | 清洗液控制电磁阀 | ||
| I0.6 | 旋钮自动位置 | Q0.6 | 水泵电磁阀 | ||||
| I0.7 | 旋钮手动位置 | Q0.7 | 备用 |
3.2 PLC外部接线图(见附图F2)
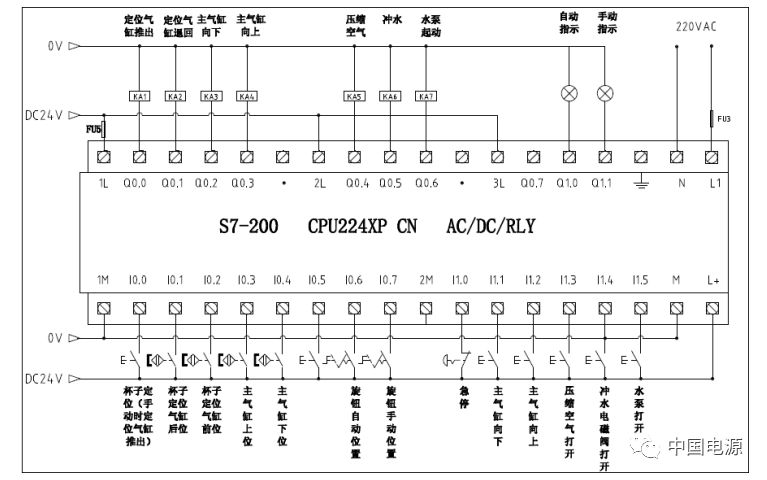
附图F2 PLC外部接线图
四、顺序控制程序的设计
4.1 编写循序控制流程图(见附图F4):
根据清洗机动作要求,用顺序控制程序编写控制程序,首先画出顺序功能图,见附图F4。
顺序功能图又叫状态流程图或者状态转移图,顺序功能图编程语言是基于工艺流程的高级语言。它是用图形符号和文字表达相结合的方法,包含电气、液压、气动和机械控制系统或系统某些部分的控制过程、功能和特性的一种通用语言,
在功能表图中,把一个过程循环分解称若干个清晰的连续阶段,称之为“步” ,步与步之间由“转换”分隔。当两步之间的转换条件满足,并实现转换,上一步的活动结束,而下一步的活动开始。一个过程循环分的步越多,对过程的描述就越准确。
4.2 PLC 控制程序的编写
4.2.1主程序(OB)编程要点:
4.2.1.1 主程序(OB)编制时包括调用 2 个子程序,即自动循环控制子程序(子程序1)和手动方式调试子程序(子程序2);
4.2.1.2 用一个三位钮子开关,可以分别旋至自动位置(I0.6=1),空位置,手动位置(I0.7=1);分别接通:调用自动循环子程序1(SBR-1),调用手动控制程序子程序2(SBR-2),放在空位置上时程序没动作;
4.2.1.3 主程序包括紧急情况急停按钮控制程序,急停按钮将PLC的输出线圈点,压缩空气,冲水,水泵起动(Q0.4,Q0.5,Q0.6)立即复位(RI),(Q0.4,Q0.5,Q0.6=0)禁止输出;
4.3自动循环控制程序编写难点:
4.3.1 循环次数计数器(C10)开始计数:由于自动循环中压缩空气和冲洗加酸壶都是靠时间继电器控制的,因此循环次数计数器开始技术必须以时间继电器的接通脉冲上升沿(P)控制,T101触发一次,计数一次;
4.3.2 循环次数计数器(C10)结束计数:由于工艺要求循环结束时,最后一次是压缩空气冲加酸壶,这就意味着压缩空气比冲洗加酸壶多了1次,因此在计数器(C10)计数次数达到设定值时,计数器(C10)动作的同时,必须禁止冲洗洗加酸壶动作,所以要将计数器(C10)的常闭触点串入液路和水泵(Q0.5,Q0.6)控制;
4.3.3 主气缸退回上位(Q0.3):工艺要求的循环次数到,循环次数计数器(C10)接通,C10常开触点接通Q0.3,压紧气缸退回上位后,感应开关I0.3接通,退回停止;
4.3.4 循环次数计数器(C10)复位控制:在循环结束时,循环次数计数器(C10)处于接通状态,因此采用下次酸壶定位按钮按下(I0.0)来复位循环次数计数器(C10),使其清零。
4.3.5 再次循环开始条件:第一次循环结束,酸壶主气缸回到上位(I0.3通)后,要将退回动作(Q0.3)复位,同时为下一次循环条件置位,以便开始下一个循环;
4.3.6 避免再次循环开始时的误动作:由于上次循环中,压缩空气通入后,冲洗动作没有进行,但是冲洗动作转换条件已经接通,再次循环开始后,一旦条件具备,会造成有些误动作,因此必须在程序中编入必要的置位和复位,以保证再次循环的正确动作。
4.3.7 加酸壶定位气缸前进/后退,加酸壶主气缸夹紧/松开依靠各自气缸前/后位感应开关,到位后要停止相关的动作。
4.3.8 紧急情况的停止:在自动循环时,一旦发生紧急情况,如加酸壶漏水,管道破裂等,需要紧急停止当前正在进行的动作,由于自动循环控制程序是顺序控制程序,可以将三位旋钮旋至空位置不能关断正在进行的动作,必须旋至手动位置,为了可靠操作,考虑到员工的工作习惯,也可以采用双重保险,因此又增加了急停按钮。
4.3.9 自动循环程序是顺序控制程序,急停按钮需要控制步与步之间转换条件,比较麻烦,因此将急停按钮直接控制压缩空气,冲洗水路电磁阀及水泵,在主程序中将输出线圈直接复位。
4.3.10 由于自动循环控制程序是顺序控制程序,当临时故障处理完毕后可以继续接着进行以前没有进行完毕的步骤,因此将急停安装释放后,可以接着进行原来的步骤进行。
五、效果验证
加酸壶清洗机采用自动控制系统,由于用清洗液清洗时间和压缩空气冲洗时间及冲洗次数可调,修改方便,动作准确,每分钟可以同时清洗4至加酸壶,大大提高了清洗效率,降低了劳动强度,提高了人效,效果良好。
-
自动控制系统与物联网的结合 自动控制系统的实时监测技术2024-12-18 1529
-
自动控制系统是什么意思2024-06-17 5671
-
基于单片机制作的养生壶自动控制系统2023-08-22 2288
-
基于单片机的三种模式家用养生壶自动控制系统设计2023-08-01 2084
-
自动控制系统的定义2023-03-21 3756
-
电力拖动自动控制系统的详细课件概述2020-12-21 1674
-
电力拖动自动控制系统运动控制系统的学习课件免费下载2020-06-11 1388
-
机房的天线自动控制系统简要介绍2019-06-11 2280
-
自动控制系统的数学模型详细资料说明2018-11-22 1365
-
现场总线对自动控制系统和自动化系统的影响2009-11-17 4872
-
自动控制系统的结构2009-07-27 5407
-
PLC在纸浆模塑生产自动控制系统中的应用2009-06-12 1253
-
新型温湿度自动控制系统的设计与应用?2009-05-10 2411
-
鱼雷自动控制系统实验指导书2009-03-26 2795
全部0条评论

快来发表一下你的评论吧 !
