

激光塑料焊接系统在PPS材料上的应用
描述
激光焊接是常见的塑料焊接方法,可应用在聚苯硫醚(PPS)材料上。而聚苯硫醚(Polyphenylene Sulfide,简称PPS)是一种高性能工程塑料,具有卓越的耐热性、化学稳定性、机械强度、高强度和高刚性、自阻燃性、良好的电绝缘性等,被广泛应用于电子、汽车、航空航天、化工和电力等领域。
它的优异性能使得PPS成为许多高要求应用的理想选择。
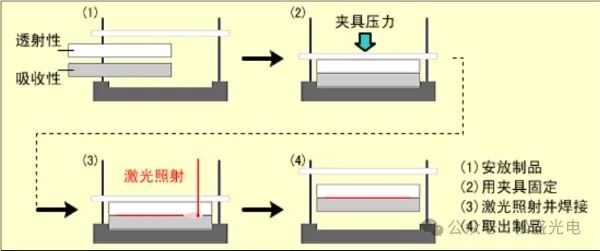
激光焊接是利用激光能量来焊接两个成型品的一种技术。其要点在于"透射激光的材料"与"吸收激光的材料"两者的组合。俯射的激光径直穿过上侧的"透射激光的材料",然后被下侧的"吸收激光的材料"吸收。这样一来,成型品之间产生的热量使树脂熔化,从而把两个成型品焊接在一起。
松盛光电激光塑料焊接系统由多轴伺服模组,实时温度反馈系统,CCD同轴定位系统以及半导体激光器所构成;松盛光电通过多年焊接工艺摸索,自主开发的智能型焊接软件,支持导入多种格式文件。独创PID在线温度调节反馈系统,能有效地控制恒温焊接,确保焊接良品率与精密度。其装置由激光照射装置和制品固定用的夹具构成。工艺包含如下4个阶段:
激光焊接的优点
01由于没有振动或超声波等物理的影响,因此可应用于精密部件;
02由于是非接触焊接,因此不会使表面产生热影响、伤痕或变形;
03是不会产生粉尘或飞边等不良现象的一种洁净工作法
04可利用最佳加工条件来获得很高的接合强度和密闭性
05通过缩小激光束可最大限度地减少因热而引起的影响
其缺点是在可用材料方面存在限制(必须通过透射性和吸收性材料的组合来使用)。
焊接条件
激光焊接的设定条件包括下面两点:
(1) 激光功率
(2) 扫描速度
激光输出功率是使树脂熔化的热源。扫描速度是激光束的移动速度。如果要考虑生产率,则加快扫描速度并缩短处理时间就会相应地提高输出功率。但如果功率过高,吸收性材料一侧就会过度分解,从而引起变形。所以,应通过基于实际制品的验证来寻找制品最稳定的焊接性能点。
同时,就材料而言,下面两点也很重要:
(3) 透射性材料的光线透射率
(4) 透射性材料的厚度
材料的焊接情况取决于到达吸收性材料的激光束的能量。因此透射性材料一侧的厚度和光线透射率会有很大影响。光线透射率越高对焊接就越有利。同样,越薄也越有利。
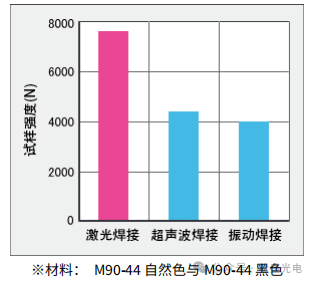
与振动焊接和超声波焊接相比,激光焊接的强度更高。
焊接部分的耐久性
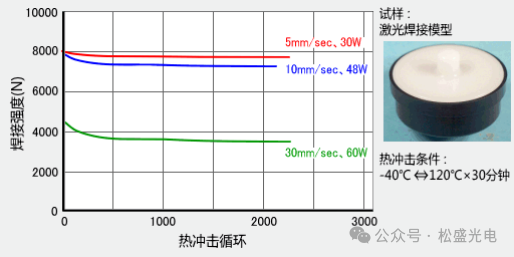
激光焊接的耐久性非常好。即使在热冲击 (-40℃⇔120℃×30分钟) 2000次循环后,在内压0.6Mpa下也没有出现气密泄漏和焊接强度下降现象。下例是在把扫描速度提高到30mm/秒时所做的试验。此时焊接强度已经下降了几乎一半,但耐久性仍未出现问题。
焊接前应根据PPS所制产品强度、气密性要求、焊接部件、制品形状、焊接后的外观、所用设备等因素来选择适当的焊接法。在设计阶段也应预想到各种焊接因素并认真做好部件和制品的设计工作。
总之,激光塑料焊接作为现代焊接技术的代表,为PPS材料焊接方面的应用提供了高质量、高效率的接合解决方案。同时只有采用精选的焊接方法才能使焊接达到强度高、气密性好、外观良好而又均匀的要求。
-
激光塑料焊接技术是什么2024-11-05 1657
-
激光焊接机在塑料领域的应用2024-04-27 1344
-
塑料激光焊接设备怎么选2023-10-07 3321
-
塑料激光焊接的多场景应用2023-08-19 2434
-
塑料激光焊接机的应用领域2023-08-03 2138
-
镭拓详解塑料激光焊接机在汽车车灯塑料焊接上的应用2023-08-02 1509
-
镭拓科普塑料激光焊接机可否焊接两种不同材料2023-07-13 1432
-
镭拓告诉你塑料激光焊接机都能焊哪些材料2023-07-12 1559
-
博特激光:塑料激光焊接机开创,激光焊接新工艺时代2023-06-24 1415
-
激光塑料焊接技术的流程和方法2018-09-10 4236
-
不同类型的塑料激光焊接机的工作原理2018-09-06 3606
-
塑料激光焊接机的应用2018-08-30 3470
-
激光透射焊接与光束整形在激光塑料焊接中的应用2017-10-19 1247
-
激光塑料焊接的工艺原理2010-04-18 3562
全部0条评论

快来发表一下你的评论吧 !
