

7大合理生产工艺能让负极片发挥出其本身的电性能
电子说
描述
编者按
对于碾压后的极片而言,其本身的制作过程已经完成,后续就需要通过合理的生产工艺让负极片发挥出其本身的电性能。
对于锂离子电池企业而言,在实际生产过程中可以通过监测这些数据的波动和变化,从而及早的发现异常、排除异常,从而达到顺利进行批量化生产的目的。而对于碾压后的极片而言,其本身的制作过程已经完成,后续就需要通过合理的生产工艺让负极片发挥出其本身的电性能。
1,剥离强度:
粘结在一起的物质,从接触面进行单位宽度剥离是所需要的最大的力,一般用拉力测试仪进行测试,测试结果有两种,一种表征剥离力,单位为是牛顿(N)、千克力(kgf),一种表征剥离强度,表示单位长度上的力,单位为牛顿/米,(N/m)千克力/厘米(kgf/cm),现在行业标准GB2792以及ASTMD3330已经将25mm作为标准宽度单位,其测试设备以及测试原理如下图所示:

用双面胶将待测面固定在刚性的支架上,另一面贴在不锈钢板上,然后将不锈钢板和集流体固定在设备的两个夹具上,开始测试,设备以一定的速度和载荷运行,当集流体完全被剥离下来的力就是剥离力。需要指出的是,一个极片的正反两面其剥离强度往往是不一样的,在实际生产过程中需要注意,两面的剥离强度最好不要相差太大,相差太大会导致在使用过程中产生阴阳面的现象,影响电池的性能。
2,表面状态:
表面状态实际上是一个很笼统的概念,从宏观上讲,肉眼所能看到的极片状态都可以叫做表面状态,良好的负极表面状态是平滑、无颗粒和划痕的,摸起来也很光滑;若是肉眼都能看出的缺陷,则说明涂布的过程中是存在问题的,需要调整相关的参数。这里将着重介绍一下的极片的微观性能。
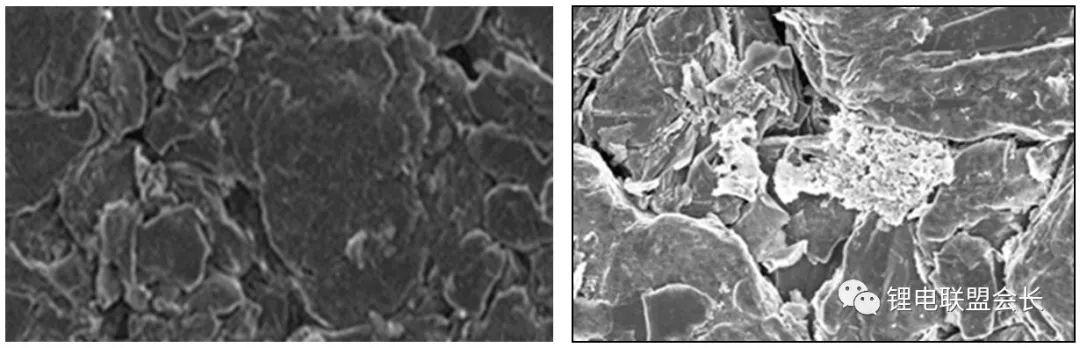
从右边的图明显可以看出负极材料和导电剂分布的不均匀,负极材料有明显的团聚,这种分布在宏观上不能直观的表现出来,若导电剂分布不均,电池在使用过程中会阻抗增大,局部电流密度过大,导致局部析锂等等问题,所以在实际中需要尽可能让负极材料和导电剂的分布更加均匀,这样更有利于形成导电网络,降低大电流时所带来的局部极化过大所产生的问题。除此以外,通过SEM也可以看出极片表面的颗粒是否有破碎、团聚等情况;另外也可以对负极极片的纵剖面进行分析,分析负极材料在纵向是否分布均匀等等,通过多种不同材料的比较,就可以总结出相关的经验,给后续的大批量生产带来相应的指导。
3,孔隙率:
极片的孔隙率之间关系到后续电解液的加入量,同时也和电性能相关。目前测量一般是压汞仪测试或液体填充测试,后续通过计算得出极片的孔隙率。通过这个指标可以对不同负极材料的物理性能有个初步的区分,若孔隙率过大,则需要考虑提高一下材料的压实密度,如果孔隙率过小,则需要考虑在后续注液时延长电池的静置时间等等。

4,表面电阻:
表面电阻又称表面比电阻。表征电介质或绝缘材料电性能的一个重要数据。它代表每平方面积电介质表面对正方形的相对二边间表面泄漏电流所产生的电阻。单位是欧姆。表面电阻的大小除决定于电介质的结构和组成外,还与电压、温度、材料的表面状况、处理条件和环境湿度有关。环境湿度对电介质表面电阻的影响极大。表面电阻愈大,绝缘性能愈好。

当然测试的数据也是越小越好,通过不同材料、不同导电剂的表面电阻率的比较,可以得出一些适合的配比以及加工工艺,是可以作为生产过程中一个检验参数进行批次性检验和记录的数据。
5,吸液性能:
与极片的孔隙率、材料的表面状态相关,一般是在干燥间中用微量的电解液滴加在负极表面,记录电解液完全消失的时间,通过多次多个的测量,得出相关的统计规律,从而用来指导生产过程。
6,接触角:
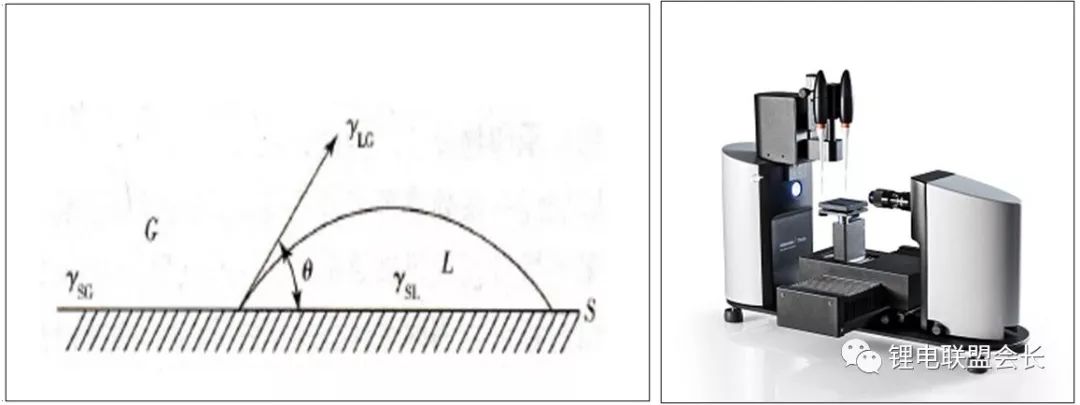
指在气、液、固三相交点处所作的气-液界面的切线,此切线在液体一方的与固-液交界线之间的夹角θ,是润湿程度的量度,润湿过程与体系的界面张力有关。一滴液体落在水平固体表面上,当达到平衡时,形成的接触角与各界面张力之间符合下面的杨氏公式:
γ = γ + γ×cosθ
1)当θ=0,完全润湿;
2)当θ﹤90°,部分润湿或润湿;
3)当θ=90°,是润湿与否的分界线;
4)当θ﹥90°,不润湿;
5)当θ=180°,完全不润湿。
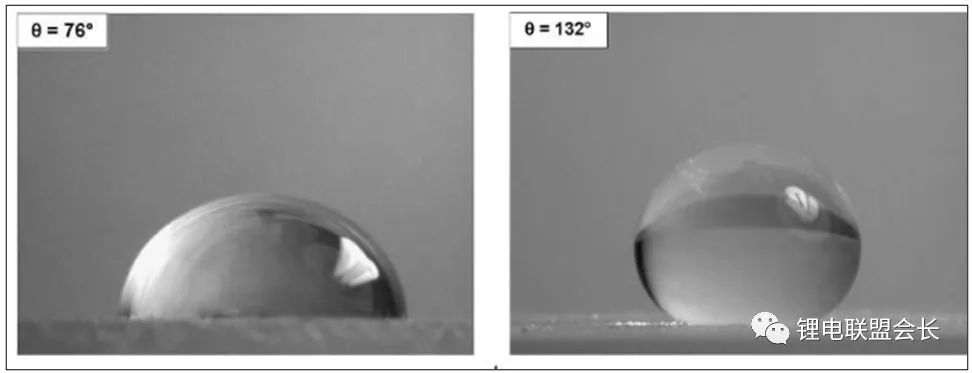
对于负极材料本身而言,润湿情况比较好,这个值可能测不出来,但当孔隙率比较低的时候,就有可能测出接触角了,这个参数可以比较不同的电解液材料和负极的浸润性能,是具有一定的意义的。
7,反弹性能:
随着现在离子电池的能量密度越来越高,负极的涂覆量以及压实密度也是越来越高,所以,负极极片从制作完成到成品电池完成这一过程中,负极片是有一定程度的反弹的,所以就需要记录不同阶段的负极的厚度,一般记录碾压后、烘干后、满电解剖后的厚度,以此来监控负极的厚度变化是否异常,通过批次性的差异考量生产的一致性。
小结:通过负极极片一系列的检测,可以得出负极极片基本的物理性能,当然,这些指标需要和后续的电性能结合起来才能综合的去描述一款负极材料的综合性能,需要说明的是,正极材料也同样适合这些测试技术。
-
钽电容的生产工艺2012-09-25 4667
-
试产资料、生产工艺和异常处理2013-03-28 4664
-
电池生产工艺流程2013-10-30 3554
-
电机生产工艺知识2016-06-12 4200
-
采购串联谐振要考虑到生产工艺2019-06-06 1115
-
贴片电阻的生产工艺流程如何2021-03-11 3220
-
芯片生产工艺流程是怎样的?2021-06-08 11809
-
开关电源的设计及生产工艺描述2021-12-29 1688
-
锂电池的生产工艺2009-10-20 2371
-
镉镍电池生产工艺流程2009-10-30 3916
-
什么是CPU的生产工艺技术/向下兼容?2010-02-04 962
-
LCD生产工艺2016-12-29 984
-
蔡司工业CT如何在叠片电池的生产过程中发挥出更大作用2023-08-30 1102
-
aoc跳线的生产工艺2025-01-16 1240
-
合金电阻系列生产工艺对性能的影响?-顺海科技2025-12-15 244
全部0条评论

快来发表一下你的评论吧 !
