

高厚径比HDI板电镀能力研究
描述
以下文章来源于字母哥电子技术,作者班向东
一、前言
随着通信、电子等产品的高速发展,作为载体基板的印刷电路板的设计也朝着高层次、高密度的方向进行。层数更多、板厚更厚、孔径更小、布线更密的高多层背板或母板产品在信息技术不断发展的背景下,将会有更大的需求,这势必对PCB 相关的加工流程带来更大的挑战。
由于系统HDI板伴随着高厚径比通孔设计,电镀工艺加工既需满足高厚径比通孔加工也需提供好的盲孔电镀效果,对传统直流电镀工艺提出了挑战。高厚径比通孔伴随盲孔电镀两个相反电镀体系成为电镀工艺最大的难点。
二、原理介绍
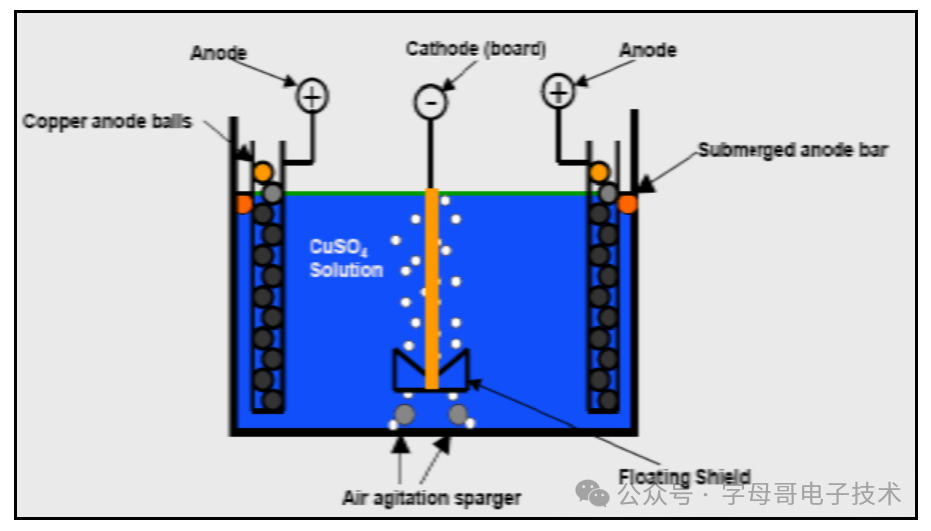
>>> 药水成分及作用
-- CuSO4:提供电镀所需Cu2+,帮助阴阳极之间进行铜离子转移
-- H2SO4:提高镀液导电性能
-- Cl-:帮助阳极膜的形成和阳极溶解,协助改善铜的析出与结晶
-- 电镀添加剂:改善镀层结晶细密性和深镀性能
a. 硫酸铜镀液中的铜离子与硫酸、盐酸的浓度比,直接影响通盲孔的深镀能力。
b. 铜离子含量越高,溶液的电导率越差,即电阻也越大,对于一次电流分布不好。因此高厚径比通孔,需要使用低铜高酸的药液体系。
c. 而对于盲孔来说,由于盲孔内的溶液循环比较差,就需要高浓度的铜离子来支持反应的持续进行。
因此,同时存在高厚径比通孔和盲孔的产品对于电镀来说,是两个相反的选择方向,也就构成了其难点。
三、实验设计与结果分析
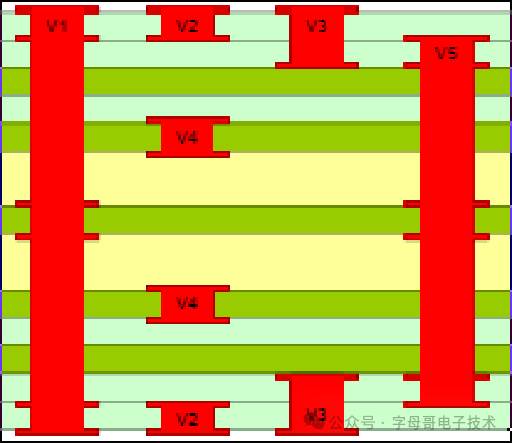
① 产品信息:
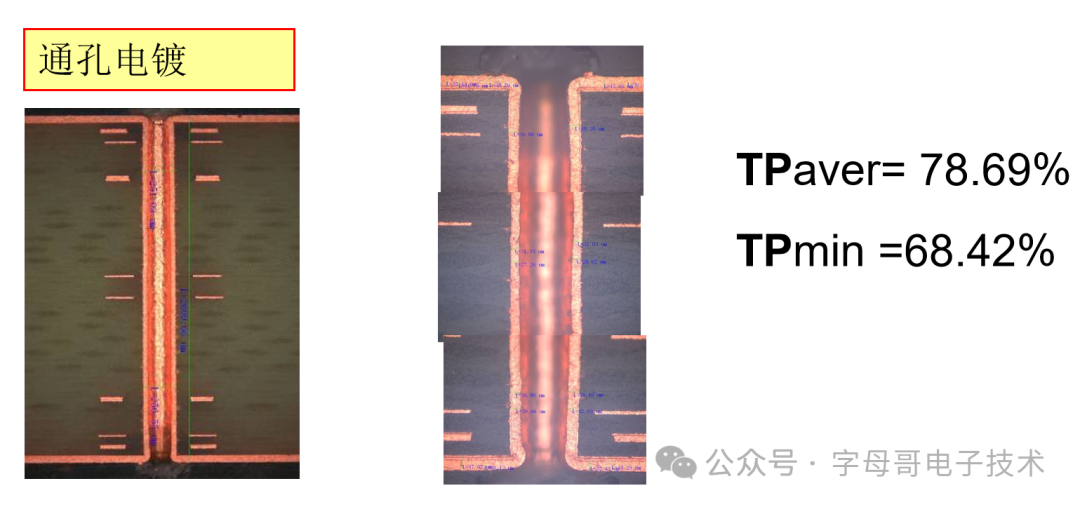
板厚2.6mm,通孔最小孔0.25mm,
最大通孔厚径比10.4:1;
② 盲孔:
1)介质厚70um(1080pp),孔径0.1mm
2)介质厚140um(2*1080pp),孔径0.2mm
③ 参数设定方案:
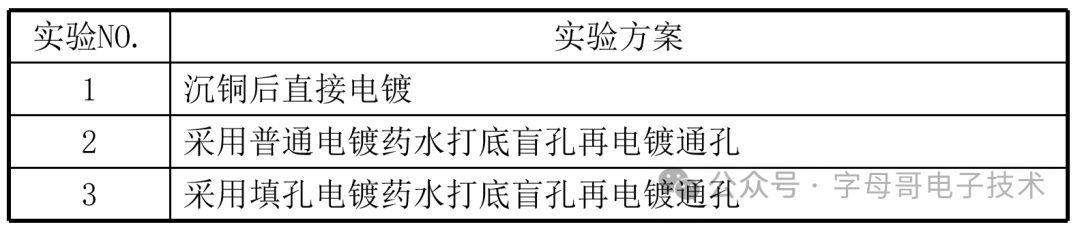
方案一:沉铜后直接电镀
采用高酸低铜药液配比,同时配以H电镀添加剂;电流密度10ASF,电镀时间180min。
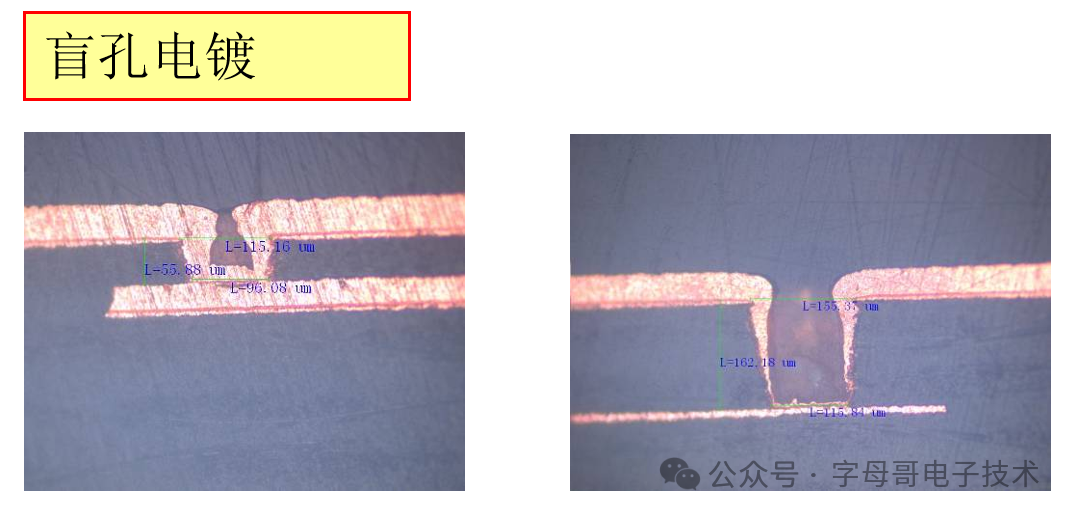
1)介质厚70um(1080pp),孔径0.1mm:孔口封住,孔底铜厚14-16um
2)介质厚140um(2*1080pp),孔径0.2mm:孔底蟹脚,厚度4-5um
-- 最终通断测试结果
此批产品在最终通断测试出现的断路不良率为100%,其中在0.2mm盲孔部位(PP为1080*2)断路不良比率为70%
方案二、采用普通电镀药水打底盲孔再电镀通孔的方法测试:
1)采用VCP打底盲孔,普通配比的酸铜比和H电镀添加剂,电镀参数15ASF,电镀时间30min
2)采用龙门线加厚,高酸低铜配比和H电镀添加剂,电镀参数10ASF,电镀时间150min
1)介质厚70um(1080pp),孔径0.1mm:孔口封住,孔底铜厚14-16um
2)介质厚140um(2*1080pp),孔径0.2mm:孔底蟹脚,厚度14-16um
-- 最终通断测试结果
此批产品在最终通断测试出现45%的断路不良,其中在0.2mm盲孔部位(PP为1080*2)断路不良比率为60%
对比两个实验,主要问题出现在盲孔的电镀上,也就验证了高酸低铜的药液体系不适合做盲孔。
因此,在实验三中选择低酸高铜的填孔药水进行盲孔打底,先把盲孔底部填实,再进行盲孔电镀。
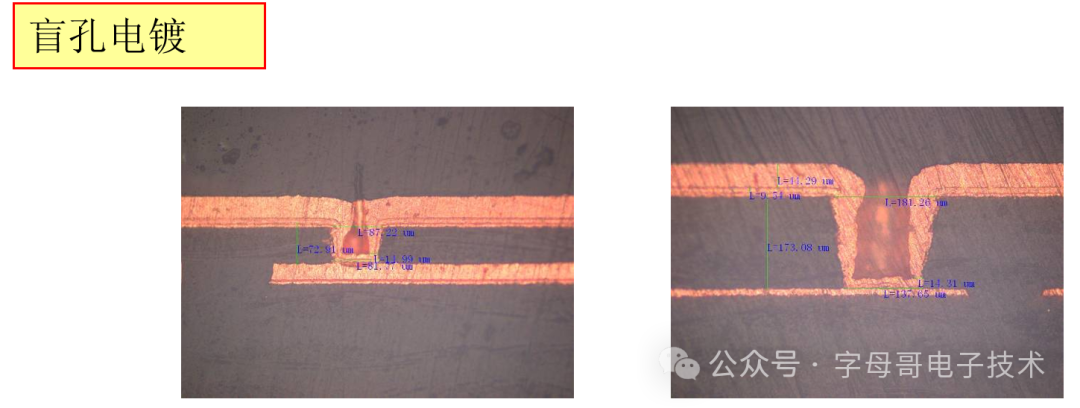
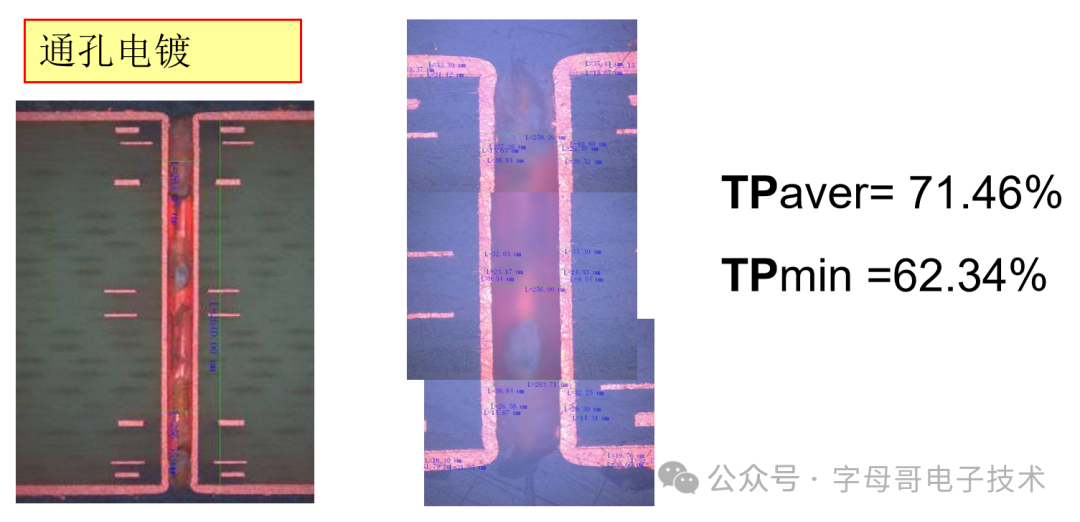
方案三、采用填孔电镀药水打底盲孔再电镀通孔的方法:
1)采用填孔电镀药水打底盲孔,高铜低酸酸铜比和V电镀添加剂,电镀参数8ASF@30min+12@ASF30min
2)采用龙门线加厚,高酸低铜配比和H电镀添加剂,电镀参数10ASF,电镀时间150min
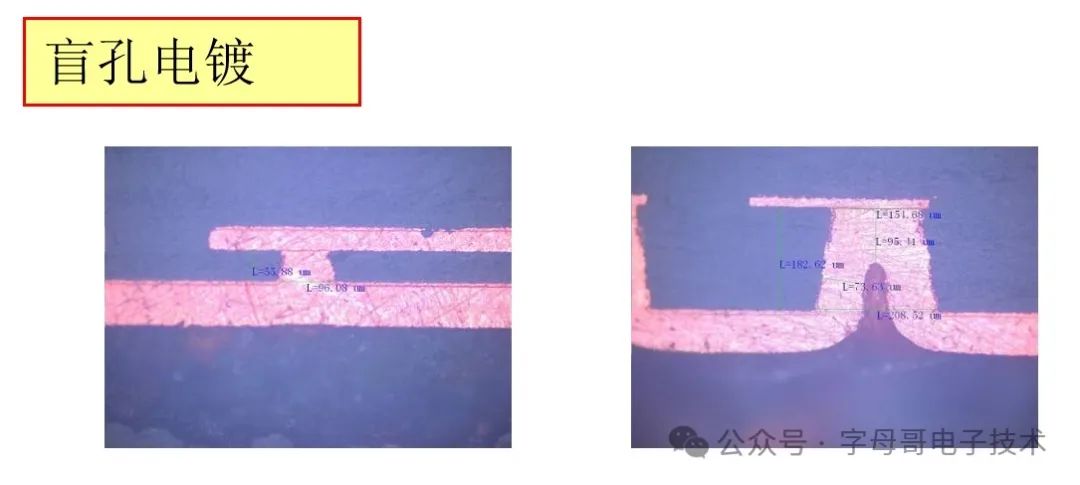
1)介质厚70um(1080pp),孔径0.1mm:盲孔填孔
2)介质厚140um(2*1080pp),孔径0.2mm:盲孔厚度73.63um
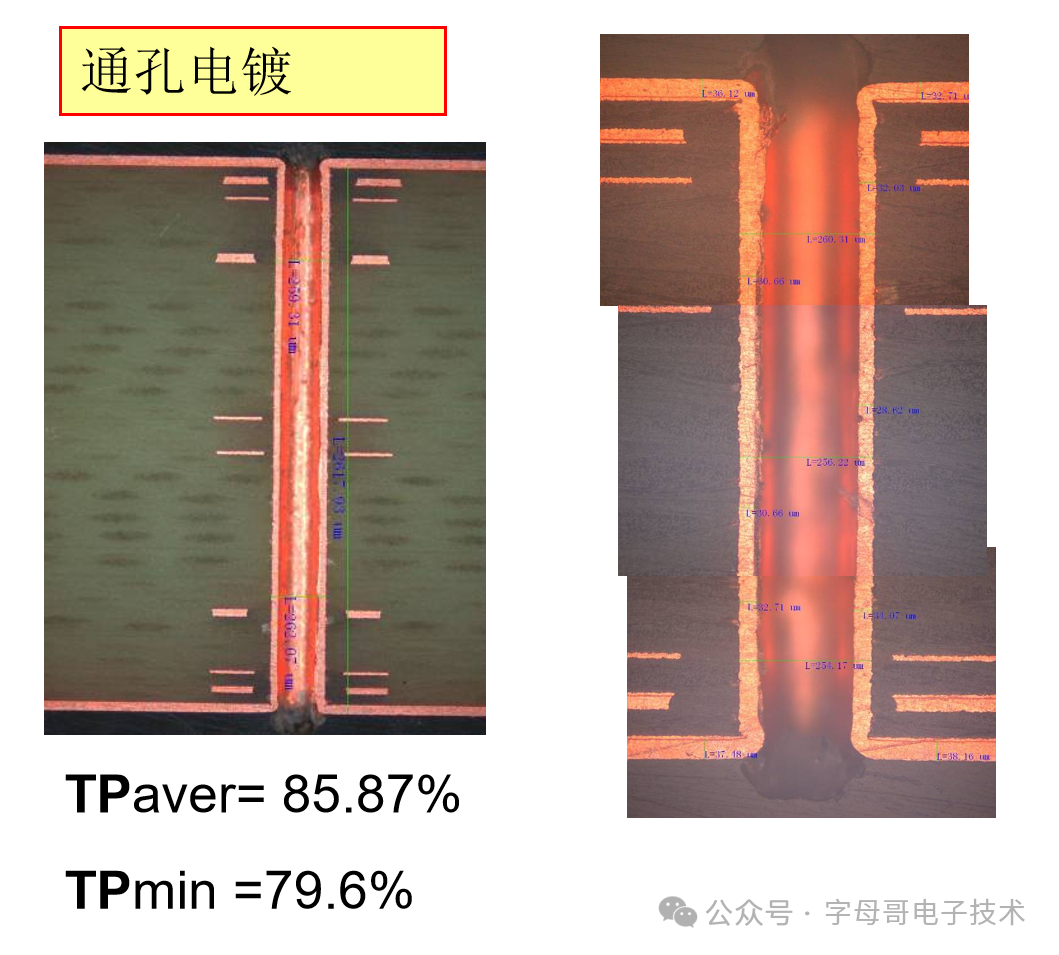
④ 实验设计与结果分析
通过实验对比,不同的酸铜配比及电镀添加剂对于通、盲孔电镀存在不同的电镀效果,而对于高厚径比的HDI板来说,通、盲孔并存,需要找到一个平衡点来对应通孔孔内铜厚及盲孔蟹脚问题。而这样加工的表面铜厚,铜厚一般较厚,必要时还需要采用机械磨刷的方式来达到外层蚀刻的加工要求。
三次试验品在通过最终的铜断测试时,第一、第二批产品分别出现100%和45%的断路不良,尤其在0.2mm盲孔部位(PP为1080*2)断路不良比率分别为70%和60%,而第三批则未出现此种不良问题100%全数通过,改善收到效果。
四、结束语
本次改善为高厚径比HDI板的电镀加工提供了有效的改善方案,但是参数方面还需要优化,以得到较薄的表面铜厚。希望可以为各位同行抛砖引玉,为高厚径比HDI板的加工提出流程短、操作易加工流程。
-
HDI盲埋孔工艺及制程能力你了解多少?2024-12-18 3511
-
HDI板电镀与堆叠过程2024-10-28 1276
-
PCB工艺制程能力介绍及解析(上)2023-08-28 2194
-
PCB工艺制程能力介绍及解析2023-08-25 1613
-
pcb电镀的厚径比jf_47190674 2022-07-20
-
HDI的盲孔设计,你注意到这个细节了吗?2022-06-23 25281
-
大事件!华秋电路制程能力全面升级,首推二阶HDI高多层板2019-09-30 10626
-
高密度互连板与普通HDI板的区别2019-08-01 7833
-
高密度互联板(HDI)中全板电镀工艺2018-03-24 12886
-
PCB线路板电镀加工孔化镀铜工艺技术介绍2017-12-15 7626
-
浅谈高纵横比多层板电镀技术2013-11-07 3310
全部0条评论

快来发表一下你的评论吧 !
