

一文看懂软包锂电池生产工艺及工艺流程
锂电池
描述
软包锂电池简介
软包锂电池只是液态锂离子电池套上一层聚合物外壳。在结构上采用铝塑膜包装,在发生安全隐患的情况下软包电池最多只会鼓气裂开。
软包锂电池参数
标称电压:3.7V
工作电压:2.4~4.2V
标称容量:1250mAh
标准放电持续电流:0.2C
最大放电持续电流:0.5C
工作温度:充电:0~45℃
放电:-20~60℃
产品尺寸:MAX9.5*35*52mm
成品内阻:≤150mΩ
过放保护电压2.5±0.05V
过流值:2~4A
软包锂电池优点
1.安全性能好软包电池在结构上采用铝塑膜包装,在发生安全隐患的情况下软包电池最多只会鼓气裂开,而不像钢壳铝壳电芯那样会发生爆炸。
2.重量轻软包电池重量较同等容量的钢壳锂电轻40%,较铝壳电池轻20%。
3.容量大软包电池较同等规格尺寸的钢壳电池容量高10~15%,较铝壳电池高5~10%。
4.内阻小软包电池的内阻较锂电池小,目前国产软包电池芯的内阻最小可做到35mΩ以下,极大的降低了电池的自耗电。
5.设计灵活软包电池的形状可根据客户的需求定制,开发新的电芯型号。
软包锂电池缺点
现有的软包电池芯型号较少,无法满足市场需求;
开发新的型号成本高。
软包锂电池8大工艺流程全解
软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别除了外壳材料不同,决定了其封装方式也不同。软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
1、软包电芯
所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别除了外壳材料不同,决定了其封装方式也不同。软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜
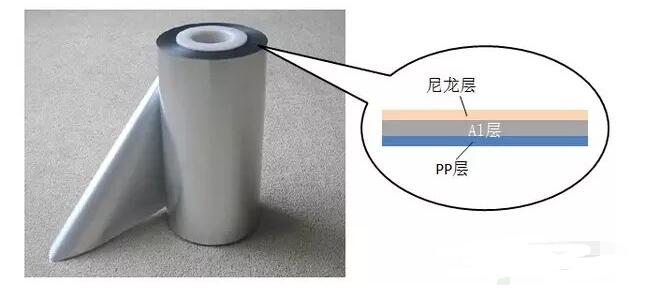
铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、Al层与PP层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
Al层就是一层金属Al构成,其作用是防止水的渗入。锂离子电池很怕水,一般要求极片含水量都在PPM级,所以包装膜一定能够挡住水气的渗入。尼龙不防水,无法起到保护作用。而金属Al在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。Al层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
PP是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。所以电池的热封装主要靠的就是PP层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序
软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图。
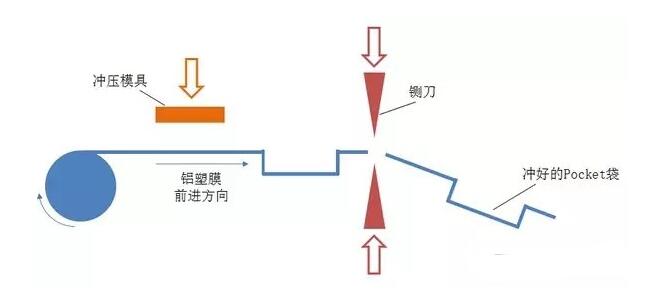
铝塑膜冲好并裁剪成型后,一般称为Pocket袋,见下图所示。一般在电芯较薄的时候选择冲单坑(下图左),在电芯较厚的时候选择冲双坑(下图右),因为一边的变形量太大会突破铝塑膜的变形极限而导致破裂。
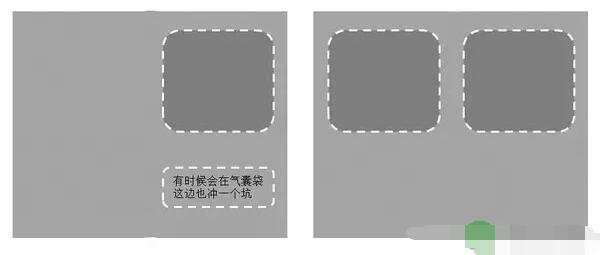
有时候根据设计的需要,会在气袋的位置再冲一个小坑,以扩大气袋的体积。
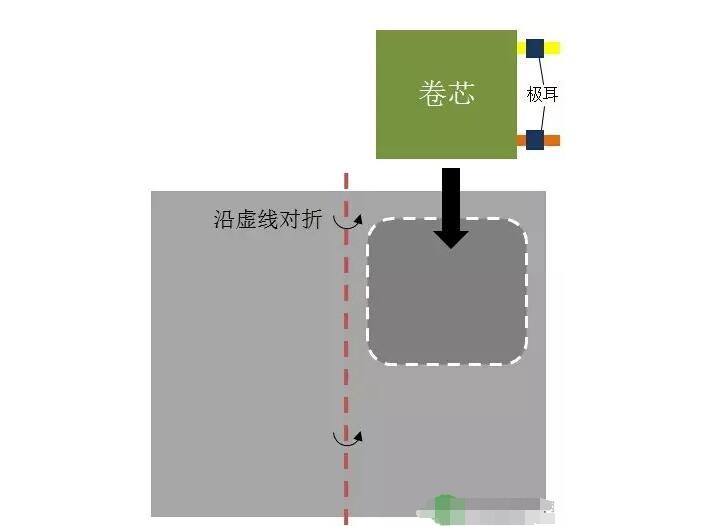
4、顶侧封工序
终于讲到正题了(你是跑题有多厉害!),顶侧封工序是软包锂离子电芯的第一道封装工序。顶侧封实际包含了两个工序,顶封与侧封。首先要把卷绕好的卷芯放到冲好的坑里,然后沿虚线位置将包装膜对折,如下图所示。
下面这种图是铝塑膜装入卷芯后,需要封装的几个位置,包括顶封区、侧封区、一封区与二封区。下面分别进行介绍。
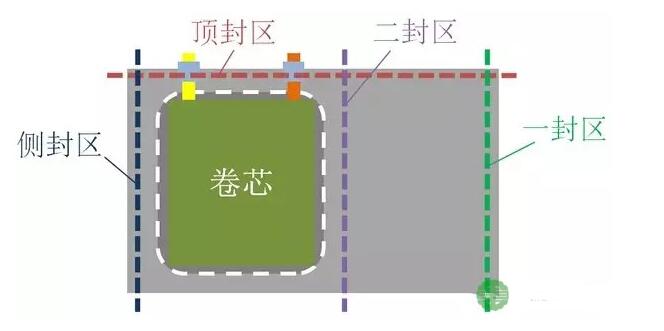
把卷芯放到坑中之后,就把整个铝塑膜可以放到夹具中,在顶侧封机里进行顶封与侧封了。顶侧封机是这样子的:
图中这种型号的顶侧封机带四个夹具,左边那个工位是顶封,右边那个工位是侧封。那两块黄色的金属是上封头,下面还有一个下封头,封装的时候两个封头带有一定的温度(一般在180℃左右),合拢时压在铝塑膜上,铝塑膜的PP层就熔化然后黏结在一起了,这样就封装OK了。
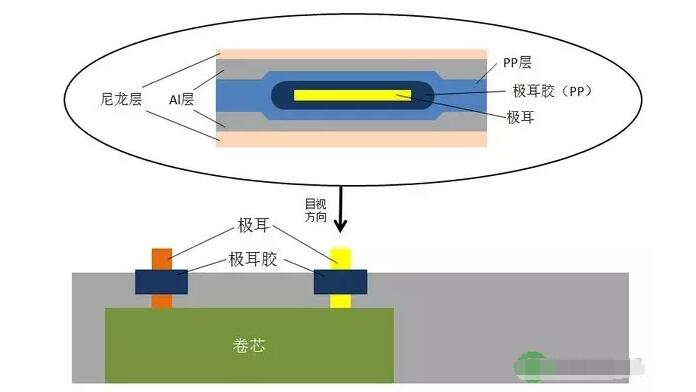
侧封没有什么太多好说的(边电压神马的扯得太远就不讲了),主要来说说顶封,顶封区域的示意图如下图所示。顶封是要封住极耳的,极耳是金属(正极铝,负极镍),怎么跟PP封装到一起呢?这就要靠极耳上的一个小部件—极耳胶来完成了。极耳胶具体的结构我不是很清楚,希望有懂行的人来补充。我只知道它也有PP的成本,也就是说在加热时能够熔化黏结。在极耳位的封装见下图中圆圈部分所示。封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
5、注液、预封工序
软包电芯在顶侧封之后,需要做X-ray检查其卷芯的平行度,然后就进干燥房除水气去了。在干燥房静置若干时间时候,就进入了注液与预封工序。
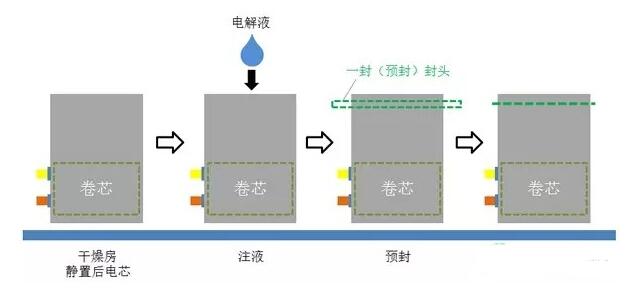
通过上面的介绍我们知道,电芯在顶侧封完成之后,就只剩下气袋那边的一个开口,这个开口就是用来注液的。在注液完成之后,需要马上进行气袋边的预封,也叫作一封。一封封装完成后,电芯从理论上来说,内部就是完全与外部环境隔绝了。一封的封装原理与顶侧封相同,这里就不赘述了。
6、静置、化成、夹具整形工序
在注液与一封完成后,首先需要将电芯进行静置,根据工艺的不同会分为高温静置与常温静置,静置的目的是让注入的电解液充分浸润极片。然后电芯就可以拿去做化成了。
上图是软包电芯的化成柜,其实就是一个充放电的装置,我找了好久没有找到带电芯的图片,大家想想一下电芯夹在上面的画面就OK了。化成就是对电芯的首次充电,但不会充到使用的最高电压,充电的电流也非常小。
化成的目的是让电极表面形成稳定的SEI膜,也就是相当于一个把电芯“激活”的过程。在这个过程中,会产生一定量的气体,这也就是为什么铝塑膜要预留一个气袋。有些工厂的工艺会使用夹具化成,即把电芯夹在夹具里(有时候图简便就用玻璃板,然后上钢夹子)再上柜化成,这样产生的气体会被充分地挤到旁边的气袋中去,同时化成后的电极界面也更佳。
在化成后有些电芯,尤其是厚电芯,由于内部应力较大,可能会产生一定的变形。所以某些工厂会在化成后设置一个夹具整形的工序,也叫作夹具baking(烘烤)。
7、二封工序
刚才说了化成过程中会产生气体,所以我们要将气体抽出然后再进行第二次封装。在这里有些公司成为两个工序:Degassing(排气)与二封,还有后面一个剪气袋的工序,这里我就一起笼统的都称为二封了。
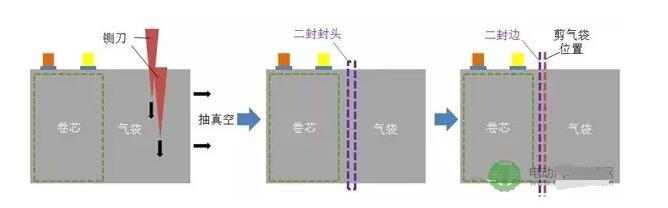
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一小部分电解液就会被抽出。然后马上二封封头在二封区进行封装,保证电芯的气密性。最后把封装完的电芯剪去气袋,一个软包电芯就基本成型了。二封是锂离子电池的最后一个封装工序,其原理还是跟前面的热封装一样,不再赘述。
8、后续工序
因为题主问的是封装,后面的跟封装关系不大,所以二封之后的工序我就一起说了。
二封剪完气袋之后需要进行裁边与折边,就是将一封边与二封边裁到合适的宽度,然后折叠起来,保证电芯的宽度不超标。折边后的电芯就可以上分容柜进行分容了,其实就是容量测试,看电芯的容量有没有达到规定的最小值。从原则上来说,所有的电芯出厂之前都需要做分容测试,保证容量不合格的电芯不会送到客户手中。但在电芯生产量大的时候,某些公司会做部分分容,以统计概率来判断该批次电芯容量的合格率。
分容后,容量合格的电芯就会进入后工序,包括检查外观、贴黄胶、边电压检测、极耳转接焊等等,可以根据客户的需求来增减若干工序。最后就是OQC检查,然后包装出货了。
- 相关推荐
- 热点推荐
-
软包电池生产的工艺流程2024-05-07 6515
-
PCB生产工艺流程.zip2022-12-30 2275
-
电池包生产工艺流程2022-01-29 7202
-
芯片生产工艺流程是怎样的?2021-06-08 11930
-
贴片电阻的生产工艺流程如何2021-03-11 3325
-
一文看懂铝基板生产工艺流程2018-02-27 45939
-
动力电池的工艺流程(资料下载)2016-01-07 5426
-
电池生产工艺流程2013-10-30 3657
-
锂离子电池原理及工艺流程2009-12-15 3462
-
电池钢壳生产工艺流程2009-11-18 9413
-
圆柱电池生产工艺流程图2009-11-06 11370
-
镉镍电池生产工艺流程2009-10-30 4026
-
饲料生产工艺流程图2009-03-30 12288
全部0条评论

快来发表一下你的评论吧 !
