

什么是白光电烙铁_白光电烙铁控制电路工作原理
电子常识
描述
什么是电烙铁
是电子制作和电器维修的必备工具,主要用途是焊接元件及导线,按机械结构可分为内热式电烙铁和外热式电烙铁,按功能可分为无吸锡电烙铁和吸锡式电烙铁,根据用途不同又分为大功率电烙铁和小功率电烙铁。
电烙铁结构
电烙铁分为外热式和内热式两种:
外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有25W、45W、75W、100W等,功率越大烙铁头的温度也就越高。
内热式电烙铁由手柄、连接杆、弹簧夹、烙铁芯、烙铁头组成。由于烙铁芯安装在烙铁头里面,因而发热快,热利用率高,因此,称为内热式电烙铁。内热式电烙铁的常用规格为20W、50W几种。由于它的热效率高,20W内热式电烙铁就相当于40W左右的外热式电烙铁。内热式电烙铁的后端是空心的,用于套接在连接杆上,并且用弹簧夹固定,当需要更换烙铁头时,必须先将弹簧夹退出,同时用钳子夹住烙铁头的前端,慢慢地拔出,切记不能用力过猛,以免损坏连接杆。

电烙铁使用方法
1、选用合适的焊锡,应选用焊接电子元件用的低熔点焊锡丝。
2、助焊剂,用25%的松香溶解在75%的酒精(重量比)中作为助焊剂。
3、电烙铁使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
4、焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
5、焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
6、焊点应呈正弦波峰形状,表面应光亮圆滑,无锡刺,锡量适中。
7、焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
8、集成电路应最后焊接,电烙铁要可靠接地,或断电后利用余热焊接。或者使用集成电路专用插座,焊好插座后再把集成电路插上去。9、电烙铁应放在烙铁架上。
什么是白光电烙铁
白光是日本HAKKO公司,专业生产电烙铁,在无锡有生产公司。白光电烙铁就是白光公司生产的电烙铁。目前市场上有进口白光电烙铁,国产白光电烙铁和众多仿白光电烙铁;目前电烙铁已从普通电烙铁发展到调温电烙铁,到现在的数字可调恒温电烙铁。
白光电烙铁电路原理图
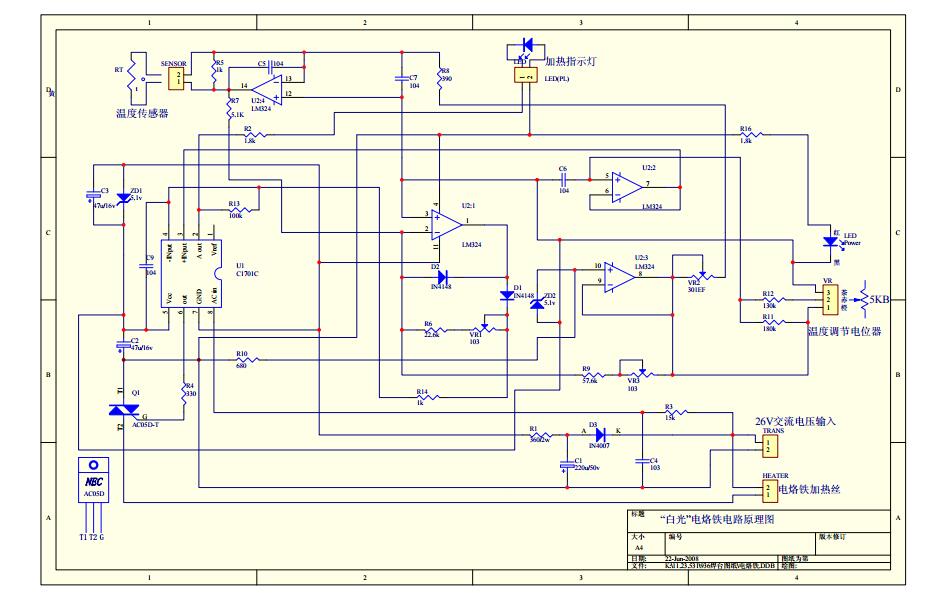
T12白光电烙铁控制电路控制原理分析
T12白光电烙铁,其烙铁头内部的加热丝与热电偶串联,两个引脚既是电源的输入线,也是热电偶信号的输出线。一般的控制电路的电路原理图一般如下:
电路的工作过程如下:
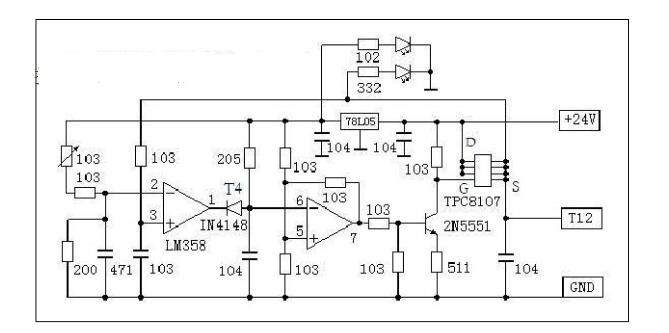
白光V3.0实测电原理图
①电路中运放LM358的2脚预置了热电偶在设定的温度下的信号电压值(mV级的),当电路上电时,LM358的3脚电压低于2脚,运放的输出端1脚输出低电平,二极管T4将另一个运放的6脚箝位为低电平,其输出端7脚会输出高电平。这个高电平经103的电阻传递给三极管2N5551,三极管将饱和,其集电极电位降低。两接到三极管C极的MOS管TPC8107的G极点位降低而使MOS管导通,电源经D极到S极开始为T12供电。
②电源为T12供电时,电源电压通过103的电阻为电容器C103充电,短时间可使运放3脚的电平高于2脚,运放的1脚翻转为高电平。
③T4将1脚的高电平隔离,6脚通过205的电阻给104的电容缓慢充电,延时到运放6脚电位高于5脚时,运放7脚输出低电平,三极管截止,TPC8107也截止,停止向T12供电。
④一旦TPC8107截止,停止向T12供电。则LM358的3脚电压将迅速变为低电平。但是这个低电平实际上等于从T12内部的热电偶通过103的电阻传来的热电偶的信号电压。如果此时热电偶的信号电压还低于预置的运放2脚电平,则电路状态将重复①的过程,进行①——②——③——④的循环。如果此时热电偶的信号电压已经高于预置的运放2脚电平,则意味着烙铁头温度已经达到预设值,LM358将不会翻转,电路不会向T12供电。这个停电的过程一直等待运放3脚的电平再次降低到2脚的预置值以下,才开始再次翻转为T12供电。使烙铁头升温。这样的动作保持着T12烙铁头的恒温状态。
总言之,控制电路是脉冲状态地为T12供电,脉冲宽度取决于运放5脚上205的电阻给104电容充电的速度。脉冲间隔很小,取决于运放3脚上103电容器的电荷经103的电阻再经T12的发热丝泄放的速度。在脉冲间隔期间,电路才真正检测热电偶的信号,确定脉冲供电是否应该继续进行,从而实现烙铁头的恒温。
-
 莱茵瓶
2019-01-25
0 回复 举报分析的很透彻,理解了 收起回复
莱茵瓶
2019-01-25
0 回复 举报分析的很透彻,理解了 收起回复
- 相关推荐
- 热点推荐
- 电烙铁
-
白光936电烙铁原理图纸-电路图2008-12-09 36843
-
焊接必备--电烙铁2011-09-28 6615
-
电烙铁头使用细节2011-10-18 7619
-
t12白光电烙铁2016-01-16 14124
-
电烙铁的工作原理,电烙铁如何选用?2021-03-16 6282
-
白光电烙铁电路原理图2008-12-07 4672
-
电烙铁控制电路2009-09-25 1264
-
恒温电烙铁的工作原理及制作方法2009-12-27 10376
-
自制恒温电烙铁电路图 (广广州黄花恒温电烙铁)2010-02-27 17559
-
白光烙铁控制电路2016-03-16 1076
-
白光900系列烙铁头2016-05-23 962
-
电烙铁的工作原理2018-08-28 64556
-
可控硅调温电烙铁电路图2020-03-09 28068
-
高效多功能电烙铁的工作原理_高效多功能电烙铁的优点2020-04-08 3350
-
电烙铁的工作原理和注意事项2024-01-25 8907
全部0条评论

快来发表一下你的评论吧 !
