

多回路PID控制器在热熔胶机的应用
控制/MCU
描述
热流道系统是塑胶模具生产设备中的重要组成部分,热流道系统一般由热 喷嘴 、分流板、温控箱和附件等几部分组成。配合使用于各种不同类型的塑胶零件成型,其工作原理是在注射模内装上分流板及热嘴,利用加热和温度控制的原理,使模具的流道部分保持熔融状态,制品的浇口如同直接接触到注塑机的射嘴一样,那么成品在脱模时就不会拖着一条或者多条胶口。一套完整的热流道系统是由平衡式分流板、热嘴、高精度 温度控制器 组成。伴随着模具行业的发展,热流道系统也日益发展起来。
温控箱包括主机、 电缆 、 连接器 和接线插座等。热流道附件通常包括 加热器 和 热电偶 、流道密封圈、 接插件 及接线盒等。
塑料温度的控制。在热流道模具应用中塑料温度的控制极为重要。许多生产过程中出现的加工及产品质量问题直接来源于热流道系统温度控制得不好。如使用热针式浇口方法注射成型时产品浇口质量差问题,多型腔模具中的零件填充时间及质量不一致问题等,如果可能应尽量选择具备多区域分别控温的热流道系统,以增加使用的灵活性及应变能力。
而且,随着目前模具要求变高,对温控要求提出更高的要求,目前在该领域能够投入研发生产的单位并不多,国内还在采用80年代初期从国外进口仿制产品。
二、4回路温控器的开发应用
厦门宇电自动化科技有限公司采用存储容量的单片CPU,大量采用SMD贴片工艺,仅用2片 线路板 ,4层板技术。采用14位A/D 转换器 ,0.2级精度 。开发全新的4路PID温度调节工控D5模块,可安装在DIN导轨上,每个模块安装宽度仅为22.5mm,是目前全球同类产品中安装宽度最小的;且在22.5mm宽度内。该产品既可通过与计算机通讯来实现对仪表的各项操作及参数显示,也可采用 1394 连线外接宇电E8型专用显示器设置仪表内部全部参数,按照安装操作更灵活方便。AI-7048D5多回路温控系统图
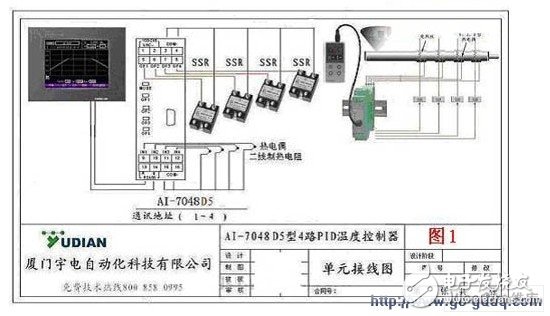
图1
实现了多路并行控制,控制精度更高,集成度更大,反应灵敏。D5系列工控模块不仅可以通过 RS485 通讯接口与计算机或 触摸屏 连接组建测控系统;PLC配套使用,作为PLC的扩充温控系统(无论从性价比还是专业性角度来看,都超过PLC的模拟量控制功能),操作人员直接通过中文显示的触摸屏进行操作,比操作仪表和记录仪更直观简便。这样的系统不仅具备计算机的记录与联网功能,而且操作又不像台式计算机那样脆弱、复杂和不能在现场应用的缺陷,它可以像仪表一样运用于现场,且操作简单方便。此系列工控模块的推出,为测控系统提供了一个操作简便、专业性强、性价比高的完美可靠的解决方案。
推出的AI-7048型4路PID温度控制器,能测量及控制4路温度。采用热电偶输入,SSR固态 继电器 电压输出,可支持4路可编程测量输入回路,支持K、S、E、J、B、N、T、WRe5-WRe26等多种规格热电偶输入,自动冷端补偿,也可以输入mV线性信号,并可以自由进行刻度定义。各输入回路均具备数字滤波,且滤波强度可以独立调整或取消滤波。该仪表均采用高性能 元器件 ,大大降低了温度漂移,并使4个通道之间相互干扰降低,从而使多路测量在精度及抗干扰性能方面也达到了与单路 测量仪 表相当的水准。每个回路都具备独立的上、下限报警功能,并且其报警输出位置可以编程指定。不同输入回路的上限或下限报警信号既可编程为同一报警通道输出,也可从不同的通道输出。适合于同一台设备中有多温区控制分低、中、高温或安装位置窄小或控制与显示分离安装。
由于热流道系统的 开关 机操作的特殊性采用触摸屏的软PLC功能,在人机上增加控制按钮如:【开启/停止】、【顺序加热】、【就绪功能】、【倒计时结束】、【控制/待机】、提高机器的自动化程度,实现了控制器一机多用的功能。
三、控制系统方案概况:
机器的各种动作和运动控制也由PLC进行, 人机界面 采用触摸屏,可以在屏幕上对温控模块进行参数设定和修改,并随时查看各个电砖的温度情况和生产情况。在人机上可增加控制按钮如:【开启 / 停止】、【顺序加热】、【就绪功能】、【倒计时结束】、【控制 / 待机】;人机控制界面图
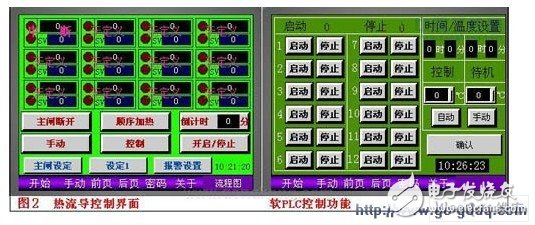
图2
1、顺序加热控制:
设定:按【顺序加热】为1# 仪表开始加热到控制温度(180℃)同时计算加热到170℃时,与控制目标180℃,差10℃时(170℃),之后立即启动其他的回路加热(温差范围可设定);即给其他仪表下传给定值+180℃在仪表的SV窗口显示【180】℃;( 设置SV值0℃停止,设置+180℃加热);
2、就绪功能控制:
设定:【就绪功能】为所有的加热回路加热到设定温度(180℃)后,【倒计时结束】5~60分钟(时间设定)后驱动一个逻辑输出点动作;
3、每一路温控可单独设置:控制温度(SV);待机温度、(SV);超温温度;设定:控制、待机温度控制:在设置界面上按下【控制 / 待机】按钮系统以一个较低的温度运行例:控制温度为180℃、待机温度为100℃;
当工人中午下班时按下【 / 待机】按钮系统以100℃运行,上班再次按下【控制 / 】按钮时又以180℃运行,此为手动控制模式(注:设立控制与待机2个SV设定窗口;设有【手动 / 自动】按钮切换;
设定:用时钟来实现自动控制,如:在中午12:00下班时自动待机【 / 待机】温度自动控制在100℃;1:30又自动回到【控制 / 】温度控制在180℃,( 时间可设置,24小时轮回 );
4、设定:独立的开关启停给定值 (设置SV值180或0 ) 作为【开启 / 停止】参数;
四、系统优点 :
采用本系统可以有如下优点:
温度控制模块则采用4路PID温度控制模块,温控模块本体带SSR的电压温控输出,因此集成度非常高,而控制性能也大大提高,而造价则大大降低。
以AI-7048D5型4路来进行温度控制的方式,可以自动按设定的温度将加热板调节到预定温度。在触摸屏上可选择【控制】于【待机】这样可以省去大量的设备试机和预热时间,提高设备的生产率。
采用触摸屏作为人机操作界面,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,方便操作,可以实现1人多机。系统可以对设备生产的设备故障和操作失误进行报警,提高设备的安全性。
实时观察:用多曲线的形式来直观的显示4个通道的曲线于数据,实时显示该时间段内相关通道间被测量的变化关系。按通道顺序排列1、2、3、4固定组合在一起的通道组合,对于需要比较关键参数通道可将仪表地址编排在同一组显示趋势曲线,这样就更好的进行比较分析工艺参数的对象变化。点击【数据框】返回【实时画面】通道。在历史曲线画面点击【S】可选择启用单条或4条曲线显示趋势变化;查询历史数据设置起始时间及时间跨度;设置数据范围使曲线显示在图表中央,不同的数据范围启用单条查询。历史画面的功能画面右下角 点击【S】查询,触摸屏显示是当前的起始时间,改倒退起始时间:年/月/日/时/分/秒;修改时间跨度:时/分/秒设置;点击【确认】按钮,系统即刻显示历史曲线、数据报表;
故障查询:具有故障报警功能,当 传感器 开路(274℃ / 900℃)、短路(-208℃)、超温报警功能;报警时人机显示故障名称:【传感器开路 / 短路】,并驱动一个逻辑输出点动作:
应用过程中区别对待报警类型,对超温温度的应用:为测量温度大于控制温度加上超温温度时输出报警信号(在屏的软件上增加偏差报警功能,可设定【超温报警】值。所有的报警将记录的CF卡内,便于追忆故障。
五、设备调试
1、控制系统型号:AI-7048D5型4路PID控制器;AI-3013D5开关量输出模块;AI-触摸屏人机界面;
2、参数设置:AI-7048D5型4路PID控制器; 参数表1

3、自整定:参数设置界面具有自整定功能按钮;自整定实现0与1的关系;对于熟悉的系统可直接输入已知正确的P、I、D、CtI,无需启动自整定(AT)功能。
自整定是让温控器执行ON/OFF(位式)控制,经2-3次振荡周期后仪表内部 微处理器 根据位式控制产生的震荡,分析其周期、幅度及波形来自动计算出P、I、d等控制参数。系统在不同给定值下整定得出的参数值不完全相同,执行自整定功能前,应先将给定值设置在最常用值或是中间值上,如果系统是保温性能好的电炉,给定值应设置在系统使用的最大值上,再执行启动自整定的操作功能。设置参数dF(回差)的设置。
每个通道可独立自整定,整定出各个温区的温度。
将原来的分区控制改为对每个电砖进行独立温度采样和独立输出控制,可以对热板进行温度控制方案编程,可以按逐个电砖进行控制,提高温度控制精度和加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。
采用AI模糊控制方案技术结合PID算法控制,可以减少常规PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的预热调温时间。
可以将加热元件的温度状况与设备其它动作以最优的方式相结合,保证设备在最佳条件下进行工作,减小试生产时的材料消耗,提高设备的安全性,保证设备所生产的产品质量完美。
热流道的多区温度控制。用户若需要购买大尺寸复杂的热流道系统,或加工对温度敏感,加工参数范围狭窄的塑料,则应选择具有多区域分别控温的热流道设计方案,这样用户可根据需要对温度分布进行局部调整和控制。一个理想的热流道系统应该有均匀一致的温度分布,但实际上会有多种原因导致热流道各处温度的不同,如热流道加热元件的质量原因,热流道系统与模具结合配合处热量的过度丧失,塑料熔体在热流道里各处剪切热的不同等,热流道系统尺寸越大越复杂,就越应该选择具有区域温度控制的热流道温度控制系统。
结束语:
采用触摸屏作为人机操作界面,可以随时直观地了解设备的生产状况,按照预先设计好的控温循序【开启/停止】、【顺序加热】、【就绪功能】、【倒计时结束】、【控制/待机】、温度自动升到所需的设定温度,(确保加热均匀)根据原料的特性设置需更长时间(约10至15分钟),提高机器的自动化程度,使模具温度升高到生产时所需的设定温度,之后再加热热流道系统至塑胶的工作温度。提高机器的现代化程度和自动化程度,方便操作,可以实现1人多机。系统可以对设备生产的设备故障和操作失误进行报警,提高设备的安全性。
- 相关推荐
- 热点推荐
- PID控制器
-
PID控制器的含义2023-03-09 4934
-
自动化过程的绝佳选择PID控制器是什么?2021-05-03 4034
-
PID控制器的工作原理2020-06-18 5430
-
PID控制的理论和PID控制器设计的及PID控制器参数整定的以及分析2019-12-04 1844
-
pid控制器工作原理2019-07-18 11787
-
PID控制器控制电压的详细介绍和PID控制器的C程序的概述2018-06-07 2446
-
pid控制器的输入输出_PID控制器的控制实现2018-06-01 31138
-
13个基于PID控制器的设计实例2017-11-15 7082
-
基于RX和RL78的PID控制器设计应用2017-09-15 1399
-
多回路自动浇水控制器源程序2016-10-06 8613
-
PID回路控制的原理与调试2012-01-04 6207
-
AMC系列多回路监控单元在智能配电回路中的应用2011-12-16 3151
-
什么是pid控制,什么是pid控制器2008-09-10 18102
全部0条评论

快来发表一下你的评论吧 !
