

介绍机器人焊接系统中的2种夹具设计与快换方式
电子说
1.4w人已加入
描述
便捷的夹具快换可大大提高焊接系统的设备利用率,使用户可以根据需求随时调整生产,减少重复性投资和设备闲置。同时,利用夹具快换功能,还可实现在新产品试制和小批量生产阶段先投夹具,在现有机器人焊接线上生产,批量生产阶段前再建新的焊接线。
整根夹具梁快换的设计和快换方式
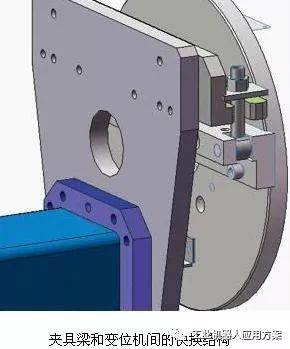
夹具梁和变位机间的快换连接:夹具两侧安装定位销,变位机法兰一侧采用定位销套,另一侧采用键槽的定位方式。连接时,夹具两侧的定位销依靠重力插入销套和键槽中定位,连接板两侧的翻转螺钉压紧连接板。这种快换结构简便可靠,定位重复性效果好,已经成为通用快换结构标准。
夹具重量通常为200~400kg,要想快捷省力地更换夹具,就需要使用辅助工装来升降和移动夹具。单梁夹具的辅助工装可以使用液压堆高叉车改造,在叉车上加装夹具梁锁紧结构防止夹具侧翻,或者在夹具梁上安装可快速拆换的叉车靴套。
小件夹具及部件快换的设计和快换方式
当单根夹具梁上夹具的互换性高时,可以使用标准快换式夹具梁。此时夹具梁上的定位销按标准尺寸分布,小件夹具可用其底板上的标准尺寸定位套与梁配合定位,使用开口快换垫圈快速夹紧。当夹具需要更换部件以适应不同型号的工件在同一套夹具上生产时,也可使用同样的结构。
小件夹具或快换的部件人工更换时重量要控制在20kg左右,否则需要专用辅助工装。部件更换时,气缸与阀间的气管可通过多路快换接头拆开,阀留在夹具梁上,供替换夹具重复使用。电控线缆连接采用多针航空插头断开。
应用上述快换结构,单套夹具更换时间可控制在10min内,可大大提高机器人焊接系统的整体生产效率。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焊接机器人焊接方式有哪些?2023-11-23 4606
-
机器人焊接系统基本组成结构详解2023-07-17 3708
-
焊接机器人的驱动方式有哪些?2023-07-07 1953
-
机器人焊接设备详解2023-01-04 2558
-
浅谈机器人快换盘的安全性2022-04-25 1925
-
工业焊接机器人实训平台介绍2021-07-01 3081
-
激光焊缝跟踪传感器协助川崎机器人对汽车车架焊接寻位引导纠偏2020-12-02 1370
-
焊接机器人的结构与原理2020-11-16 7940
-
焊接机器人的结构组成是什么?2020-03-20 2604
-
焊接机器人加装激光焊缝跟踪传感器是焊接自动化的发展趋势2020-03-16 1622
-
基于机器人的曲线焊接系统2018-03-13 5274
-
焊接机器人编程入门与编程技巧介绍2018-02-28 91102
-
机器人焊接技术在车身焊接工艺的应用2017-09-12 4531
全部0条评论

快来发表一下你的评论吧 !
