

虚焊现象的发生及其预防对策
描述
1.虚焊现象及其判据
1.1.虚焊现象
现象1:表面不润湿,焊点表面呈粗糙的形状、光泽性差、润湿性不好(润湿角θ>90度), 如图1所示。此时钎料和基体金属界面之间为一层不可焊的薄膜所阻档,界面层上未能发生所期望的冶金反应(形成适当厚度的合金层Cu6Sn5+Cu3Sn) 。这是一种显形的虚 焊现象,从外观上就能判断。
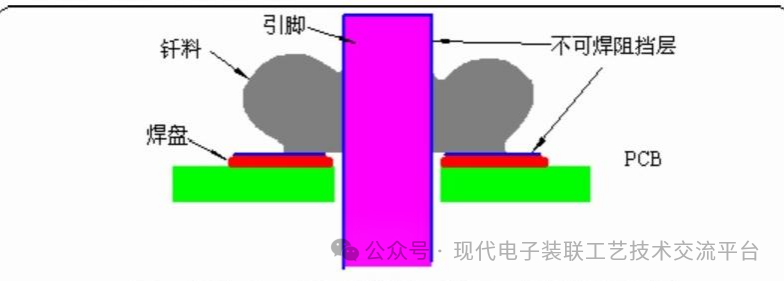
图1 虚焊现象1(界面为阻挡层所隔,未发生冶金反应)
现象2:表面润湿,但钎料和基体金属界面未发生冶金反应(未形成适当厚度的合金层 Cu6Sn5+Cu3Sn ), 如图2所示。它是一种稳形的虚焊现象,外观不易判断,因而危害 极大。
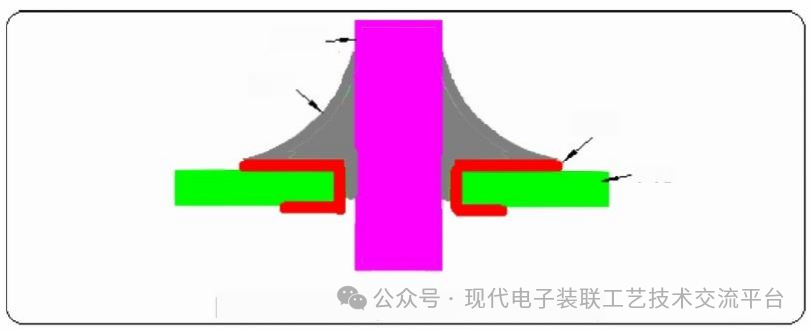
图2 虚焊现象2(界面未发生冶金反应)
1.2.虚焊的判据:上面所表述的两种不同的虚焊现象,其共同特点都是结合界面未发生冶金反 应,未形成合适厚度(1.5~3.5)μm 的合金层。因此, 接合界面上是否形成了合适厚度的 铜锡合金层就构成了虚焊现象的唯一判据。此时若将焊点撕裂,就可发现钎料和基体金 属之间相互成犬牙交错状的裂痕,即基体金属上有钎料残留物,钎料上也有基体金属的 痕迹。相反,若将虚焊点撕裂时,在基体金属和钎料之间没有任何相互楔入的残留物,而是很清楚的相互分开,好似用浆糊粘往的一样。
2.虚焊的形成机理
2.1.软钎接过程中所发生的物理现象
2.2.1.软钎接接合的物理过程
通过软钎接,金属为什么会接合到一起并形成连接强度呢?以常用的锡-铅合金 软钎料来说,它是通过软钎料润湿接合金属表面,利用扩散作用在界面产生合金层(金属 间化合物),从而结成一体。以波峰焊接为例,在合适的温度作用下,焊点在软钎接过 程中所发生的物理化学过程,按照发生的先后可描述如下:
2.2.2 润湿作用及Young 定理
2.2.2.1 润湿作用
软钎接过程中接合作用的第一步,是软钎料借助毛细管现象在接合金属表面上 充分铺展开,这现象就叫做润湿。
为使熔融的软钎料润湿固体金属表面,必须具备一定的条件。其条件之一就是 被焊金属表面必须是洁净的。这样软钎料与被接合的基体金属的原子间距离才能接近到 原子间力作用的程度。
2.2.2.2 润湿过程中的作用力
(1).作用于原子间的力
在高温下具有粘性的二相同金属间,只要在高温下加上不大的压力,就可以使 它们之间相互紧密贴合。软钎接时,因为软钎料处于熔融状态,在金属表面产生润湿, 不需加外力,只要基体金属表面是洁净的,就能很容易地达到原子间力作用所需要的距 离。
(2).熔融金属的聚合力及附着力
润湿是物质所具有的聚合力的作用结果,而紧密贴合与表面张力有关。产生表 面张力的原因是聚合力。为了分析此问题,我们以在玻璃管中的液体和管壁接触部位的 状态来说明,如图3所示。
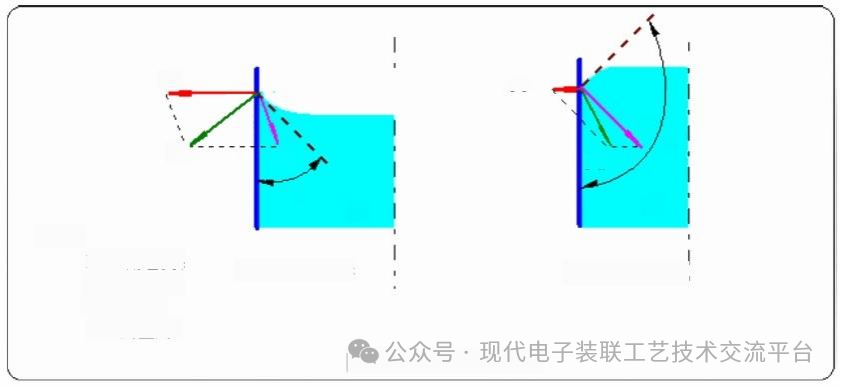
图3.附着力及聚合力
在图3中,液体分子受到对玻璃壁的附着力F f 及液体本身的聚合力Fc 的作 用(忽略重力作用),按液面形状作用于液面分子的外力是垂直于液面的。图3(左)由于水 与玻璃壁之间的附着力大,所以合力 F d 的方向是指向玻璃壁内的。因此,合力 Fd 与 成直角的液面成为凹面。当出现这种凹面时,因表面张力作用产生收缩力,而使管内液 面上的压力减少。然而在同一液面上各点的压力必然是相等的,所以液面上升。
在软钎接中,润湿和熔融钎料的聚合力及基体金属的附着力有关,聚合力越弱, 即固体面与液体原子的附着力比液面原子聚合力越大,越易产生毛细管现象。
由此可知,为实现软钎接,首先要产生润湿,由于润湿,当软钎料与基体金属 的原子间距离非常接近时,原子的聚合力即发生作用,使软钎料与基体金属合并为一体,完成了接合。
(3).表面张力
表面张力是在液体的表面分子因受聚合力的作用而被拉向液体内部,成为表面 面积最小时所发生的。在液体内部的每个分子,被其它分子所包围,受力状态是平衡的。 而液面的分子,因其上部存在着不同的相,而这个相的分子密度小,因而受到垂直于液 面并指向液体内部的力。因此,在液体表面产生结膜现象,使表面面积收缩为最小(球形)。 这种力就是表面自由能,该力称为表面强力。
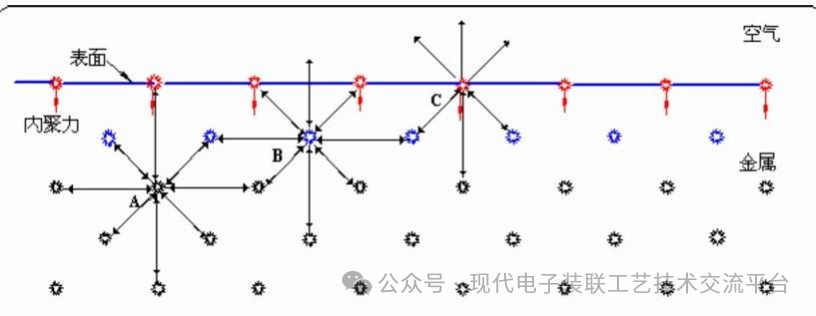
图 4 金属表面能量的示意图
(4).毛细管现象在洁净的固体金属表面上,放置熔融状态的洁净钎料,钎料液体就会在 固体金属表面扩展并润湿固体金属。这一现象是液态钎料在固体金属表面的细小凹凸间 隙中,借助于毛细管现象,向四方扩展而引起的。
2.2.2.3.Young 定理
液态钎料在固体金属表面的润湿过程,则产生下述自由能,如图5所示。 图5中:F SF : 固体金属与助焊剂之间的界面张力(自由能);
F LS : 液态钎料与固体金属之间的界面张力(自由能);
F LF : 液态钎料与助焊剂之间的界面张力(自由能);
0 :接触角;
cosθ: 润湿系数。
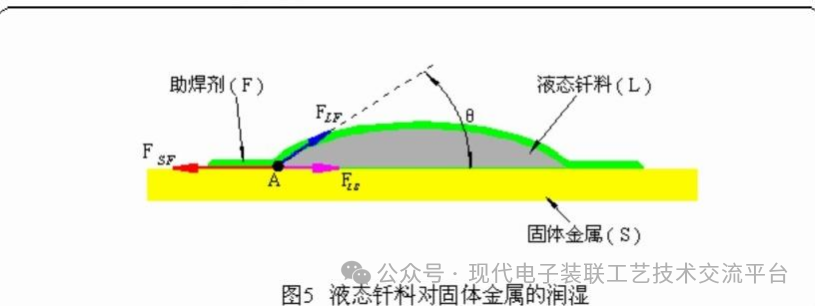
这些自由能之间的关系可以用Young 定理来描述,即:PSF=PLS+PLFcos0
(1)设附着功为Wa ,其近似值可用下式表示:Wa=PSF+PLF-PLS
(2)由式(1)和式(2)可得到:Wa =PLS+PLF cosθ+PLF—PLS
= PLF (cosθ+1)(3)
图5中的 “A” 点上三个矢量的平衡状态,表示了表面能的平衡, PLF 是作用于与液体曲面相切方向的液体的表面张力,也就是使液态钎料表面积为最小的力。0为 1800时,为完全不润湿状态,而θ为00 时,为完全润湿。在工业批生产中可作如下分级:00≤0≤300 润湿优良 300≤0≤400 润湿良好 400≤0≤550 润湿可接受 550≤0≤700 润湿不良 2.2.3.扩散作用及 Fick 定理
2.2.3.1.扩散作用
在接合过程中,在发生润湿现象后立即伴有扩散作用,因而形成了界面层或合 金层。因晶格中金属原子不断地进行着热振动, 当温度达到足够高时,就从一个晶格向 其它晶格自由移动,这现象称为扩散。移动的速度及数量与温度和时间有关。
扩散随钎料、固体金属的种类及温度等的不同而各异, 由扩散而形成的中间层, 对接合部的物理、化学性能,特别是机械性能、抗蚀性能有很大的影响。
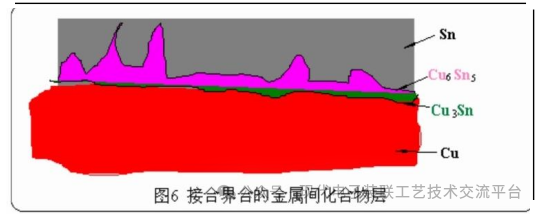
软钎接中,钎料在基体金属的晶粒中的扩散称体扩散,扩散到基体金属内部晶 粒中的 Sn 可产生不同组分的界面合金层,如图6所示。
2.2.3.2 金属间化合物
软钎接是依靠在接合界面上生成合金层而形成连接强度的。这种合金层通常是 一种金属间化合物。这种以合金的金属成分按原子量的比例结合的化合物,叫做金属间 化合物。
当用Sn/Pb 系钎料焊接铜时,钎料中的Sn 向铜中扩散而产生Cu-Sn-Cu 的结合, 这种结合与接合有关。在普通温度下生成 Cu3Sn(e 相)(基体金属侧)、Cu6Sn5(n 相)(钎 料侧),而在300℃以上时则将出现Cu31Sn8(y 相)以及其它结构不明的合金。
金属间化合物是一种硬度高而脆性大的合金相。铜与锡的化学亲合力很强,因 此,在钎接界面上铜与锡形成的金属间化合物生长很快,据有关资料介绍,纯锡在265 ℃液态下与铜生成的金属间化合物层, 一分钟就能达到1.25μm 的厚度。
2.2.3.3.Fick 定律 Fick 定律描述了在软钎料过程中扩散现象发生的规律:dm=-DS dt
(4)
式中: dm — 钎料组分的扩散量;
D 一 扩散系数;
S 一 扩散面积;
一 沿扩散方向扩散组分的浓度梯度;
dt — 扩散时间。
由公式(4)可知,扩散数量与浓度梯度、扩散系数、扩散面积、和扩散时间有关。公式中的负号表示扩散是由高浓度向低浓度方向进行,当钎料中某些组分的含量比被焊金属高时,由于存在浓度梯度,就会发生该组分向被焊金属中扩散。一般固态金属在液相中的扩散系数约在10-5g /cm2 sec 数量级。 所以被焊金属在液态钎料中的扩散速度比液态钎料在固体的被焊金属中的扩散速度要大的多。
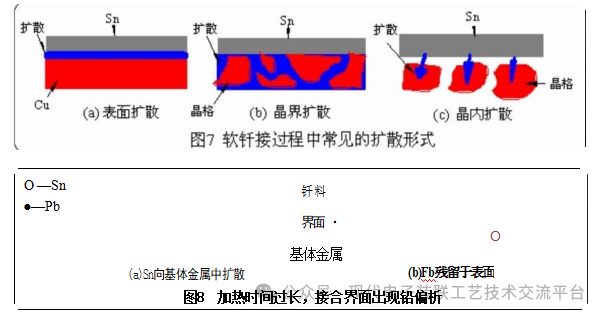
液态钎料向被焊的固态金属中扩散常见的形式为:液态钎料沿被焊金属表面、结晶内部以及晶界等方式进行。对于用锡-铅钎料钎接铜时多发生沿表面和晶内的扩散方式,如图7所示。
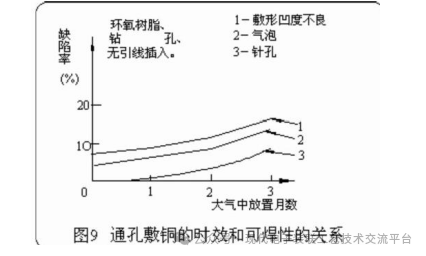
用Sn/Pb 系钎料焊接铜时,锡和铜能形成合金,而铅不与铜形成合金。因此,只有 Sn 以一定速度扩散到基体金属铜中去,而铅不进行扩散(原地不动)。这种只有 Sn 扩散的现象叫选择扩散,如图8所示。出现选择扩散时,当靠近铜的 Sn 扩散到铜内后,距铜较远的 Sn 原子则由于 Pb 原子的阻挡减慢了扩散速度。经过一定时间后在靠铜的附近会形成富铅层。出现铅偏 析现象时,往往使接合界面的性质发生种种变化,导致接合强度急剧下降。3.虚焊现象发生的条件3.1 虚焊现象1的发生条件虚焊现象1的特征是:既未发生润湿又未发生扩散,好似用浆糊粘住似的,这种接头不能叫钎接,只能叫粘可焊性差甚至不可焊。其形因不外乎是: (1).外部原因 外购 PCB、元器件等可焊性不合格,进入公司库房前未进行严格的入库验收试验; (2) 库存环境不良,库存期大长 由于储存环境和储存期限与保持PCB 和元器件良好的可焊性有着密切的关系。因此,PCB 和元器件的存储环境必须具备恒温、恒湿、空气质量好,无腐蚀性气体(如 硫、氯等) 和无油污的环境中储存。否则会导致可焊性劣化。 多数助焊剂只能除掉锈和氧化膜,而不能去除油脂那样的有机薄膜。如果元器件和PCB在储存过程中, PCB 和元器件上沾上了油脂等污染物后,会产生锡、铅的偏 析和针孔,降低焊接强度。也容易在铅的偏析和钎料界面上产生裂纹,从外现看并无异常,但却是潜伏着影响可靠性的因素。 储存期的长短应视地区(例如南方、北方)和当地的空气质量而定,一般希望库存期愈短愈好。 例如PCB 在大气中放置一个月后,可焊性明显变差且容易附着气泡(吸潮),如图 9所示。特别是在拆除真空封装状态上线插件后,在湿热或空气污染厉害的地区在流水 线上滞留时间最好不要超过24小时就完成焊接工序。
3.2 虚焊现象2的发生条件
3.2.1 虚焊现象2形成的物理过程
虚焊现象2 的特征是:发生了润湿但未发生扩散,它表明了 PCB 及元器件的可焊性不存在问题,出现此现象的根本原因是焊接的工艺条件选择不合适。我们知道软钎接过程中原子的扩散现象是双向的,即:
(1)被焊金属(基体金属)向钎料中的扩散,被焊金属在钎料中的溶解条件是:钎料和被焊金属在液态下能够互溶,则在钎 接过程中被焊金属就能溶于液态钎料。被焊金属在液态钎料中的溶解量可用下式表示:G=pyCy(1-e)
(5)式中:G — 被焊金属的溶解量
p y— 液态钎料密度;
Cy — 被焊金属在液态钎料中的极限溶解度;
Vy — 液态钎料的体积;
a 一被焊金属原子在液态钎料中的扩解系数;
t — 接触时间;接。形成虚焊现象1的根本原因就是基体金属表面不洁净,表面氧化或者被脏物、油脂、手汗渍等污染而导致表面可 s 一 液相和固相的接触面积。
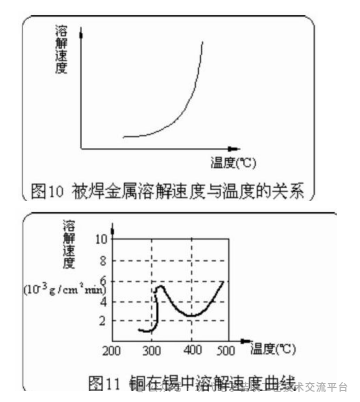
由公式(5)可以看出:随着钎接温度的提高和钎接保温时间的延长, 被焊金属在液态钎料中的溶解量都会增多。温度对溶解量的影响,主要反映在式(5)中溶解度系数 a 的增大上,如图10所示。
若钎料与被焊金属能形成金属间化合物时,由于金属间化合物的出现,阻碍了被焊金属向钎料中的溶解速度。在化合物形成的温度曲线上表现出溶解速度有所下降,如图11所示。
被焊金属向钎料中扩散过程,由于被焊金属元素溶于钎料中,与钎料成分起合金化作用。因而使得钎接接头性能提高了,例如Sn 的抗拉强度σb=1.5kg/mm2,而形成铜、锡合金层后的接头抗拉强度提高到ob=5.7kg/mm2。
当然被焊金属溶于钎料的量不适当(偏多)时,也是带来使钎料熔点提高、流动 性变差、被焊金属出现溶蚀等不良后果的原因。
(2)钎料组分向被焊金属中扩散
由Fick 定理可知:在一定的温度下,钎料组分中的Sn 向被焊金属中的扩散量也 是与加热的时间成正比的,它表明了适宜的合金层的形成是需要时间的。因此焊接温度偏低,焊接时间偏短是造成虚焊现象2发生的主要原因。
3.2.2 波峰焊接中如何控制合金化过程
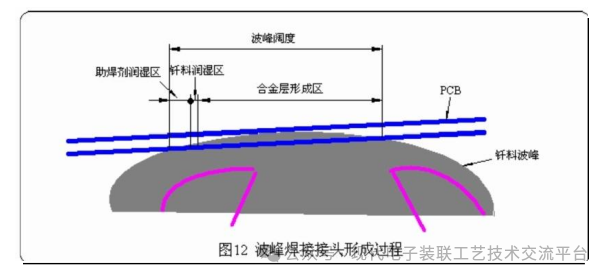
波峰焊接中PCB 通过波峰时其热作用过程大致可分为三个区域,如图12所示。
(1).助焊剂润湿区
被覆在 PCB 板面上的助焊剂,经过预热区的预热,一接触钎料波峰后温度骤升,助焊剂迅速在基体金属表面上润湿、漫延。受温度的剧烈激活,释放出最大的化学活性迅速净化被焊金属表面。此过程大约只需0.1秒的时间即可完成。
(2).钎料润湿区
经过助焊剂净化的基体表面,在基体金属表面吸附力的作用下和助焊剂的拖动下,迅速在基体金属表面上漫流开来。一旦达到钎料的润湿温度后,润湿过程便立即发生。此过程通常只需10-3 sec 即可完成。
(3).合金层形成区
钎料在基体金属上发生润湿后,扩散过程便紧随其后发生。由于生成最适宜厚度的合金层(3.5μm 左右)需要经历一段时间过程。因此,润湿发生后还必须有足够的保温时间,以获得所需要厚度的的合金层。通常该时间为(2~5)sec。保温时间之所以要取一个范围,主要是受被焊金属热容量的大小而不同。热容量大的,升温速率慢,获得合适厚度的合金层的时间自然就得长一些;而热容小的,升温速率快,合金层的生成速度也要快些,因而保温时间就可以取得短些。对一般元器件来说,该时间优选为(3~4)sec。
4.虚焊的预防
4.1.强化对元器件可焊性的管理
4.1.1 严把外协、外购件入库验收关
必须将可焊性不良的 PCB 和元器件拒之门外,因此,必须严格执行入库验收手 续:
(1) 每批外购元器件到货后,均必须抽样怍可焊性试验,合格后才可正式入库。对一 般元器件的引脚采用弯月面润湿法测量可焊性时,当钎料槽温度取250℃时润湿时间应 <0.6sec 。 经过可焊性测试的元器件可以继续装机使用。
(2) 每批外协的PCB 到货后应任意抽取三块采用波峰法作可焊性测试,合格后才能接 收。由于经过可焊性试验后的 PCB 不能再使用,因此,每批订购时必须多加三块作工 艺试验件。
4.1.2.优化库存期的管理
(1) 所有PCB 和元器件必须在恒温、恒湿、空气质量好,无腐蚀性气体(如硫、氯等) 和无油污的环境中储存。
(2)考虑到可焊性的存储期限,所有元器件必须实行先入先出的原则,以免造成一部分元器件因库存期过长而导致可焊性恶化。
(3) 储存期的长短应视地区(例如南方、北方)和当地的空气质量而定,一般希望库存期 愈短愈好。例如 PCB 在深圳的湿热环境下最好不要超过一个月。在拆除真空封装状态 上线插件后,在流水线上滞留时间最好不要超过24 小时就完成焊接工序。
4.1.3 加强工序传递中的文明卫生管理
(1) 工作人员应穿戴防静电衣、鞋和手套,并经常保持其洁净;
(2)由于指纹印是最难去除的污染,是传递过程中造成可焊性不良的原因。因此在操作 过程中,任何与焊接表面接触的东西必须是洁净的。PCB从保护袋中取出后,只能接触PCB的板角或边缘,在需要对PCB 进行机械安装操作时,应戴上符合EOS/ESD 防护要求的手套并经常保持其洁净。
4.2.选择正确的工艺规范
工艺规范选择不当,是造成虚焊现象2 的关键因素。因此,在钎料槽温度取 定为250℃的前提下,必须确保合金化的时间在(3~4)sec 之间。
-
详解锡膏工艺中的虚焊现象2025-04-25 3562
-
SMT贴片加工虚焊现象:原因分析与解决步骤全解析2024-11-12 2375
-
造成虚焊、假焊的原因有哪些?如何预防虚焊假焊2024-04-13 9122
-
SMT贴片出现虚焊的原因及预防解决方法2023-12-06 3420
-
预防电路板虚焊的方法2022-04-15 8509
-
如何预防PCBA加工虚焊和假焊问题?有哪些方法2019-10-10 6573
-
关于虚焊现象的发生条件及其预防措施详解2017-09-05 1790
-
虚焊现象的发生及其预防2012-08-08 2657
-
虚焊的发生及预防2012-08-04 3930
-
波峰焊常见焊接缺陷原因分析及预防对策2010-09-01 1427
全部0条评论

快来发表一下你的评论吧 !
