

烙铁焊,回流焊,波峰焊和激光锡焊四种工艺的比较
描述
在现如今精密电子行业自动化生产电子元器零部件时,一般会用到的焊接工艺有烙铁焊,回流焊,波峰焊和激光锡焊这四种。下面将聊下这四种工艺的比较。
烙铁焊接工艺原理特性
烙铁焊工艺图示
采用电烙铁作为加热工具,将焊料熔化在被焊接物上。焊料的熔点一般低于被焊接物的熔点,因此在加热过程中,焊料会先于被焊接物熔化,从而形成熔池。传统焊接工艺因其工艺相对简单,常用于连接简单的金属和塑料零件。
焊锡是熔点比较低的焊料,在300 ℃左右就可以熔化,便于被焊接工件的熔接。烙铁焊接就是利用加热的烙铁(又称热风枪、热风焊机)对工件的待焊部位进行加热熔化,并配合丝攻的传动实现电子元器件的焊接或锡焊。
其缺点是需要定期更换烙铁头且焊接精度相对较低,由于受到电烙铁的大小和操作技能的限制,很难实现精确的焊接位置。
回流焊工艺原理特性
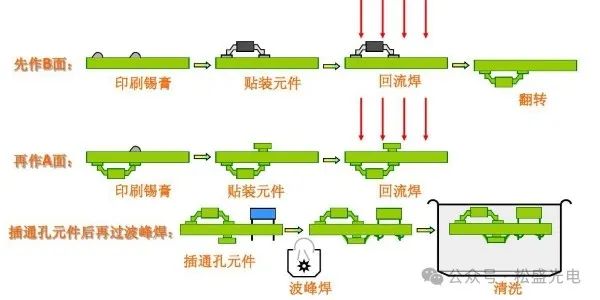
回流焊工艺图示
回流焊技术;在我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
选择性波峰焊工艺原理特性
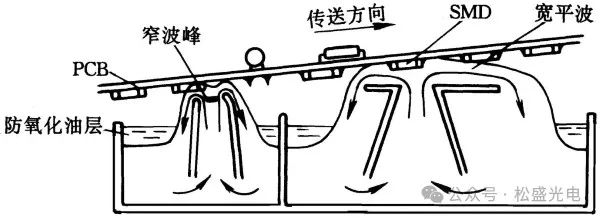
选择性波峰焊工艺图示
波峰焊过程是先涂布助焊剂,然后预热线路板/活化助焊剂,再使用焊接喷嘴进行焊接。传统的人工焊接,需要很多人,对线路板每个点采用点对点式的焊接。选择焊采用的则是流水线式的工业化批量生产模式,不同大小的焊接喷嘴可以采用拖焊的批量焊接,通常焊接效率比人工焊接可以提高几十倍以上(取决于具体线路板的设计)。
其缺点仅适用于通孔设计的PCB组装工艺,SMT,CABLE WIRES则不适用,所以应用范围较局限,由于焊接时需要使用助焊剂并产生锡渣,后期生产成本较高。
选择激光锡焊的优势
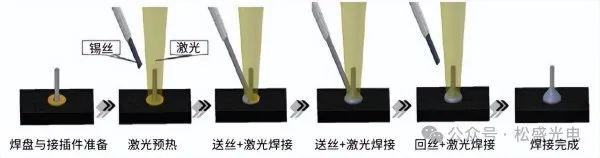
激光锡焊最常见的锡丝焊接工艺图示
激光锡焊,它是以激光作为加热源,激光加热焊点或无引线器件的连接焊盘,通过激光锡焊专用焊料如激光焊锡膏,锡丝、锡环、锡球或者特制的焊锡片,向基板导热,当温度达到锡焊料熔点温度时,焊料融化,从而形成焊点。
桌面式温度反馈精密激光焊锡系统
松盛光电桌面式温度反馈激光焊锡系统由多轴机器人,温度反馈系统,CCD同轴定位系统以及半导体激光器系统所构成,该系统所具备的温度反馈和CCD同轴定位功能,能够有效的保证焊接点的恒温焊接,能有效的保证精密部件的精准对位,保证量产中的有效良率。
对精密的电子基板进行多层化的电气安装部件。由于不能适用传统的焊锡工艺,从而促进了技术的急速进步。现有的烙铁工艺无法对精密零件进行加工,最终只能通过激光焊接完成。而激光焊接最大的优点为非接触式焊接。由于不需要与基板或电子部件接触。
对于激光焊锡来说,选择性波峰焊、回流焊能做的激光焊也能做,但是选择性波峰焊、回流焊会产生污染,激光焊就不会,但是回流焊做大批量的平面的比较容易,激光焊是选择焊,对精小、轻薄、焊盘遮挡、立面焊接非常好,是回流焊替代不了的,大部分精密电子行业如:蓝牙耳机、半导体、光模块、通讯、汽车电子、保险管、线材类电子器件、CCM模组、3C、FPC/PCB/FCP板等使用激光焊锡机更有优势。
综上所述,激光锡焊因其高精度、低温和省时省力的优点,已成为工业生产中广泛应用的一种焊接技术。
-
回流焊与波峰焊的区别2025-01-20 6599
-
波峰焊与回流焊焊接方式的区别2023-12-21 6887
-
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊2023-11-18 15040
-
分享一下波峰焊与通孔回流焊的区别2023-04-21 1967
-
一分钟教你如何辨别波峰焊和回流焊2023-04-15 1717
-
波峰焊和回流焊你也分不清?一招教你快速区分2023-04-01 6565
-
波峰焊和回流焊接的区别2022-10-09 16006
-
波峰焊和回流焊简介和区别2020-06-05 11558
-
PCBA加工回流焊和波峰焊的区别2020-06-02 2801
-
波峰焊和回流焊顺序2019-04-29 3203
-
一文了解波峰焊与回流焊有什么不同2018-05-04 21034
-
回流焊和波峰焊有什么区别2017-12-20 63742
-
回流焊 VS波峰焊2015-01-27 6919
全部0条评论

快来发表一下你的评论吧 !
