

焊接机器人编程的2种方法
机器人
描述
什么是焊接机器人
焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。根据国际标准化组织(ISO)工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机(Manipulator),具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人最后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊(割)枪的,使之能进行焊接,切割或热喷涂。
焊接机器人特点
点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人最早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。
因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求。新的重型机器人增加了可在0.3s内完成50mm位移的功能。这对电机的性能,微机的运算速度和算法都提出更高的要求。
焊接机器人优点
1)稳定和提高焊接质量,能将焊接质量以数值的形式反映出来;
2)提高劳动生产率;
3)改善工人劳动强度,可在有害环境下工作;
4)降低了对工人操作技术的要求;
5)缩短了产品改型换代的准备周期,减少相应的设备投资。
焊接机器人的系统组成
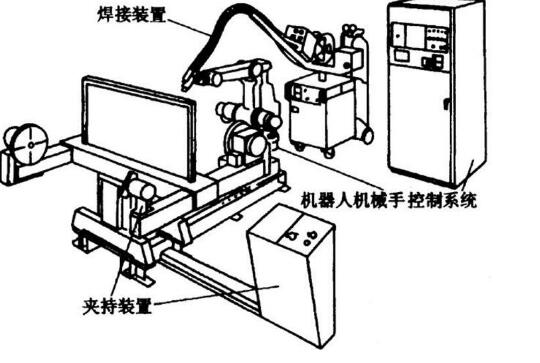
焊接机器人主要包括机器人和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。图1a、b表示弧焊机器人和点焊机器人的基本组成。

焊接机器人编程2种方法
焊接机器人的编程方法目前还是以在线示教方式(Teach-in)为主,但编程器的界面比过去有了不少改进,尤其是液晶图形显示屏的采用使新的焊接机器人的编程界面更趋友好、操作更加易。然而机器人编程时焊缝轨迹上的关键点坐标位置仍必须通过示教方式获取,然后存入程序的运动指令中。这对于一些复杂形状的焊缝轨迹来说,必须花费大量的时间示教,从而降低了机器人的使用效率,也增加了编程人员的劳动强度。目前解决的方法有2种:
一是示教编程时只是粗略获取几个焊缝轨迹上的几个关键点,然后通过焊接机器人的视觉传感器(通常是电弧传感器或激光视觉传感器)自动跟踪实际的焊缝轨迹。这种方式虽然仍离不开示教编程,但在一定程度上可以减轻示教编程的强度,提高编程效率。但由于电弧焊本身的特点,机器人的视觉传感器并不是对所有焊缝形式都适用。
二是采取完全离线编程的办法,使机器人焊接程序的编制、焊缝轨迹坐标位置的获取、以及程序的调试均在一台计算机上独立完成,不需要机器人本身的参与。机器人离线编程早在多年以前就有,只是由于当时受计算机性能的限制,离线编程软件以文本方式为主,编程员需要熟悉机器人的所有指令系统和语法,还要知道如何确定焊缝轨迹的空间位置坐标,因此,编程工作并不轻松省时。随着计算机性能的提高和计算机三维图形技术的发展,如今的机器人离线编程系统多数可在三维图形环境下运行,编程界面友好、方便,而且,获取焊缝轨迹的坐标位置通常可以采用“虚拟示教”(virtual Teach-in)的办法,用鼠标轻松点击三维虚拟环境中工件的焊接部位即可获得该点的空间坐标;在有些系统中,可通过CAD图形文件中事先定义的焊缝位置直接生成焊缝轨迹,然后自动生成机器人程序并下载到机器人控制系统。从而大大提高了机器人的编程效率,也减轻了编程员的劳动强度。目前,国际市场上已有基于普通PC机的商用机器人离线编程软件。如Workspace5、RobotStudio等。图9所示为笔者自行开发的基于PC的三维可视化机器人离线编程系统。该系统可针对ABB公司的IRB140机器人进行离线编程,程序中的焊缝轨迹通过虚拟示教获得,并在三维图形环境中可让机器人按程序中的轨迹作模拟运动,以此检验其准确性和合理性。所编程序可通过网络直接下载给机器人控制器。
焊接机器人应用中存在的问题和解决措施
(1)出现焊偏问题:可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。
(2)出现咬边问题:可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整。
(3)出现气孔问题:可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。
(4)飞溅过多问题:可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整机器功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。
(5)焊缝结尾处冷却后形成一弧坑问题:可编程时在工作步中添加埋弧坑功能,可以将其填满。
在焊接中机器人系统常见的故障
(1)发生撞枪:可能是由于工件组装发生偏差或焊枪的TCP不准确,可检查装配情况或修正焊枪TCP。
(2)出现电弧故障,不能引弧:可能是由于焊丝没有接触到工件或工艺参数太小,可手动送丝,调整焊枪与焊缝的距离,或者适当调节工艺参数。
(3)保护气监控报警:冷却水或保护气供给存有故障,检查冷却水或保护气管路。
焊接机器人的编程技巧
(1)选择合理的焊接顺序,以减小焊接变形、焊枪行走路径长度来制定焊接顺序。
(2)焊枪空间过渡要求移动轨迹较短、平滑、安全。
(3)优化焊接参数,为了获得最佳的焊接参数,制作工作试件进行焊接试验和工艺评定。
(4)采用合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置。同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置必须通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。
(5)及时插入清枪程序,编写一定长度的焊接程序后,应及时插入清枪程序,可以防止焊接飞溅堵塞焊接喷嘴和导电嘴,保证焊枪的清洁,提高喷嘴的寿命,确保可靠引弧、减少焊接飞溅。
(6)编制程序一般不能一步到位,要在机器人焊接过程中不断检验和修改程序,调整焊接参数及焊枪姿态等,才会形成一个好程序。
- 相关推荐
- 热点推荐
- 焊接机器人
-
自动焊接机器人如何使用2023-10-19 2851
-
焊接机器人是如何编程的2023-06-25 1966
-
自动焊接机器人的编程好学吗?2023-01-30 3579
-
焊接机器人编程方法及流程技巧2023-01-13 15408
-
如何检验焊接机器人焊接质量?2021-12-09 2563
-
焊接机器人的编程流程及技巧介绍2021-09-30 17957
-
基于计算机视觉的车身焊接机器人路径校正装置的制造方法2021-09-02 1574
-
焊接机器人编程人员的工作内容2021-07-02 2614
-
工业焊接机器人实训平台介绍2021-07-01 2874
-
焊接机器人的结构与原理2020-11-16 7782
-
焊接传感器一款转为焊接机器人而设计的焊缝跟踪传感器2020-06-16 1771
-
焊接机器人的结构组成是什么?2020-03-20 2474
-
焊接机器人编程入门与编程技巧介绍2018-02-28 90225
全部0条评论

快来发表一下你的评论吧 !
