

机器人自动喷涂系统浅谈
机器人
描述
喷涂机器人简介
喷涂机器人又叫喷漆机器人(spray painting robot), 是可进行自动喷漆或喷涂其他涂料的工业机器人,1969年由挪威Trallfa公司(后并入ABB集团)发明。喷漆机器人主要由机器人本体、计算机和相应的控制系统组成,液压驱动的喷漆机器人还包括液压油源,如油泵、油箱和电机等。多采用5或6自由度关节式结构,手臂有较大的运动空间,并可做复杂的轨迹运动,其腕部一般有2~3个自由度,可灵活运动。较先进的喷漆机器人腕部采用柔性手腕,既可向各个方向弯曲,又可转动,其动作类似人的手腕,能方便地通过较小的孔伸入工件内部,喷涂其内表面。喷漆机器人一般采用液压驱动,具有动作速度快、防爆性能好等特点,可通过手把手示教或点位示数来实现示教。喷漆机器人广泛用于汽车、仪表、电器、搪瓷等工艺生产部门。
喷涂机器人的主要优点
(1)柔性大。工作范围大大。
(2)提高喷涂质量和材料使用率。
(3)易于操作和维护。可离线编程,大大的缩短现场调试时间。
(4)设备利用率高。喷涂机器人的利用率可达90%-95%。
机器人自动喷涂系统结构
1、自动喷涂机器人针对空气喷枪、静电旋杯喷涂,可以通过机器人直接修改油漆吐出量、雾化控制气压以及喷幅控制气压等喷涂参数,极大地提高了控制喷涂工艺的效率。
2、自动喷涂机器人控制器是从安全、可靠和高效方面出发设计的机器人控制器。内部模块式的设计结构使得功能升级以及维护更方便。针对喷涂应用,内部拥有独立的空气净化控制模块,其示教盘也是防爆的。
3、自动喷涂机器人喷涂控制柜,通过标准的模拟量输出模块控制吐出量、喷幅、雾化等喷涂参数。
4 自动喷涂机器人闭环控制输供系统可自动调整流量,提供稳定的液流和最佳的最终质量。 集成的微动换色阀缩减了换色时间,减少浪费。
5、自动喷涂机器人针对喷涂应用而设计的软件,在工作程序中灵活调用。可预设的喷涂参数有油漆吐出量、雾化控制气压以及喷幅控制气压等。利用这种功能,不需要实际运行传送链就可以来测试在线跟踪程序,从而提高示教的效率。
喷涂机器人的组成及应用
1、机器人主体
机器人主体即机座、臂部、腕部和终端执行机构,是一个带有旋转连接和AC伺服电机(见图5)的6轴或7轴联动的一系列的机械连接,使用轮系(齿轮传动链)和RV(旋转向量)型减速器。大多数喷涂机器人有3~6个运动自由度(对于带轨道式机器人,一般将机器人本体在轨道上的水平移动设置为扩展轴,称为第7轴)。其中腕部通常有1~3个运动自由度。
驱动系统包括动力装置和传动机构,用以使执行机构产生相应的动作,即每个轴的运动由安装在机器人手臂内的伺服电机驱动传动机构来控制。执行机构为静电喷涂雾化器,不同品牌、不同型号的机器人手臂末端的接口不同,根据生产工艺可选择不同的雾化器。
对于采用溶剂型油漆喷涂的系统,必须配备废油漆废溶剂清洗回收装置,避免环境污染,达到环保生产的目的
2、机器人控制器
每一台机器人设备都可以独立地动作,而机器人控制器(简称“RC”)就是按照输入的程序对驱动系统和执行机构发出指令信号,控制单台机器人设备运动轨迹的装置。控制器内的主要部件为与机器人手臂内的伺服电机连接的伺服放大器及CPU模块(见图6),不同型号的机器人配备不同内存的CPU,CPU内存储有用户自定义数据及程序。CPU将程序数据转换成伺服驱动信号给伺服放大器,伺服放大器启动伺服电机来控制机器人的运动。通常CPU模块还具备通过与不同类型的I/O模块连接实现与其他外部设备或机器人通信的作用。例如,与PLC的连接,这样就可以通过操作控制台来控制机器人的动作。一般一台控制器独立控制一台机器人,随着技术的发展和低成本化的进程,目前已出现一台控制器同时控制两台机器人运动的设备。
机器人示教器通过单根电缆与机器人控制器内的CPU连接,不同品牌机器人的示教器内安装了不同的应用软件,功能也有所差异。通过示教器操作面板上的按键来操作软件界面上的菜单。可以实现的主要功能为:直接编程、显示用户程序、操作机器人运动、预定义机器人位置、优化用户自定义程序和编辑系统变量等。
3、系统操作控制台
系统操作控制台(简称“SCC”)的主要功能是集成整个喷房硬件,实现系统自动化功能,包含系统所有与管理喷涂机器人活动相关的硬件及整合到每个喷房的相关硬件。例如,与喷房系统相关的安全互锁继电器、隔离光栅等。柜内安装有一个可编程逻辑控制器PLC(见图7),以上硬件通过各种类型的I/O模块与PLC通信。PLC通过I/O模块接收喷房单元内每一台机器人及系统单元外围设备的实时信号,包括与工厂主信息系统、其他机器人系统单元的数据交换,然后根据预先编制好的逻辑判断程序对所收集接收到的信号做出相应的处理并发送结果变量给各相关系统。SCC的另一个主要功能就是能够提供一个友好的操作界面实现人机交互,使整个系统在人的监控下按人的意愿有序而稳定地连续工作。一般将人机图形交互系统,即一部电脑主机和显示器整合到系统操作控制台内,电脑主机通过各种上层控制网络与PLC连接。不同厂家的人机图形交互系统电脑上装有不同的用户软件,该软件的人机界面上显示了整个区域内机器人系统的时实状态和用户操作菜单,可查寻相关的生产信息、报警等。大部分的设备操作都可通过操作SCC上的按钮或选择开关及人机交互界面上的菜单完成。
4、工艺控制柜
应用自动喷涂机器人最主要的目的是将不同种类、不同颜色的油漆通过机器人的运动均匀地涂抹在车身表面上,而工艺控制柜(简称“PCE”)就是在电信号与潜在的挥发性油漆和溶剂间的相对安全接口,将电信号转换为气动信号。PCE柜内部元器件见图8,来自PLC的电信号触发PCE柜内的电磁阀,打开空气(或真空)回路,通过一定的气压来驱动各个油漆或溶剂管路接口上的气动阀,将各种不同颜色的油漆或溶剂供给机器人喷涂作业或清洗管路等动作使用。PCE的主要功能为控制喷涂工艺的各种动作,如换色、清洗等。控制各种工艺参数,如油漆流量、雾化器旋杯转速等。随着机器人技术不断发展至今,大部分品牌的喷涂机器人系统均采用闭环流控量制系统,通过在靠近终端执行器的机器人手臂上安装流量计或计量泵来达到精确控制油漆或溶剂实际输出流量值和设定值之间的误差。不同型号的机器人系统结构可能会设计将此PCE的功能部件分别集成到其他系统空间内而不是单独形成一个工艺控制柜,这样可以节约生产现场的场地资源,美化生产环境。
5、车型检测系统
自动喷涂机器人具有很强的柔性生产能力,可同时喷涂各种不同形状的车身。出于保护系统的原因,在车身进入机器人喷房前对车身类型进行检测是非常必要的。一般采取在擦净功能区前安装若干对光电开关,并在离最近一对光电开关1m左右的输送链基架上安装一个接近开关。根据不同的生产现场及所生产的车型间的差异程度,通过PLC程序来设置不同的位置为检测位置,并调整好光电开关的安装位置。当即将进入喷房的车身到达检测位置时,不同车型会触发不同组合的电子眼,以此来检测来自工厂信息系统的车型信息与车型检测系统所检测到的车型是否一致,如果不一致,系统将会产生报警并停止运行,需由操作员进行人工确认车型并在SCC的相应界面上输入正确的车型信息,PLC再将正确的车型信息分别发送到各个机器人控制器内的CPU模块,CPU将车型信息转化为各种指令,机器人根据此指令来执行不同的程序,达到根据不同的车型机器人执行相应不同的喷涂轨迹的目的。
注意,要将相邻两对电子眼的发射端和接收端错开安装,避免产生错误信息。
6、设置一个安全的、隔离的生产区域
由于机器人设备在正常的生产过程中是连续运行的,因此必须与人工区域严格隔离,以防止任何人身伤害事故的发生,实现安全生产。通常可分别在机器人自动喷涂区域的入口和出口处分别安装一对安全光栅,在生产过程中,若有人误闯入机器人自动喷涂区域,在安装光栅的位置就会触发光栅,系统产生相应的报警并立即停止运行,防止发生人身伤亡及损坏设备的事故。但是,由于车身也必须通过安装安全光栅的区域进入自动喷涂区域,在这个过程中也会触发光栅。为解决这个相互矛盾的问题,可在安装安全光栅的位置前的输送链基架边上安装一个屏蔽安全光栅的开关,当运送车身的撬体运行到开关处就会触发开关,给系统PLC一个信号,这个信号用来屏蔽安全光栅。为了确保更严格的区分是人还是车身进入自动喷涂区域,更好的做法是在输送链基架的两侧各安装一个屏蔽开关,只有两个开关都被触发才能起到屏蔽安全光栅的作用。若有人误闯也不会同时触发两端的屏蔽开关,安全光栅依然处于工作状态,当人处于安全光栅的位置时仍会触发安全光栅。
7、车身直线跟踪系统
运用于整车自动喷涂线的机器人,为了提高生产节拍,在喷涂作业过程中车身一直跟随输送链按照设定速度前进,而不会脱离输送链固定在某处供机器人喷涂作业。因此,每一台机器人都必须知道在工作范围内每一台车身的实时位置信息。直线跟踪系统的硬件主要包括:脉冲编码器、检测开关和编码器转发器。根据用户的喜好可以选择不同的检测开关,可以是触点开关或光学开关,也可以是接近开关,当车身随着地面输送链运动到检测开关的位置时触发检测开关,脉冲编码器开始计数,计算车身的实时位置。脉冲编码器的输入轴与地面输送链的中心轴机械地相连,以获取输送链运动的同步信息。输出轴连接到编码器转发器上。编码器转发器整合到SCC柜内,通过编码器转发器,可将车身的实时位置信息发送到PLC及各个机器人控制器上。
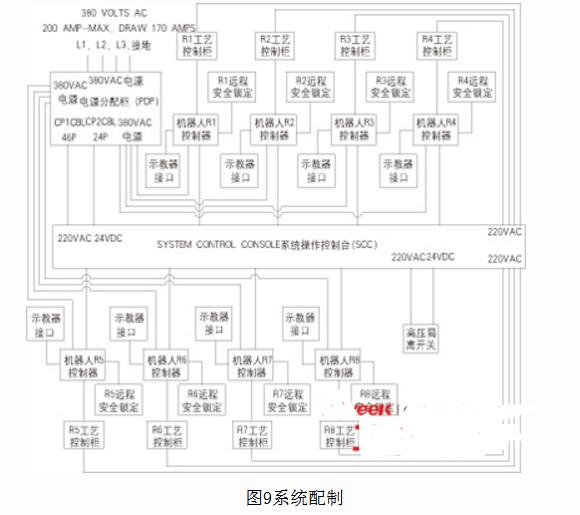
8、电源分配柜
电源分配柜,顾名思义,就是分电配源。引入工厂总电源,根据机器人系统单元及外围设备所需的电源值不同,分配给相应电压、电流值的电源。可以选择标准通用的EDS配电柜,也可根据用户需求自行设计非标配电柜。系统配置见图9。
-
如何去实现一种基于OMAPL138 + FPGA嵌入式喷涂机器人控制器的设计2021-12-20 1573
-
工业喷涂机器人实训系统设计2021-07-01 1803
-
喷涂机器人的发展趋势2021-03-10 3043
-
如何区分喷涂设备和喷涂机器人,喷涂机器人有哪些优点2020-08-06 1819
-
智能冲压机器人如何在岗位上大显身手的2018-08-20 1085
-
喷涂机器人喷涂核心参数揭秘【转】2018-08-18 3276
-
自动喷涂机器人厂商资料2018-03-13 714
-
喷涂机器人的优点是什么_喷涂机器人比普通喷涂有什么优势2018-03-12 18855
-
【机器人在线】工业喷涂机器人误差修正方法发展趋势2017-07-13 2691
-
ABB为宝马汽车提供机器人喷涂解决方案_ABB 宝马 机器人 喷涂2016-12-07 1993
-
如何系统性地学习工业机器人技术?2016-03-06 3334
-
吐血推荐:详解喷涂机器人的术语及关键参数2016-01-06 5607
-
ABB IRB5400-喷涂工业机器人2015-01-14 9433
全部0条评论

快来发表一下你的评论吧 !
