

GaNPX®和PDFN封装器件的焊接专业经验
描述
详细分析如何将GaN Systems的GaNPX® 和PDFN封装下的E-HEMT器件焊接到PCB。
概括:
• 焊锡模板的设计
• 焊锡与助焊剂
• 回流焊的温度曲线
• 手工焊接和拆焊、
好的焊锡模板设计可以有效改善焊锡空洞、多余焊锡球等焊接问题。以下是GaN Systems的建议:
▪ 设计焊锡模板时,尽量避免对一个焊盘使用一个大的网孔。应该使用几个小的网孔,从而使得焊锡分小
方块状覆盖焊盘。
▪ 焊锡小块之间的距离对形成焊锡空洞与否起着决定作用。相对大的距离会容许回流焊中焊锡里的挥发物
有效溢出,从而降低焊锡空洞的概率。
▪ 合理范围内,焊锡量越少,越会抑制焊锡空洞和多余焊锡球的形成。建议如下: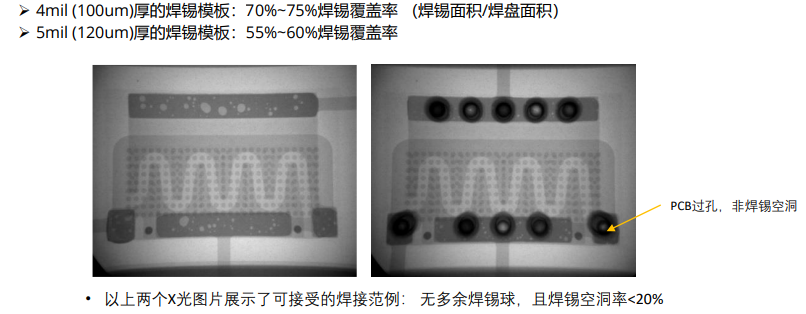
详细文档免费下载:GaNPX®和PDFN封装器件的焊接建议
*附件:GaNPX®和PDFN封装器件的焊接建议.pdf
GaNPX®和PDFN封装器件的焊接建议总结
一、简介
本文档提供了GaN Systems的GaNPX®和PDFN封装下E-HEMT器件焊接到PCB的详细建议,涵盖焊锡模板设计、焊锡与助焊剂选择、回流焊温度曲线以及手工焊接和拆焊方法。
二、焊锡模板设计
- 避免大网孔:设计焊锡模板时,避免使用大的网孔覆盖整个焊盘,建议采用多个小网孔,使焊锡分小方块状覆盖焊盘。
- 焊锡小块距离:焊锡小块之间的距离对减少焊锡空洞至关重要,较大的距离有助于焊锡中的挥发物溢出。
- 焊锡覆盖率:建议4mil(100um)厚的焊锡模板使用70%~75%焊锡覆盖率,5mil(120um)厚的焊锡模板使用55%~60%焊锡覆盖率。
三、焊锡与助焊剂
- 焊锡选择:推荐使用空洞率低、挥发性低的焊锡,如Indium 6.4 water soluble SAC 305。
- 助焊剂残留:GaNPX®封装器件焊接后需保持清洁,助焊剂残留可能导致漏电,影响电性测试。高温或高湿度环境下,即使使用免洗焊锡也建议清洗。
- 助焊剂类型:避免使用活性或酸性助焊剂,以防腐蚀影响焊点可靠性。
- 布线建议:建议在布线时避免在GaNPX® Top Cooled(顶部散热)封装器件下方布高压电路,以防短路。
四、回流焊温度曲线
- 推荐温度曲线:提供了详细的回流焊温度曲线,确保焊锡空洞率<20%,并保证较长时间的高温浸泡,以挥发助焊剂和焊锡中的水汽。
五、手工焊接与拆焊
- 手工焊接步骤:
- 将热电偶贴到器件表面监控温度。
- 在PCB焊盘上涂焊锡和助焊剂(如焊盘已铺锡并含助焊剂,可省略此步)。
- 对准并放置器件。
- 预热PCB至100-120°C,用热风枪吹器件表面至260-280°C,保持20-30秒。
- 撤掉热风枪和按压力,待器件冷却后清洗多余助焊剂。
- 拆焊步骤:
- 预热PCB至100-120°C。
- 用热风枪吹器件表面至260-280°C,待器件松动后用镊子取下。
通过以上详细的焊接建议,可以确保GaNPX®和PDFN封装器件在焊接过程中获得最佳的焊接质量和可靠性。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
深入解析SGMNT19360:60V单N沟道PDFN封装MOSFET的卓越性能2026-03-23 589
-
SGMNQ48430:30V单N沟道PDFN封装MOSFET的深度解析2026-03-20 909
-
实测案例:如何用推拉力测试机进行SMT元器件焊接强度测试?2025-04-27 2275
-
基于RC热阻SPICE模型的GaNPX®和PDFN封装的热特性建模2025-03-11 2039
-
GaNPX®和PDFN封装器件的热设计2025-02-26 1625
-
表面贴器件的通用封装焊接电子学习 2022-12-11
-
QFN封装应该怎么焊接?2021-02-20 10445
-
原子哥零距离互动,分享创业经验2020-05-30 2452
-
VS2508AE -20V -55A P管 PDFN3*3封装 MOS管 场效应管2020-03-05 2528
-
焊接的几个经验2019-03-20 3047
-
请问器件封装焊接工艺边缘有损坏对器件有什么影响吗?2018-09-12 2056
-
从官网下载的元器件封装可以直接用吗?2015-03-05 7751
-
焊接技术-贴片元器件(密引脚IC)焊接教程2009-10-26 58074
-
[原创]专业经营电子元器件(以集成电路为主)2009-06-13 2991
全部0条评论

快来发表一下你的评论吧 !
