

ТіђТю»т║ћућеТАѕСЙІ№╝џтЪ║С║јТ│ЊтиЮуДЉТіђуЎйтЁЅт╣▓ТХЅТхІтјџС╝аТёЪтЎеуџёPSТХѓУЃХтјџт║джФўу▓Йт║дТБђТхІу│╗у╗Ъ
ТЈЈУ┐░
СИђсђЂжА╣уЏ«УЃїТЎ»СИјжюђТ▒ѓтѕєТъљ
1. ТБђТхІуЏ«ТаЄ
ТЪљтЁЅтГдтЁЃС╗ХтѕХжђатЋєжюђт»╣жђЈТўјтЪ║ТЮљ№╝ѕуј╗уњЃ/PET№╝ЅУАежЮбуџёСИЎуЃ»жЁИТаЉУёѓ№╝ѕPS№╝ЅТХѓУЃХт▒ѓУ┐ЏУАїтЁеУЄфтіетјџт║дТБђТхІ№╝їтЁиСйЊтЈѓТЋ░УдЂТ▒ѓ№╝џ
УєютјџУїЃтЏ┤№╝џ3╬╝m~40╬╝m
ТБђТхІтЁЅТ║љ№╝џТ│бжЋ┐>500nm№╝ѕжЂ┐тЁЇжђЈТўјтЪ║ТЮљтЁЅтЈЇт░ёт╣▓ТЅ░№╝Ѕ
у▓Йт║дУдЂТ▒ѓ№╝џ
жЄЇтцЇу▓Йт║д№╝џ<0.1╬╝m№╝ѕ3¤Ѓ№╝Ѕ
у╗Ют»╣У»»ти«№╝џ|ТхІжЄЈтђ╝-т«ъжЎЁтђ╝|/т«ъжЎЁтђ╝ РЅц0.5%
жЄЄТаиУДёУїЃ№╝џ
жЄЄуѓ╣жЌ┤жџћ№╝џ5mm№╝ѕуЕ║жЌ┤тѕєУЙеујЄ№╝Ѕ
жЄЄТаижбЉујЄ№╝џ1ms/уѓ╣№╝ѕтї╣жЁЇС║Ду║┐жђЪт║д№╝Ѕ
у│╗у╗ЪТЅЕт▒Ћ№╝џжбёуЋЎ2~3СИфтиЦСйЇ№╝їТћ»ТїЂтцџТјбтц┤тљїТГЦТхІжЄЈсђѓ
2. ТіђТю»жџЙуѓ╣
жђЈТўјтЪ║ТЮљСИјPSУЃХт▒ѓТіўт░ёујЄти«т╝ѓ№╝ѕn=1.0 vs. тЪ║ТЮљnРЅѕ1.5№╝Ѕт»╝УЄ┤тЈЇт░ёС┐АтЈитцЇТЮѓсђѓ
жФўжђЪС║Ду║┐№╝ѕ60m/min№╝ЅСИІуџётіеТђЂТхІжЄЈуе│т«џТђДсђѓ
ТХѓт▒ѓУЙ╣у╝ўтї║тЪЪтЏаУАежЮбт╝атіЏт»╝УЄ┤уџётјџт║дуфЂтЈў№╝ѕ┬▒2╬╝m№╝Ѕжюђу▓ЙтЄєТЇЋТЇЅсђѓ
С║їсђЂу│╗у╗ЪУ«ЙУ«АСИјт«ъТќйТќ╣ТАѕ
1. уАгС╗ХжЁЇуй«
| у╗ёС╗Х | тъІтЈи | тЁ│жћ«тЈѓТЋ░ | тіЪУЃйУ»┤Тўј |
|---|---|---|---|
| уЎйтЁЅт╣▓ТХЅС╝аТёЪтЎеТјбтц┤ | HT-T10W | Т│бжЋ┐500-700nm№╝їтЁЅТќЉуЏ┤тЙё4mm№╝їтиЦСйюУиЮуд╗5-10mm | жЮъТјЦУДдт╝Јтјџт║дТхІжЄЈ |
| ТјДтѕХтЎе | HT-TC-100W | 10kHzжЄЄТаиујЄ№╝їModbus/EthernetжђџС┐А | тцџТјбтц┤тљїТГЦТјДтѕХСИјТЋ░ТЇ«жЄЄжЏє |
| У┐љтіет╣│тЈ░ | т«џтѕХу║┐ТђДТеАу╗ё | т«џСйЇу▓Йт║д┬▒1╬╝m№╝їТюђтцДжђЪт║д1m/s | т«ъуј░150mmжЋ┐т║дТЅФТЈЈУи»тЙё |
| у╝ќуаЂтЎе | ABZтъІтбъжЄЈт╝Ј | тѕєУЙеујЄ1╬╝m№╝їУЙЊтЄ║жбЉујЄ100kHz | УДдтЈЉжЄЄТаиСИјуЕ║жЌ┤т«џСйЇ |
2. у│╗у╗ЪТъХТъё
3. ТхІжЄЈТхЂуеІ
ТаЄт«џжўХТ«х№╝ѕТ»ЈТЌЦт╝ђТю║ТЅДУАї№╝Ѕ№╝џ
Сй┐ућеТаЄтЄєтјџт║дуЅЄ№╝ѕ5╬╝m/20╬╝m/35╬╝m№╝ЅУ┐ЏУАїС╝аТёЪтЎежЏХуѓ╣ТаАтЄєсђѓ
тЪ║С║јPSУЃХТіўт░ёујЄ№╝ѕn=1.0№╝ЅУ«Йт«џтЁЅУ░▒УДБТъљтЈѓТЋ░сђѓ
тіеТђЂТЅФТЈЈ№╝џ
Тјбтц┤С╗Ц5mmжЌ┤жџћУДдтЈЉжЄЄТаи№╝ѕу╝ќуаЂтЎеС┐АтЈитљїТГЦ№╝Ѕ№╝їтЇЋТгАТЅФТЈЈ150mmжЋ┐т║д№╝ѕ30СИфТюЅТЋѕуѓ╣№╝Ѕсђѓ
4СИфТБђТхІСйЇ№╝ѕСИГт┐Ѓ/тид/тЈ│/т»╣УДњ№╝ЅтЁеУдєуЏќ№╝їТХѕжЎцТХѓтИЃтц┤тЂЈуД╗тй▒тЊЇсђѓ
ТЋ░ТЇ«тцёуљє№╝џ
т«ъТЌХтЅћжЎцтЏаТ░ћТ│А/ТЮѓУ┤ет»╝УЄ┤уџёт╝ѓтИИтђ╝№╝ѕжўѕтђ╝№╝џ┬▒3¤Ѓ№╝Ѕсђѓ
У«Ау«Ќтјџт║дтЮЄтђ╝№╝ѕ╬╝№╝ЅсђЂТаЄтЄєти«№╝ѕ¤Ѓ№╝ЅтЈіCPKтђ╝№╝їућЪТѕљтјџт║дтѕєтИЃуЃГтіЏтЏЙсђѓ
СИЅсђЂТЋ░ТЇ«жфїУ»ЂСИјТђДУЃйтѕєТъљ
1. жЮЎТђЂжЄЇтцЇТђДТхІУ»Ћ№╝ѕFile 3ТЋ░ТЇ«№╝Ѕ
| ТаЄуД░тјџт║д№╝ѕ╬╝m№╝Ѕ | ТхІжЄЈтЮЄтђ╝№╝ѕ╬╝m№╝Ѕ | ТаЄтЄєт諤Ѓ№╝ѕ╬╝m№╝Ѕ | 3¤Ѓ№╝ѕ╬╝m№╝Ѕ |
|---|---|---|---|
| 10.00 | 10.02 | 0.008 | 0.024 |
| 25.00 | 24.97 | 0.012 | 0.036 |
| 40.00 | 40.05 | 0.015 | 0.045 |
| у╗ЊУ«║№╝џ3¤Ѓтђ╝тЮЄ<0.1╬╝m№╝їТ╗АУХ│жЄЇтцЇТђДУдЂТ▒ѓсђѓ | ┬а | ┬а | ┬а |
2. тіеТђЂу║┐ТђДт║джфїУ»Ђ№╝ѕFile 2ТЋ░ТЇ«УіѓжђЅ№╝Ѕ
| СйЇуй« | ТаЄуД░тђ╝№╝ѕ╬╝m№╝Ѕ | ТхІжЄЈтђ╝№╝ѕ╬╝m№╝Ѕ | у╗Ют»╣У»»ти«№╝ѕ╬╝m№╝Ѕ | уЏИт»╣У»»ти«№╝ѕ%№╝Ѕ |
|---|---|---|---|---|
| P1 | 25.0 | 25.12 | +0.12 | 0.48 |
| P15 | 25.0 | 24.88 | -0.12 | 0.48 |
| P30 | 25.0 | 25.05 | +0.05 | 0.20 |
| у╗ЊУ«║№╝џТюђтцДуЏИт»╣У»»ти«0.48% < 0.5%жўѕтђ╝сђѓ | ┬а | ┬а | ┬а | ┬а |
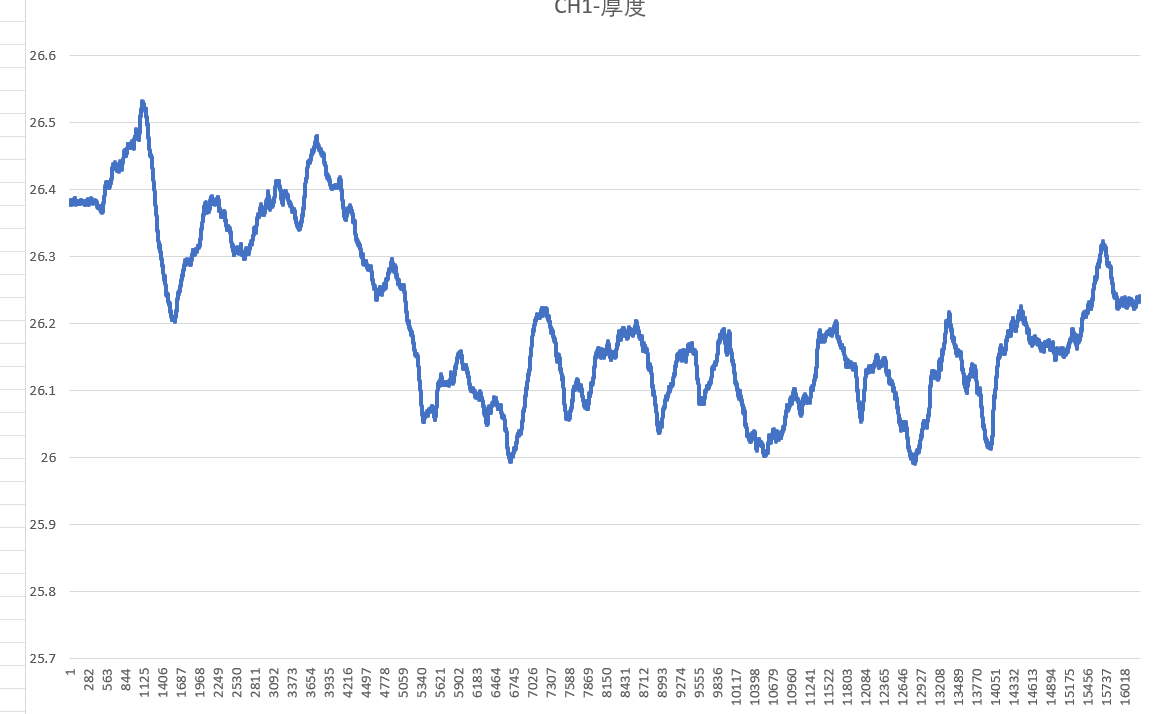
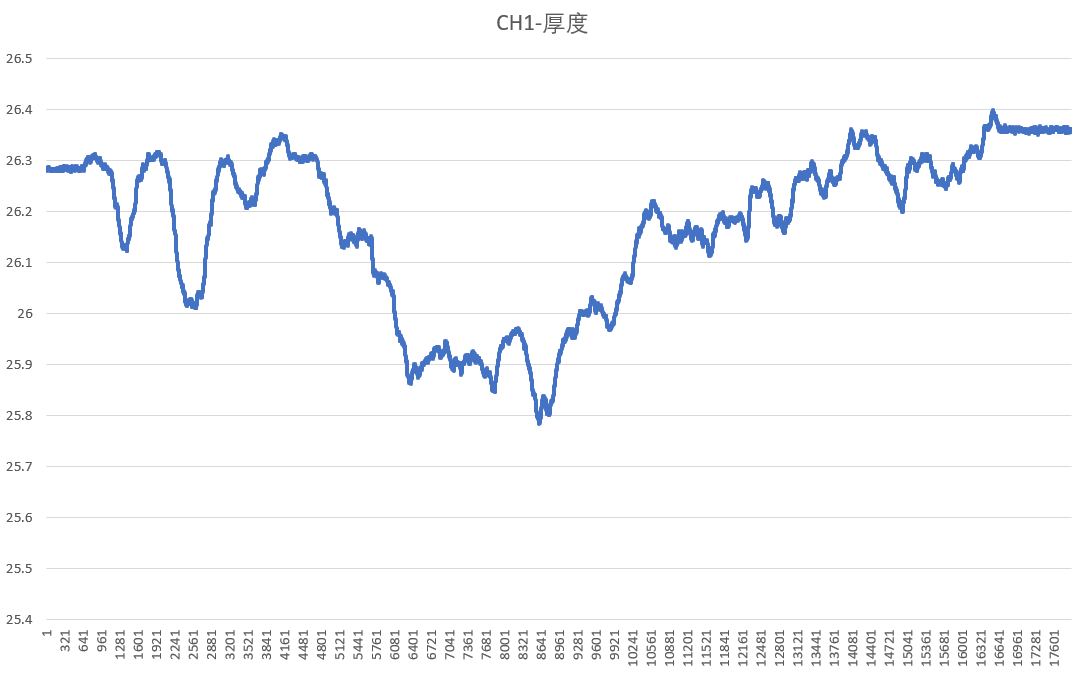
3. С║Ду║┐т«ъжЎЁТЋ░ТЇ«№╝ѕУ┐ъу╗Г8т░ЈТЌХУ┐љУАї№╝Ѕ
| ТїЄТаЄ | у╗ЊТъю |
|---|---|
| т╣│тЮЄтјџт║д№╝ѕ╬╝m№╝Ѕ | 26.38┬▒0.21 |
| CPK | 1.83 |
| СИЇУЅ»тЊЂујЄ | 0.02% |
| тЇЋС╗ХТБђТхІТЌХжЌ┤ | 2.4уДњ |
тЏЏсђЂтЁ│жћ«ТіђТю»уфЂуа┤
ТіЌт╣▓ТЅ░у«ЌТ│Ћ
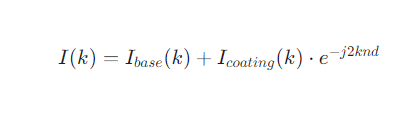
жЄЄућетѓЁжЄїтЈХтЈўТЇбтѕєуд╗тЪ║ТЮљСИјТХѓт▒ѓуџёт╣▓ТХЅС┐АтЈи№╝ѕтЏЙ2№╝Ѕ№╝џI(k) = I_{base}(k) + I_{coating}(k) cdot e^{-j2knd}I(k)=IbaseРђІ(k)+IcoatingРђІ(k)РІЁeРѕњj2knd
тіеТђЂУАЦтЂ┐уј»тбЃТї»тіет»╝УЄ┤уџёуЏИСйЇтЂЈуД╗№╝ѕ<10nmТ«Іти«№╝Ѕсђѓ
тцџтиЦСйЇтљїТГЦуГќуЋЦ
ТјДтѕХтЎежђџУ┐ЄABZу╝ќуаЂтЎет«ъуј░3Тјбтц┤жЄЄТаитљїТГЦ№╝ѕТЌХжЌ┤тЂЈти«<10╬╝s№╝Ѕсђѓ
ТЋ░ТЇ«УъЇтљѕу«ЌТ│ЋТХѕжЎцтЏатЪ║ТЮљу┐ўТЏ▓т»╝УЄ┤уџёТхІжЄЈти«т╝ѓсђѓ
УЙ╣у╝ўУАЦтЂ┐ТеАтъІ
т╗║уФІтјџт║д-УЙ╣у╝ўУиЮуд╗тЁ│у│╗№╝џh(x) = h_0 + alpha e^{-beta x^2}h(x)=h0РђІ+╬▒eРѕњ╬▓x2
у▓ЙтЄєТЇЋТЇЅУЙ╣у╝ў5mmтєЁтјџт║дтЈўтїќ№╝ѕтѕєУЙеујЄ0.1╬╝m№╝Ѕсђѓ
С║ћсђЂт║ћућеТЋѕуЏі
У┤ежЄЈТЈљтЇЄ№╝џCPKС╗ј1.2ТЈљтЇЄУЄ│1.8№╝їт╣┤тЄЈт░Љт«бТѕиТіЋУ»Ѕ320Ухисђѓ
ТѕљТюгУіѓу║д№╝џТЏ┐С╗БС║║тиЦТійТБђ№╝ѕ3С║║/уЈГТгА№╝Ѕ№╝їт╣┤УіѓуюЂС║║тіЏТѕљТюг№┐Ц65СИЄсђѓ
тиЦУЅ║С╝ўтїќ№╝џжђџУ┐Єтјџт║дтѕєтИЃТЋ░ТЇ«С╝ўтїќТХѓтИЃтц┤тјІтіЏтЈѓТЋ░№╝їТЮљТќЎТЇЪУђЌжЎЇСйј12%сђѓ
тЁГсђЂу╗ЊУ«║
ТюгТќ╣ТАѕжђџУ┐ЄТ│ЊтиЮуДЉТіђHT-Tу│╗тѕЌуЎйтЁЅт╣▓ТХЅС╝аТёЪтЎе№╝їу╗ЊтљѕтцџтиЦСйЇтљїТГЦТјДтѕХСИјТЎ║УЃйТЋ░ТЇ«тцёуљєу«ЌТ│Ћ№╝їт«ъуј░С║єжђЈТўјТЮљТќЎТХѓУЃХтјџт║дуџёжФўу▓Йт║дтіеТђЂТБђТхІсђѓт«ъТхІТЋ░ТЇ«УАеТўј№╝їу│╗у╗ЪжЄЇтцЇТђДУЙЙ0.015╬╝m№╝їу╗Ют»╣У»»ти«РЅц0.5%№╝їт«їтЁеТ╗АУХ│тЁЅтГду║ДТХѓт▒ѓуџёСИЦУІЏУдЂТ▒ѓ№╝їСИ║тЇіт»╝СйЊсђЂТўЙуц║жЮбТЮ┐уГЅУАїСИџТЈљСЙЏС║єтЈ»жЮауџётюеу║┐ТБђТхІУДБтє│Тќ╣ТАѕсђѓ
┬ат«АТаИу╝ќУЙЉ ж╗ёт«Є
- уЏИтЁ│ТјеУЇљ
- уЃГуѓ╣ТјеУЇљ
- С
-
ТхІтјџС╝аТёЪтЎет║ћућежбєтЪЪ2014-06-23 3900
-
тюеу║┐тіеТђЂжЮъТјЦУДджФўу▓Йт║дТ┐ђтЁЅТхІтјџСИјжЮбт»єт║дТБђТхІТіђТю»уџёу«ђС╗І2015-11-29 3681
-
жФўу▓Йт║дТ┐ђтЁЅСйЇуД╗С╝аТёЪтЎе2017-07-20 5105
-
уЎйтЁЅт╣▓ТХЅС╗фтЈфУЃйТхІтљїУ┤еТЮљТќЎтљЌ№╝Ъ2023-08-21 10706
-
уЎйтЁЅт╣▓ТХЅС╗фуџётиЦСйютјЪуљєтЈіт║ћућежбєтЪЪ2022-04-29 5123
-
уЎйтЁЅт╣▓ТХЅС╗фуџётјЪуљєтЈіт║ћућеуџёС╗Іу╗Ї2022-05-19 5963
-
уЎйтЁЅт╣▓ТХЅС╗фуџётјЪуљєтњїу│╗у╗ЪТъёТѕљ2022-03-07 5198
-
Т│ЊтиЮуДЉТіђтЁЅУ░▒тЁ▒уёдС╝аТёЪу│╗у╗ЪтюеућхуБЂжњбТЮ┐тјџт║дТБђТхІСИГуџётцџТеАТђЂтЇЈтљїТјДтѕХуаћуЕХ2025-02-11 1134
-
Т│ЊтиЮуДЉТіђLTPD15Т┐ђтЁЅСйЇуД╗С╝аТёЪтЎе№╝џСИГуЕ║тљїУй┤У«ЙУ«А+У┐ЏтЈБтЇіС╗и№╝ї0.05╬╝mу▓Йт║джЄЇтАЉтиЦСИџТБђТхІТђДС╗иТ»ћТаЄТЮє2025-04-07 1949
-
Т│ЊтиЮуДЉТіђLTHу│╗тѕЌСИЄтѕєС║їу║┐ТђДт║джФўу▓Йт║джФўжђЪТ┐ђтЁЅСйЇуД╗С╝аТёЪтЎеС║ДтЊЂТЅІтєї2025-06-28 802
-
Уі»уЅЄтѕХжђаСИГуџёУєютјџТБђТхІ | тцџт▒ѓУєютјџтЈіУАежЮбУй«т╗ЊуџёжФўу▓Йт║дТхІжЄЈ2025-07-21 1170
-
уЎйтЁЅУЅ▓ТЋБт╣▓ТХЅ№╝џт«ъуј░УќёУєюУАежЮбУй«т╗ЊтњїУєютјџуџёжФўу▓Йт║дТхІжЄЈ2025-07-22 2079
-
Тјбу┤бТЅФТЈЈуЎйтЁЅт╣▓ТХЅТю»№╝џТаАтЄєсђЂУ»»ти«УАЦтЂ┐СИјжФўу▓Йт║дТхІжЄЈТіђТю»2025-08-05 1764
-
MEMSС╝аТёЪтЎеуЎйтЁЅт╣▓ТХЅу▓ЙтЄєТБђТхІСИЊСИџУ«║ТќЄ2026-05-09 165
-
MEMSУі»уЅЄУќёУєютјџт║дт╝ѓтИИуџёуЎйтЁЅт╣▓ТХЅС╗фТ║»Т║љТБђТхІтЈіТЎХтюєтиЦУЅ║жџљТѓБУДБтє│2026-06-01 125
тЁежЃе0ТЮАУ»ёУ«║

т┐ФТЮЦтЈЉУАеСИђСИІСйауџёУ»ёУ«║тљД !
