

背接触(BC)太阳能电池组件封装损失研究:从材料选择到工艺优化
描述
本文研究了背接触(BC)太阳能电池在组件封装过程中的电池到组件(CTM)比率,这是光伏行业中一个创新且日益重要的研究焦点。通过比较双面电池和背接触电池组件的CTM损失因素,研究揭示了晶体硅太阳能电池与先进封装材料及互连技术之间的兼容性差异。
BC技术概述
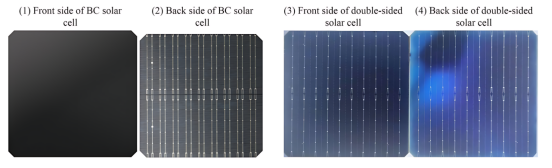
典型BC太阳能电池和双面太阳能电池的正面和背面视图
BC电池由于正面没有电极,能够更有效地捕获入射光,实现更高的转换效率和更好的美观性,但其制造工艺复杂,光学增益依赖于封装材料。
双面电池虽然存在正面电极遮挡的问题,但能够利用背面反射光发电,且制造工艺成熟,生产成本较低。
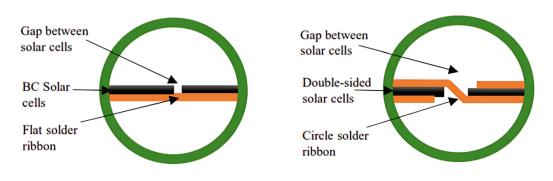
BC太阳能电池和双面太阳能电池的间隙互连结构
BC电池由于所有电极位于背面,互连工艺简化,能够通过重叠焊接技术实现高密度封装,减少非活性区域,提高组件的功率密度。
双面电池由于需要在正面和背面之间交替连接,互连工艺复杂,间隙设计受到限制,但仍能通过零间隙或小间隙互连技术提高组件性能。
封装损失分析-影响CTM 的因素
按影响程度从高到低依次为:焊带电阻、汇流条电阻、电池电流匹配、接线盒电阻、焊带遮光和接触电阻。影响因素的比较
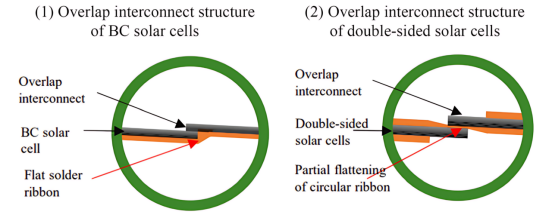
BC电池和双面电池的重叠焊接互连结构
BC电池:所有电极位于背面,互连仅在背面进行,焊带依次连接相邻电池的正负电极。这种设计简化了互连工艺,减少了焊接点的数量。
双面电池:电极分布在正面和背面,互连需要在正面和背面之间交替连接。这种设计增加了焊接点的数量,提高了工艺复杂度。
典型BC电池的重叠焊接互连
简化互连:所有电极位于背面,互连工艺简化,减少了焊接点的数量,降低了工艺复杂度。
高密度封装:通过重叠焊接技术,可以实现零间隙或负间隙互连,减少非活性区域,提高组件的功率密度。
减少光学损失:由于没有正面电极,BC电池能够更有效地捕获入射光,减少光学损失。
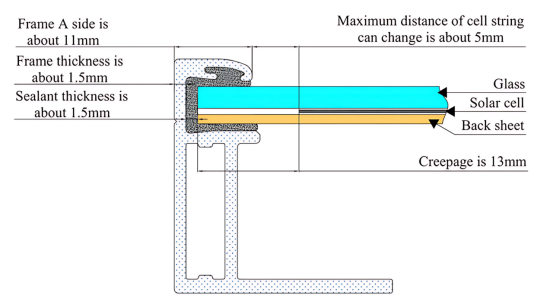
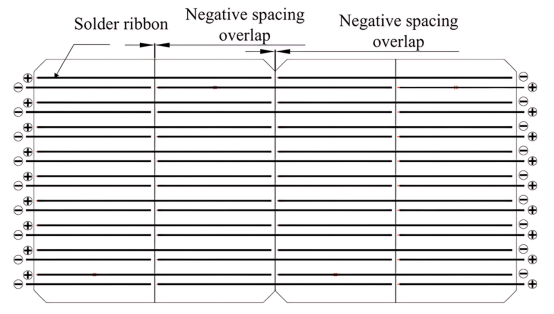
组件非活性区域的横截面图
非活性区域的影响:
非活性区域会导致部分太阳能辐射无法被电池捕获,从而降低组件的CTM比率。通过优化组件设计,可以减少非活性区域,提高组件的功率密度。
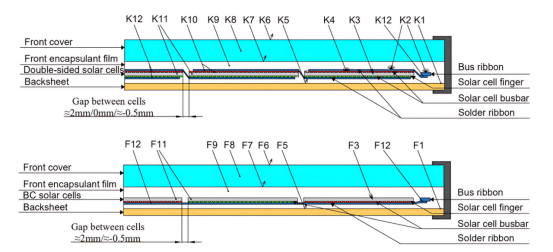
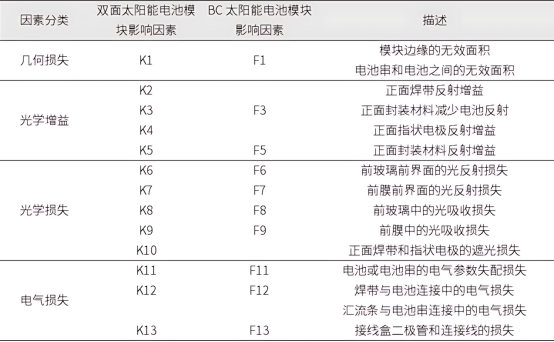
双面太阳能电池组件和BC太阳能电池组件的CTM比率影响因素对比
光学增益与光学损失的差异:
双面电池组件:光学增益主要来自正面焊带和正面电极的反射,光学损失主要来自正面焊带和电极的遮光。
BC电池组件:由于没有正面电极和焊带,BC电池组件没有来自正面金属反射的光学增益,也没有正面电极和焊带的遮光损失。其光学增益主要依赖于封装材料的选择。
几何损失与电学损失的相似性:两种组件的几何损失和电学损失机制相似,但BC电池组件由于背面电极设计,可能在几何损失和电学损失方面具有优势。
封装材料的影响:
双面电池组件:光学增益和损失主要与正面金属结构相关,封装材料的作用相对较小。
BC电池组件:光学增益和损失主要依赖于封装材料的选择。通过优化玻璃、胶膜和背板,可以显著提高BC电池组件的CTM比率。
玻璃匹配验证
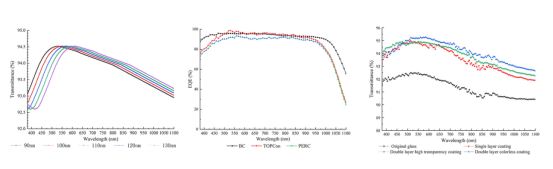
玻璃透过率、电池量子效率以及不同增透膜玻璃变化情况
玻璃透过率曲线随增透膜厚度的变化趋势:当玻璃表面增透膜厚度改变时,透过率曲线峰值会向长波长移动。合适的增透膜厚度可减少光反射,增加光的吸收和利用,进而提高 CTM 比率。
不同类型晶体硅太阳能电池的量子效率曲线:BC 太阳能电池在波长约 450nm 后出现响应峰值,在 500 - 650nm 达到最大响应值。这表明 BC 太阳能电池对该波长范围的光吸收和转化效率较高。
不同增透膜玻璃的透过率曲线对比:双层高透光镀膜玻璃在全波长范围透过率最高,能有效增加光的透过,提升组件功率输出;双层无色镀膜玻璃在不同波长范围透过率有差异,在 560nm 以下透过率低于单层镀膜玻璃,560nm 以上则超过单层镀膜玻璃。
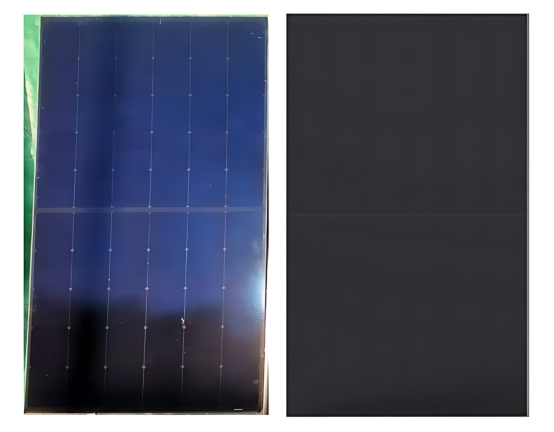
单层镀膜玻璃和双层无色镀膜玻璃的IBC太阳能电池组件
使用单层镀膜玻璃的组件呈现蓝色,这是因为单层镀膜在特定厚度下,增强了某些波长光的反射,使反射光中蓝色光成分增加,导致组件外观呈蓝色。而使用双层无色镀膜玻璃的组件实现了全黑外观,提升美观度。
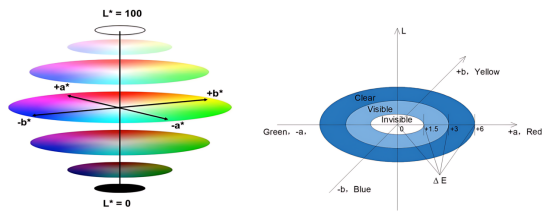
CIE Lab色彩空间及色差可视化
CIE Lab色彩空间,说明了如何通过a、b值表示玻璃颜色的变化,以及色差(ΔE)的计算方法。当 ΔE<1.5 时,人眼很难察觉颜色差异。在研究中,该图用于分析太阳能组件颜色,帮助理解玻璃镀膜厚度与颜色的关系,以及颜色对组件外观和 CTM 比率的影响。
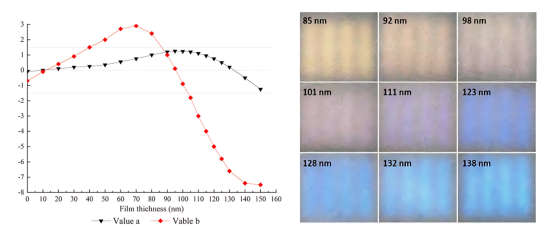
a和b值曲线及涂层厚度对颜色显示的影响
展示了不同涂层厚度下a和b值的变化趋势,说明了涂层厚度对玻璃颜色的影响。
以单层镀膜为例,接近 110nm 时,a 趋向 + 1、b 趋向 2,玻璃呈深蓝色;接近 90nm 时,a、b 都趋向 + 1,玻璃呈橙黄色。
对于双层镀膜,膜厚变化会使玻璃反射光谱改变,在红蓝色调间过渡,且底层和表层膜厚分别与 a、b 值负相关,通过调整膜厚能控制色度、降低颜色差异,实现无色玻璃的视觉效果。
薄膜匹配验证
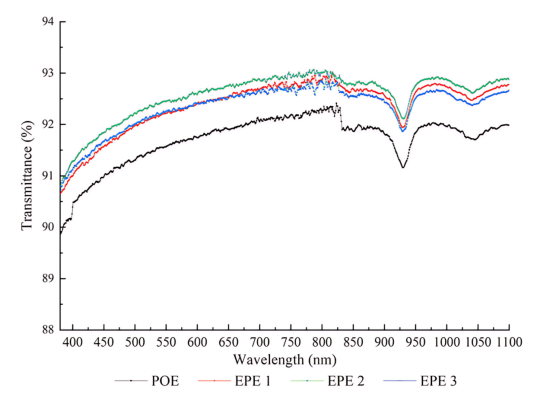
不同封装薄膜的透光率曲线
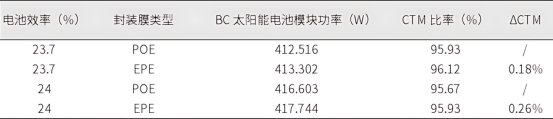
透光率差异:在290-380nm波长范围,POE封装膜透光率略高于EPE;在380 - 1100nm范围,EPE封装膜透光率比POE高约0.6%。整体来看,EPE 封装膜在太阳能电池常用的 380 - 1100nm 光谱范围内具有透光优势。
组件性能差异:对于 23.7% 和 24.0% 效率的 IBC 太阳能电池,采用 EPE 封装膜的组件功率和 CTM 比率均高于 POE 封装膜。
背板匹配验证
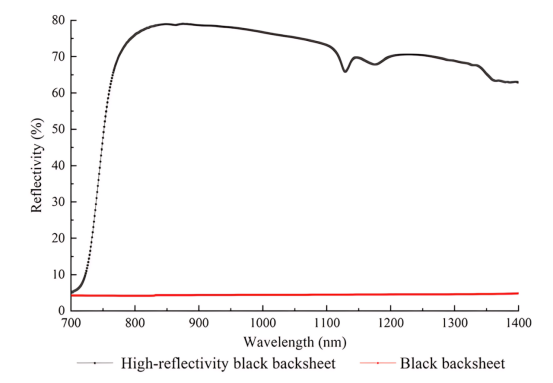
不同背板的反射率曲线
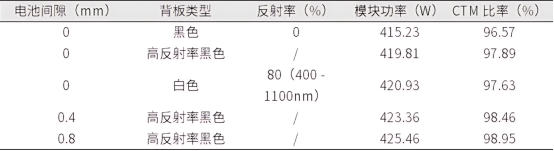
背板反射率差异:早期黑色背板内表面几乎无反射率,而高反射率黑色背板通过添加高反射率黑色颜料,在 780 - 1100/1400nm 近红外光范围内反射率大幅提升。
对组件性能的影响:使用白色背板时,其在 400-1100nm 反射率达 80%,组件功率和 CTM 比率有一定数值;使用高反射率黑色背板,组件功率和 CTM 比率进一步提升。
工艺缺陷验证
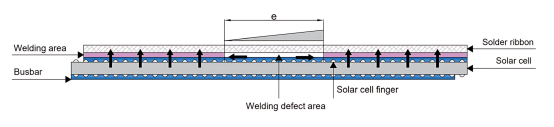
焊接互连结构

焊接质量对 BC 太阳能电池组件性能和 CTM 比率影响巨大。焊接缺陷会引发功率损耗增加,导致组件功率、CTM 比率以及关键电性能参数下降。在生产过程中,必须严格控制焊接工艺,提高焊接质量,减少空焊、断指和滑移等缺陷,以保障 BC 太阳能电池组件的高效稳定运行,提升其整体性能和 CTM 比率。
本文通过对背接触(BC)太阳能电池组件封装过程中电池到组件(CTM)比率的系统研究,揭示了影响CTM比率的关键因素,并提出了优化封装策略。研究结果表明,封装材料和互连技术的选择对BC太阳能电池组件的性能具有显著影响。尽管BC电池在消除正面电极遮光损失方面具有优势,但其光学增益的局限性需要通过优化封装材料来弥补。实验验证了不同类型的光伏玻璃、封装薄膜和背板对CTM比率的提升作用,同时强调了焊接质量和电池匹配对组件性能的重要性。美能QE量子效率测试仪
美能QE量子效率测试仪可以用来测量太阳能电池的光谱响应,并通过其量子效率来诊断太阳能电池存在的光谱响应偏低区域问题。它具有普遍的兼容性、广阔的光谱测量范围、测试的准确性和可追溯性等优势。
兼容所有太阳能电池类型,满足多种测试需求
光谱范围可达300-2500nm,并提供特殊化定制
氙灯+卤素灯双光源结构,保证光源稳定性
在实验环节,借助美能QE量子效率测试仪,精确测量不同类型晶体硅太阳能电池在300 - 1100nm光谱范围内的量子效率曲线,这些精确数据为评估电池对不同波长光的响应能力提供了依据。
原文出处:Study on the cell-to-module encapsulation losses of backcontact solar cell modules
*特别声明:「美能光伏」公众号所发布的原创及转载文章,仅用于学术分享和传递光伏行业相关信息。未经授权,不得抄袭、篡改、引用、转载等侵犯本公众号相关权益的行为。内容仅供参考,若有侵权,请及时联系我司进行删除。
-
IBC技术新突破:基于物理气相沉积(PVD)的自对准背接触SABC太阳能电池开发2025-04-14 1914
-
太阳能电池电极制作工艺,我们该怎样选择电极材料?2023-11-16 1380
-
太阳能电池组件的基础知识汇总2019-11-02 15059
-
利用太阳能电池优化器,降低太阳能板内的功率损失2018-10-12 6681
-
四种薄膜太阳能电池,哪一种会最终胜出?2016-01-29 3621
-
解读太阳能电池的基本特性2015-10-17 5547
-
太阳能电池组件的制造工艺2010-11-26 685
-
太阳能电池组件生产工艺流程介绍2010-08-26 3600
-
太阳能电池组件制造原理详细介绍2010-03-01 4672
-
太阳能电池及材料研究2009-12-16 1524
-
太阳能电池(组件)生产工艺简介2009-11-10 1299
-
太阳能电池(组件)生产工艺2009-11-06 604
-
认识太阳能电池组件2009-10-22 759
全部0条评论

快来发表一下你的评论吧 !
