

联轴器找正方法详解_联轴器三表精确对中找正
机械设计
描述
联轴器找正详解
1、联轴器找正的目的
凡通过联轴器对接的两个轴中心线不重合会使设备在运转过程中产生振动、引起轴承温度升高、磨损,甚至引起整台设备剧烈振动,一些零部件的瞬间损坏,导致设备发生故障不能正常工作。故联轴器找正的目的主要有以下几个方面:
1)最大可能减少两轴相错或相对倾斜过大所引起的振动和噪音。
2)避免轴与轴承间引起的附加径向载荷。
3)保证每根轴在工作中的轴向窜量不受到对方的阻碍。
2、联轴器的找正要求
联轴器找正必须要达到两半联轴器是处于平行且同心的正确位置,这时两轴的中心线处于一条直线上。可以通过在电机和减速机的支脚下用加减垫片的方法来调整。
在现场的实际调整过程中不可能达到两个半联轴器的中心线绝对在同一轴线上,所以在联轴器的安装、调整过程中就必须确定一个误差范围。现把几种常用联轴器同轴度和端面间隙的调整标准进行整理。
3、联轴器找正的测量方法
联轴器找正时主要测量其径向位移(或径向间隙)和角位移(或轴向间隙)。利用直尺和塞尺测量径向位移,利用平面规和楔形间隙规测量角位移。方法简单但精度不高,一般只用于不需要精确找正的粗糙低速机器。利用中心卡和百分表测量联轴器的径向间隙和轴向间隙,适用于需要精确找正中心的精密仪器和高速机器,操作方便,精度高,应用广泛。测量方法还有双表测量法、三表测量法(又称两点测量法)、五表测量法(又称四点测量法)和单表测量法。热镀锌线上的测量方式主要采用双表测量法。
离心式压缩机主机联轴器三表精确对中找正
联轴器三表精确对中找正,适用于需要精确对中或高速旋转的设备,例如汽轮机、离心式压缩机。与联轴器二表对中找正不同,在与传动轴中心线等距离处,对称布置两块百分表同时读其轴向读数,可以消除传动轴手动盘车时轴向窜动对轴向读数的误差,提高测量精度。但在百分表读数记录及计算上稍复杂,容易混淆。现以00—3.1/0.93型CO2离心式压缩机增速器高速轴与压缩机主机轴联轴器的对中找正为实例,对此加以阐述。
1、注明关键尺寸的操作
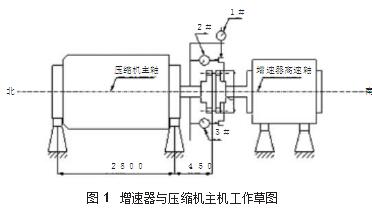
在测取百分表读数之前,先选择适当比例画出增速器与
压缩机主机工作草图(图1)并注明关键尺寸数据:压缩机主机半联轴器与压缩机主机支撑1距离L1、支撑1与支撑2距离L2、两半联轴器轮毂端面间距离D,同时还应注明方向如东、西或南、北。本例中机组轴线为南北方向布置,东西方向为机组轴线的两侧(在水平方向上)。增速器已找正固定,压缩机主机轴向增速器高速轴对中找正,找正架固定在压缩机主机轴上,百分表打在增速器高速轴半联轴器上。上述操作应注意:
(1)安装找正架、百分表固定无松动;
(2)百分表触头垂直指向测量点,轻弹百分表,检查是否能回到弹前位置
2、有效数据的测量
测量时,为了分析计算方便,常把三个百分表读数调整至
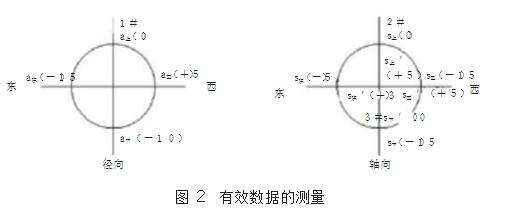
“0”位,且百分表内小表指针指向整毫米处(此位置设置为原始位),然后两半联轴器按压缩机工作转向手动匀速盘动运转(可以避免两半联轴器本身的误差影响对中找正精度),避免回转。每转90°读一次各表中数据,把数据按要求填到记录图2中相对应的位置中。
由图1知:1#表读数显示径向偏差,2#、3#表读数显示轴向偏差(单位:0.01㎜)。
当百分表回到原始位时,检查径向百分表指针是否回到“0”位、轴向百分表指针是否在同一位置,且

若不符合上述两个条件,需找出原因重新打百分表测量。一般的原因有:百分表损坏,地脚螺栓松动,找正架及百分表松动,观察记录数据错误。图2中的数据满足上述要求,测量数据有效
3、偏差的计算与调整
通过图2,可以清楚地区分径向和轴向的偏差,数据不容易相互混淆造成计算错误,特别针对轴向偏差数据是将2#、3#百分表在转动到不同位置时,所对应的现场安装实际方位记录到图2中,设定2#表数据记录在圆外,3#表数据记录在圆内。将记录的测量数据依次带入公式(2),计算出压缩机主机轴径向偏差和端面开口度。计算公式(2)如下:
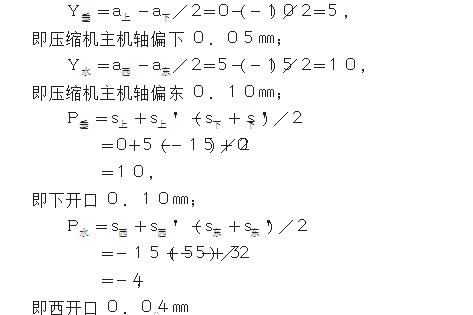
根据00—3.1/0.93CO2离心式压缩机随机说明书要求:径向对中找正允许偏差0.03㎜,轴向对中找正允许偏差0.01㎜。
从公式(2)计算中看出,此状态对中已经超出允许偏差。所以两个轴的相对位置必须进行调整,这种情况属于轴两半联轴器既不同心也不平行。由于增速器已找正,
固定做为基准,所以通过找正压缩机主机轴,使其两半联轴器符合对中找正要求。先算出两半联轴器平行时支撑1、支撑2的轴承调整量,再算出两半联轴器平行但不同心的支撑1、支撑2的轴承调整量,则由公式(3)算出两轴承最终调整量。计算公式(3)如下:
支撑1轴承垂直下移量
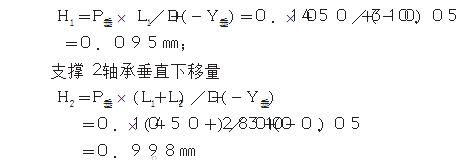
支撑1、支撑2的轴承水平西移量,计算原理同上,不再赘述。
经过主机壳体支撑斜垫铁、轴瓦调整垫块铜垫片调整和壳体平移等,压缩机主机轴偏下0.0125m、偏东0.02mm;下开口0.0075㎜、西开口0.005㎜。此时,其转子间隙、密封间隙和压缩机主机壳体纵横水平,符合00—3.1/0.93
压缩机随机说明书的要求,且压缩机主机轴联轴器允许偏差与压缩机带负荷运转中预留偏移量方向一致。但在试运转过程中,随着负荷增大,振动速度也逐步增大。当出口压力达到0.17MPa时,振动速度最大值达到8.8㎜/s(规范标准为≤4.0㎜/s),于是进行数据采集和频谱分析,排除离心式压缩机轴不对中故障,说明压缩机主机轴联轴器的对中找正,能满足离心压缩机带负荷连续运转。
4、结束语
目前,联轴器是在冷态下手动盘车无负荷对中找正,要考虑机械设备在运转工况下因带负荷、热膨胀、滑动轴承油膜支撑,会引起轴中心位置变化,故在计算中应尽可能地一并考虑开口值、偏移量与预留偏移量对找正调整量的影响,使机械设备在带负荷连续运转工况下,达到两轴中心线一致(既同心,又平行)的技术要求。在安装大型机组时,有的给出各类机械设备在不同工况下的经验图表,通过查表或计算找出冷态、无负荷找正时的数据值。
经验丰富的安装人员,还可从实践中得出一些经验数据。总之,对于安装者来说,要考虑机械设备从冷态到热态,从无负荷到满负荷时轴承位的轴中心位置的变化,保证设备带负荷连续运转处于理想的对中状态。两轴中心线偏差愈小,对中愈精确,机械设备的运转工况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差,看成是安装者草率施工所留的余量。
- 相关推荐
- 热点推荐
- 联轴器
-
找正方形的代码我把roi删除过后能识别到正方形,加上roi后就识别不出来,为什么?2025-08-14 254
-
如何选择合适的伺服联轴器?2023-12-25 2698
-
联轴器使用有哪些注意事项?2023-11-30 2070
-
联轴器拆卸客户现场实拍# 联轴器拆卸 # 感应加热设备bcyk001 2023-09-13
-
联轴器的类型及性能要求,工作中如何选择联轴器?2023-09-04 4451
-
离心泵联轴器作用及用途2023-07-26 2012
-
联轴器轴头磨损的修复方法2022-09-29 728
-
如何正确选择合适的联轴器?2021-03-08 9048
-
联轴器选择时需要考虑的因素有哪些2020-09-11 7032
-
联轴器选择须知2018-11-28 5361
-
联轴器的分类与选型2018-03-20 26776
-
磁力泵磁性联轴器的多目标优化设计2018-03-06 1384
-
数控机床工件坐标找正方法2011-05-18 5496
-
联轴器的功用2009-01-05 1974
全部0条评论

快来发表一下你的评论吧 !
