

HMC264LM3次谐波混频器,采用SMT封装技术手册
描述
概述
HMC264LM3是一款集成LO放大器的20 - 30 GHz表贴次谐波(x2) MMIC混频器,采用SMT无引脚芯片载体封装。 在25至35 dB时,2LO至RF隔离性能出色,无需额外滤波。 LO放大器采用单偏置(+3V至+4V)双级设计,仅需-4 dBm的驱动。 所有数据均通过安装在50 Ω测试夹具中的非密封型、环氧树脂密封LM3封装器件获取。 采用HMC264LM3即无需线焊,从而为客户提供一致的接口。
数据表:*附件:HMC264LM3次谐波混频器,采用SMT封装技术手册.pdf
应用
- 20和30 GHz微波无线电
- 上下变频器
点对点无线电 - LMDS和SATCOM
特性
- 集成LO放大器: -4 dBm输入
- 次谐波(x2) LO
- 高2LO/RF隔离: 35 dB
- LM3 SMT封装
框图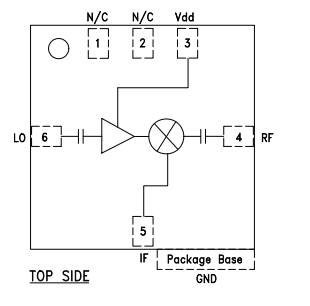
电气规格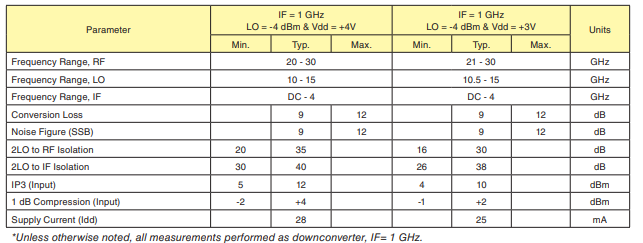
外形图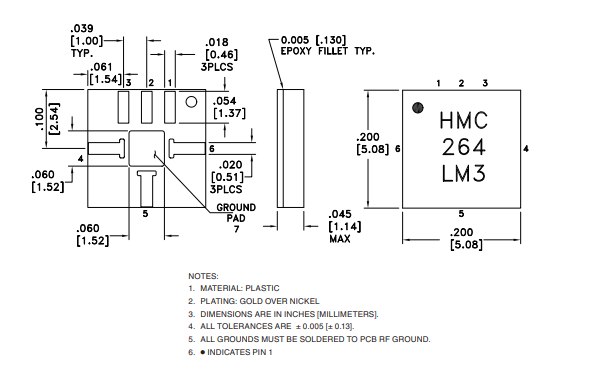
引脚描述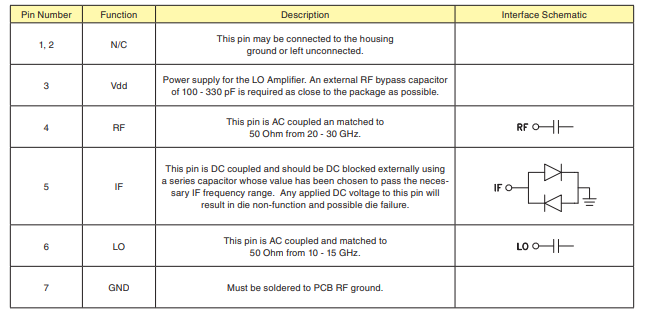
评估PCB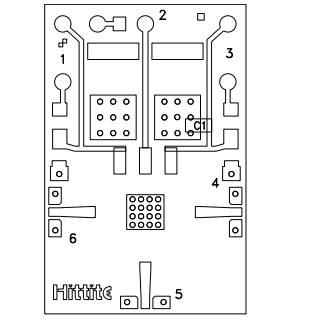
HMC264LM3推荐的表面贴装技术
用于表面贴装的LM3毫米波封装的准备与操作
HMC LM3封装设计为与大批量表面贴装印刷电路板(PCB)组装工艺兼容。LM3封装需要特定的安装图案,以实现机械连接,并优化毫米波频率下的电气性能。此PCB布局图案可在每个LM3产品数据手册中找到。也可应Hittite销售与应用工程部门的要求,以电子图纸形式提供。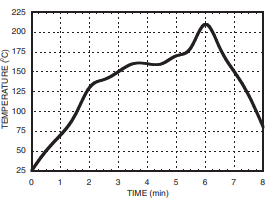
遵循以下预防措施,以免造成永久性损坏:
- 清洁度 :遵守正确的操作程序,确保PCB和LM3器件保持清洁。在元件放置之前,LM3器件应一直置于原始包装中,以防止射频、直流和接地接触受到污染或损坏。
- 静电敏感度 :遵循静电防护措施,防止静电冲击。
- 一般操作 :使用真空吸笔从顶部抓取LM3封装,或使用锋利的弯头镊子沿边缘操作。避免损坏封装底部的射频、直流和接地接触点。请勿对盖子施加过大压力。
焊料材料和温度曲线
遵循应用说明中的相关信息。不建议手工焊接,也不建议使用导电环氧连接。
焊膏
应根据用户经验选择焊膏,且焊膏需与所用的金属化系统兼容。有关引脚和接地接触点金属化方案,请参见LM3数据手册中的外形图。
焊膏涂覆
通常使用模板印刷机或点涂方式将焊膏涂覆到PCB上。焊膏的用量取决于PCB和元件的布局,应加以控制,以确保稳定的机械和电气性能。过多的焊料可能会在高频下产生不必要的电气寄生效应。
回流焊接
焊接过程通常通过回流炉完成,也可采用汽相焊接工艺。建议的回流焊接温度曲线如上图所示。
在进行热模拟之前,应使用与实际组件相同的质量来测量温度曲线。热电偶应放置在电路板的不同位置,以考虑边缘和角落效应以及元件质量的差异。最终的温度曲线应通过将热电偶安装在器件位置来确定。
遵循焊膏供应商的建议,制定标准回流焊接温度曲线。温度应从室温平稳上升到预热温度,以避免热冲击造成的损坏。达到预热温度后,应留出足够时间使焊膏中的溶剂蒸发并激活助焊剂。回流前,热电偶应完全驱动关闭。回流峰值温度的持续时间不应超过15秒。封装需经过测试,以确保能承受235°C的峰值温度15秒。验证该曲线不会使暴露的接地层温度超过235°C。
-
HMC264LC3B:21 - 31 GHz GaAs MMIC 亚谐波 SMT 混频器的卓越性能与应用2026-05-22 253
-
HMC265LM3:20 - 31 GHz GaAs MMIC 次谐波 SMT 混频器的卓越性能与应用2026-04-28 185
-
HMC264LM3:20 - 30 GHz GaAs MMIC 次谐波 SMT 混频器详解2026-04-23 236
-
HMC338LC3B次谐波混频器,采用SMT封装技术手册2025-04-02 1682
-
HMC264LC3B 次谐波混频器,采用SMT封装技术手册2025-04-01 1356
-
谐波泵浦(x2)MMIC混频器HMC264LC3B概述2023-05-26 1712
-
HMC264LM3革2021-05-29 689
-
HMC264LM3数据表2021-04-21 668
-
HMC264LM3 S参数2021-03-24 767
-
HMC264LM3 Gerber Files2021-02-04 788
-
HMC264LM3 次谐波混频器,采用SMT封装,20 - 30 GHz2019-02-22 480
全部0条评论

快来发表一下你的评论吧 !
