

阻焊丝印入孔分析与改善
电子说
描述
1、引言
用于通信领域的PCB在不断的更新换代,无论是设计方案还是制作技术,都向着高精尖方向发展。通信设备中使用的PCB对散热和信号的损耗控制要求较高,所以客户对阻焊入孔不良问题提出了更严格的控制要求。
阻焊入孔问题是PCB制造工序中难点问题之一,本文通过研究测试存在阻焊入孔问题的生产板,经过对网板目数、丝印速度、丝印挡点大小、曝光能量等12个影响因素设计正交试验,提出了一种改善阻焊入孔的方法。
2、研究过程
2.1、问题分析
如图1、2所示,绿油入孔一般为VIA孔,孔径在0.25-0.50mm,尤其在焊接PAD及BGA区的孔。
表1 不同型号的问题分析

2.2、实验设计
2.2.1、绿油入孔的因素
造成绿油入孔的因素有以下几点:
A、刮胶新旧程度;B、丝印网纱;C、刮胶硬度;D、丝印速度;E、丝印压力;F、丝印方式;G、索纸方式;H、丝印刮刀角度;I、丝印档点大小;J、曝光菲林开窗大小;K、曝光能量;L、显影速度。
针对以上绿油入孔的问题,根据绿油入孔的因素做DOE实验设计,找出绿油入孔的主要因素,并寻求最优参数组合,以便解决绿油入孔的问题。
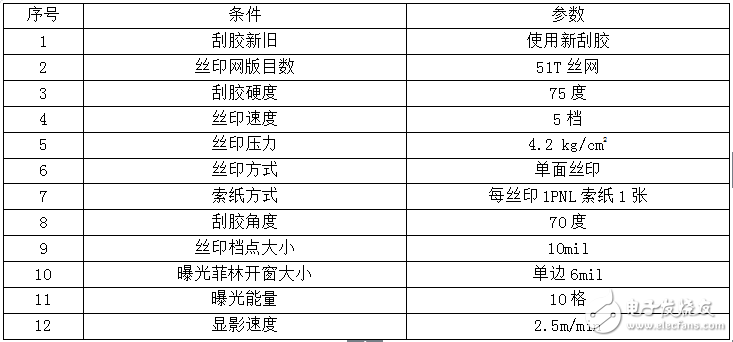
2.2.2、实验因子水平确定
表2 试验参数设定

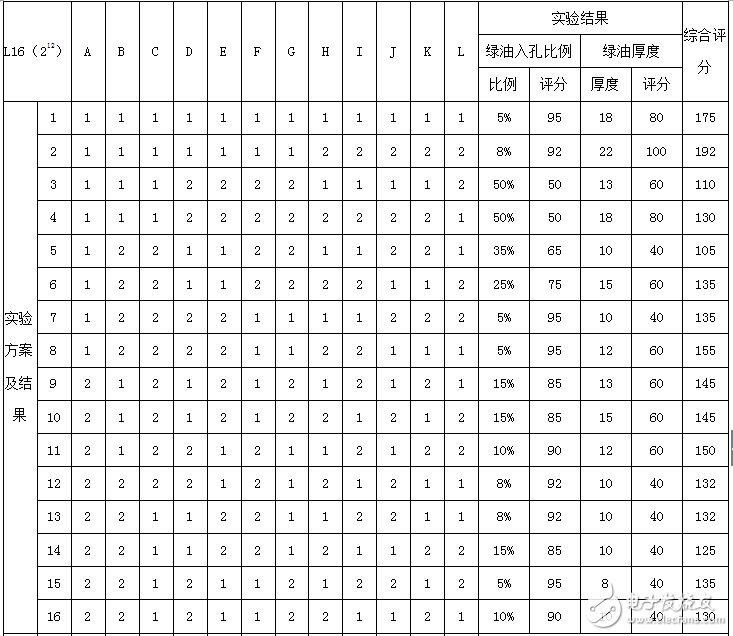
2.3、实验过程及结果
2.3.1、考核指标
绿油入孔比例、油墨厚度(综合评分方法:100-绿油入孔比例为绿油入孔考核分数,油墨厚度考核指标为线面油墨厚度0-5um为20分、6-10um为40分、11-15um为60分、16-20um为80分、21um以上为100分)。
2.3.2、实验过程及结果
2.3.3、实验结果图片
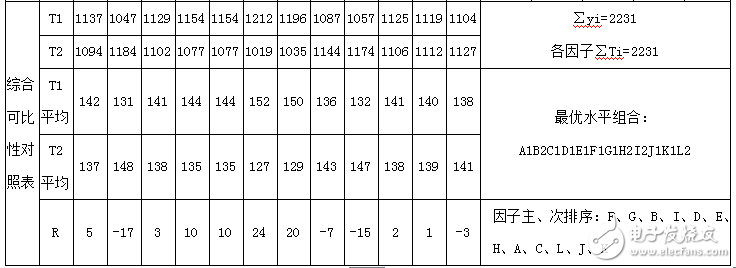
2.3.4、小结
(1)最佳参数
通过上述实验可以得知本实验的最优参数如表5所示。
(1)影响绿油入孔因素排序:
丝印方式》索纸方式》网版目数》丝印档点大小》丝印速度》丝印压力》丝印刮刀角度》刮胶新旧》刮胶硬度》显影速度》曝光菲林开窗大小》曝光能量
2.4、结果讨论
(1)从实验结果可以看出,刮胶的硬度、曝光菲林开窗的大小、曝光能量以及显影速度对绿油入孔的影响非常小,而事实上,当丝印时绿油未入孔,曝光菲林开窗大小、曝光能量以及显影速度都不影响绿油入孔的问题,而当丝印时绿油已经入孔,增加阻焊曝光菲林开窗大小、降低曝光能量及显影速度不但不能解决绿油入孔的问题还会造成断绿油桥的问题。
(2)影响绿油入孔的主要因素是:丝印方式、索纸方式、丝印网版目数以及丝印档点开窗大小,但是影响绿油厚度的主要是丝印网版的目数,因此我们批量验证的参数选择次优组合,即从A1B2C1D1E1F1G1H2I2J1K1L2更改为A1B1C1D1E1F1G1H2I2J2K1L1。
3、实验验证
3.1、验证试验准备
选取一款光亮绿油板;孔铜要求:20um;最小钻刀:0.2mm。
3.2、实验参数确定
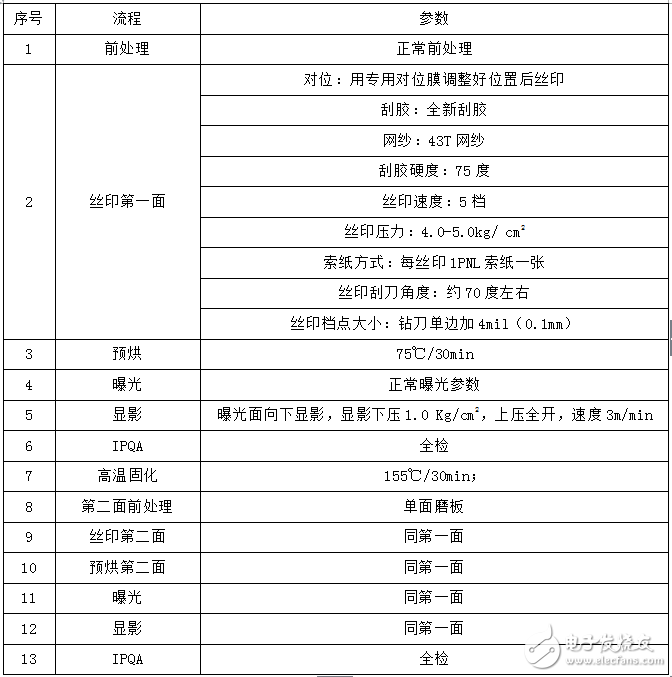
表5 验证试验参数
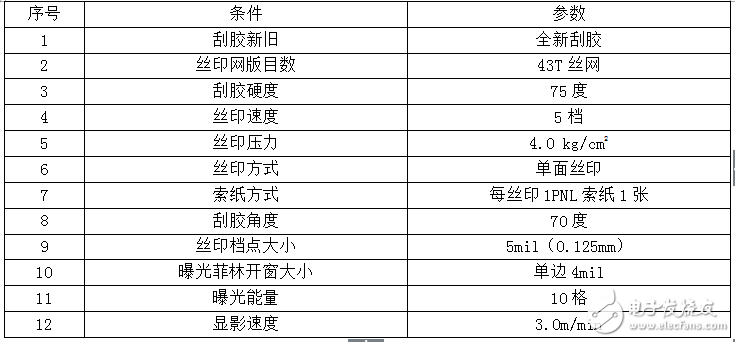
3.3、实验结果
按以上流程生产实验板250PNL,经检查,无绿油入孔产生。
4、结论
4.1、建议客户不允许绿油入孔的生产参数控制
表6 建议生产参数一览表
4.2、需要注意的问题
此流程虽然对绿油入孔有非常大的改善,但阻焊流程增加了约1倍的时间,增加了成本,所以建议客户不允许绿油入孔的板在其他工序加急生产,以弥补阻焊工序的延时;
- 相关推荐
- 热点推荐
- pcb
-
阻焊油墨丝印常见问题的处理2014-12-25 6442
-
PCB文件导入DFM软件显示缺少阻焊层,实际分析问题却是插件孔属性定义错误!2020-07-13 12633
-
遇到这样的孔破如何改善?2006-04-16 1799
-
丝印阻焊剂工艺的介绍和丝印质量控制方法2017-09-26 1735
-
焊丝的分类及特点_焊丝的优缺点2019-11-15 26190
-
氩弧焊的焊丝是什么材质的_氩弧焊点焊是怎么点的2020-08-26 19389
-
AD设置丝印到阻焊的间距,并分析丝印重叠对阻焊的影响2022-11-30 5668
-
改善孔壁粗糙度.zip2022-12-30 488
全部0条评论

快来发表一下你的评论吧 !
