

芯片内互联键合与超声波压焊技术解析
描述
文章来源:学习那些事
原文作者:前路漫漫
本文介绍了芯片的内互联工艺,并具体介绍了超声波压焊工艺。
内互联键合概述
装片工序完成后,芯片虽已稳固于载体(基板或框架)之上,但其表面预设的焊盘尚未与封装体构建电气连接,因而需通过内互联工艺实现导通。该工序核心在于以焊接方式桥接芯片焊盘与载体外引脚,其本质是形成金属键合的原子级连接,在英文中对应“Bonding”概念。需注意英文“Welding”作为焊接统称,实际涵盖内互联工艺,但二者在半导体封装语境下侧重有所差异。追溯焊接技术渊源,其可回溯至我国春秋战国时期冷兵器锻造,历经千年演进,如今已形成熔焊、压焊、钎焊三大技术体系(见下图)。
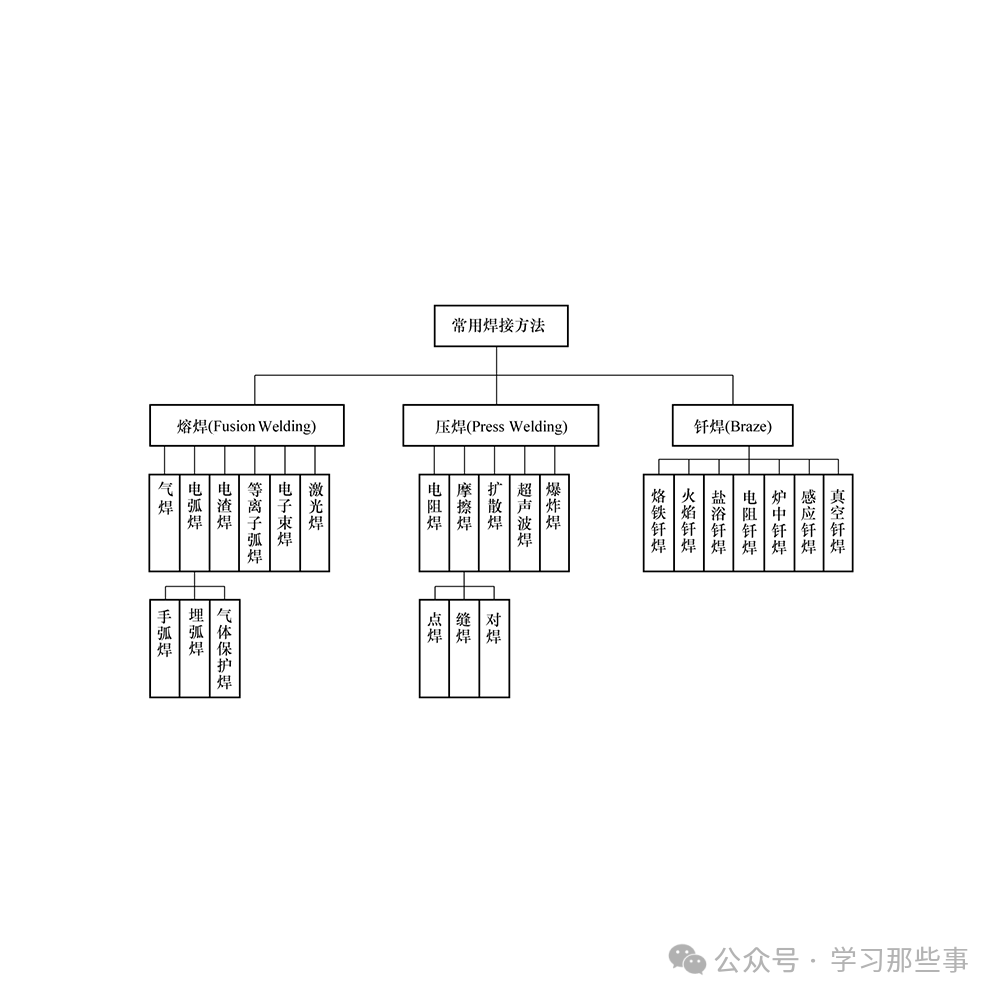
焊接方法分类
熔焊作为工业主流工艺,通过局部高温使母材金属熔化,视需求添加填充金属,最终实现原子级结合。此工艺凭借高生产率与优异接头力学性能广泛应用于机械制造领域,典型如汽车车架焊接。但高温作用易诱发焊件应力集中与显著变形,需配合应力消除工序弥补缺陷。
钎焊采用熔点低于母材的钎料,将焊件与钎料加热至特定区间(高于钎料熔点且低于母材熔点),液态钎料借毛细作用浸润填充间隙,并与母材发生元素扩散实现连接。因其加热温度低、接头平整美观且变形微小,常用于电子元器件组装——前文所述焊料装片即属钎焊范畴。不过该工艺对装配间隙精度要求严苛(通常需控制在50-100μm),且接头强度逊于熔焊,限制了其在重载结构件的应用。
压焊则以施加压力为核心要素,加热与否均可完成焊接。其通过压力使接触面塑性变形,伴随再结晶与原子扩散达成原子结合。超声波压焊作为半导体内互联主流技术,借助高频机械振荡(频率通常为20-120kHz)降低所需压力,使焊接区域局部升温至材料再结晶温度区间(约0.3-0.5Tm,Tm为母材熔点)。此过程与粉末冶金热压烧结机理相似,压力驱动塑性变形,超声波振动加速原子扩散,表面张力促进空隙闭合。即便冷压焊未外部加热,塑性变形产热亦能使真实接触区域达微焊接效果。
现代超声波压焊技术展现出极高工艺效能:传统金丝球焊设备已实现每秒10-20根键合速度,最新精密系统更将定位精度推进至1μm量级,可满足先进封装中芯片与基板的高密度互联需求。该技术通过自动化控制平台,精准协同压力、超声功率、焊接时间等参数,在保障连接可靠性的同时,有效规避了传统焊接工艺常见的热损伤问题,成为半导体封装内互联环节的核心支撑技术。
超声波压焊原理
超声波压焊作为固相焊接技术的典型代表,其核心特征在于母材不发生熔化、无需填充焊料,仅依靠压力驱动实现原子级结合。该工艺在多领域展现独特价值:板材加工中用于电梯轿厢拼接、汽车零部件组装及轴类零件连接;而在半导体工业,其凭借清洁高效、易于自动化的特性,成为芯片内互联的核心工艺——行业共识中,半导体封装内互联技术的研究几乎等同于超声波焊接工艺的探索。
焊接材料表面状态对超声波压焊质量起决定性作用。半导体封装前,常采用等离子体清洗技术,通过高能粒子轰击去除表面油污、氧化物及吸附杂质,为焊接创造洁净基底。尽管超声波焊接的微观机制尚未完全明晰,但基础认知已确立:具备未饱和电子结构的金属原子在洁净条件下接触,可形成稳固的冶金键合。
实际工况中,金属表面存在复杂物理化学结构。即便经精密加工,表面仍残留约200个原子直径厚度的不规则层,该区域易吸附大气中的氧,形成金属氧化物晶体。同时,表面分子的未饱和键对水汽具有强吸附性,致使氧化物表面凝聚液体、气体及有机污染物,构成阻碍原子接触的“界面壁垒” 。
焊接过程通过“力-热耦合”机制突破该壁垒:超声换能器将电能转换为高频机械振动(20-120kHz),经劈刀传递至焊接界面形成交变剪应力;同时,垂直压力确保工件紧密贴合。双重作用下,金属间高频摩擦产生三重复合效应:其一,机械剪切力剥离表面氧化膜与污染物;其二,摩擦生热使接触区域升温至材料再结晶温度区间(约0.3-0.5Tm,Tm为母材熔点),诱发塑性变形;其三,塑性流动促使新鲜金属表面暴露并紧密嵌合,原子在扩散与再结晶作用下形成牢固冶金结合。
作为半导体封装的核心环节,内互联技术深度融合材料科学、精密机械与工艺控制。其对焊接材料纯度(如金丝纯度需≥99.99%)、设备精度(键合定位精度达1μm)及工艺参数(压力、功率、时间协同调控)提出严苛要求。掌握超声波压焊技术,即把握了半导体封装从芯片互联到系统集成的关键工艺链路,直接影响器件电气性能、热可靠性及长期服役稳定性。
-
超声波换能器:原理与多领域应用解析2025-06-28 3667
-
求助超声波液位计技术方面问题!2016-06-16 3481
-
超声波塑料焊接与超声波金属焊接的不同点2018-07-25 3703
-
基于STM32超声波测距设计的合集2018-09-05 11573
-
超声波传感应用于无人机着陆技术解析2020-02-21 3077
-
超声波液位计的作用及原理2020-11-09 3444
-
超声波电机是什么?2020-11-16 3177
-
超声波测距的相关资料分享2021-12-08 2116
-
STM32_超声波测距2021-11-25 2223
-
常见超声波塑焊缺陷的处理方法2022-07-07 4699
-
简述超声波焊接原理及超声波技术应用2023-04-07 3656
-
代替欧美超声波品牌,灵科超声波发布伺服超声波焊接机2023-08-28 2131
-
超声键合技术是什么?芯片封装的工艺原理与应用解析2026-03-31 627
-
高频超声键合技术:引线键合工艺优化与质量检测方法2026-04-01 381
全部0条评论

快来发表一下你的评论吧 !
