

PCB设计布线规范总结
描述
在PCB设计中,很多初学者或刚转行的工程师总以为:
“拉线不就是从A接到B,走通就行了吗?”
但实际上,布线的好坏,直接决定了电路的性能、工艺良率和长期可靠性!
拉得随便,轻则EMI超标、信号反射,重则器件虚焊、整板返工。
今天我们就用 7张图,系统讲清楚PCB布线时必须掌握的走线规范 ,每一个都是实打实的工程经验总结!
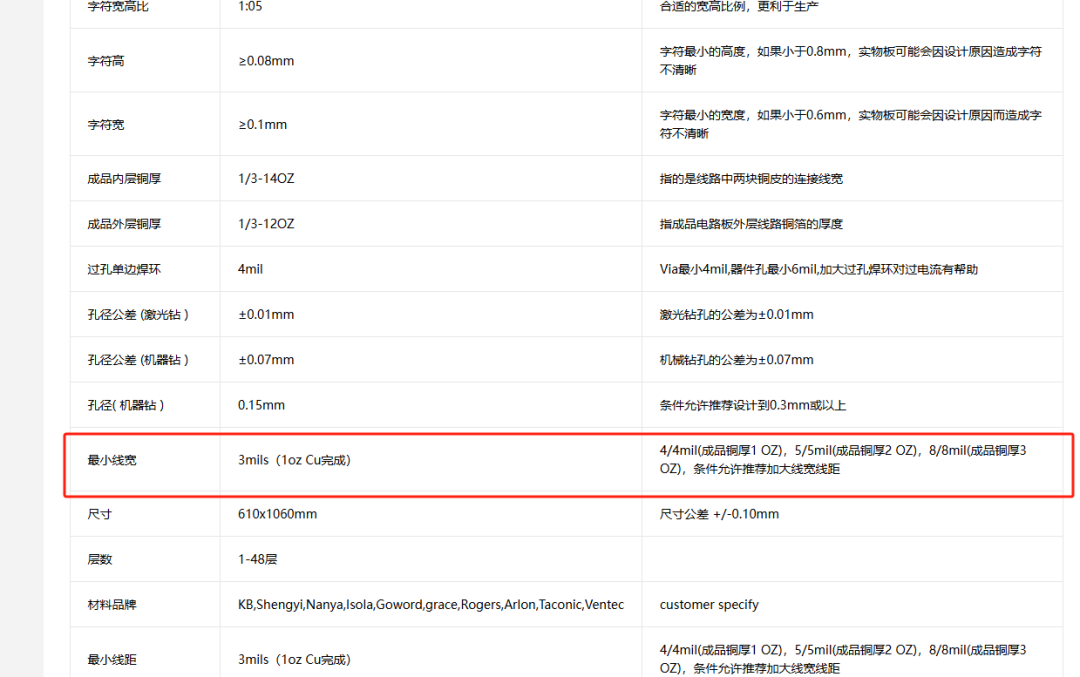
1. 走线太细,等于“挑战工厂极限”
在国内主流PCB加工
厂的生产工艺下:
推荐走线线宽 ≥4mil(0.1016mm)
特殊情况最低可接受 3.5mil(0.0889mm),但会显著提高报废率
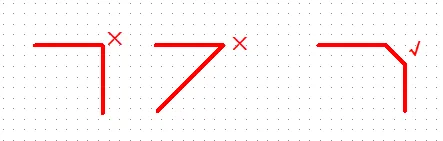
2. 任意角度走线,不如135°来的稳
蚀刻工艺在处理“任意角度”走线时容易出问题,建议布线使用:
45° 或 135°走线,如图1右侧示意
避免出现杂乱无规则的锐角、斜角
这样不仅走线平滑,也方便自动布线工具优化。

3. PCB布线的大忌:90°直角走线!
为什么直角走线会被大力禁止?
如图2所示,直角或锐角走线会带来三大隐患:
阻抗不连续:信号易反射,产生波形畸变
尖端EMI干扰:角尖处是高频辐射源
蚀刻变形风险:走线变细甚至断裂
所以,一条信号线能用135°过渡,就绝不90°拐弯!
4. 锡焊偏差 + 异形焊盘 = 器件贴片歪斜风险
以0402封装电阻为例:
如图3所示:当走线从对角引出时,实际生产中的阻焊层偏差可能造成“异形焊盘”。
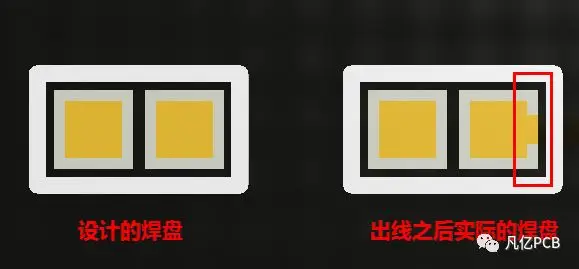
图3焊盘的实际制作效果
进而在图4中看到,由于焊锡张力不均匀,电阻可能发生旋转、翻转等贴装异常现象!

图4 不良出线造成器件容易旋转
这不是设计没通电,而是布线方式造成的焊接不良!
5. 正确出线方式:关于长轴或短轴对称
解决旋转或漂移问题的核心在于“扇出方式”:
关于长轴对称出线:减少旋转
关于短轴对称出线:减少偏移漂移
图5中展示了正确扇出方法,确保芯片元件在回流焊后贴装稳定、均匀受力。
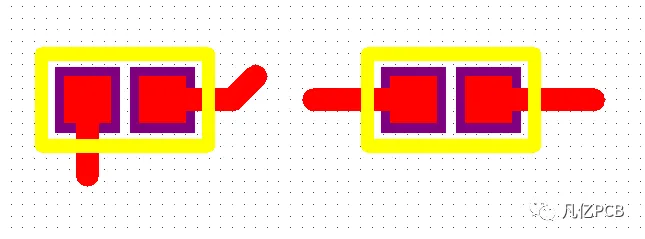
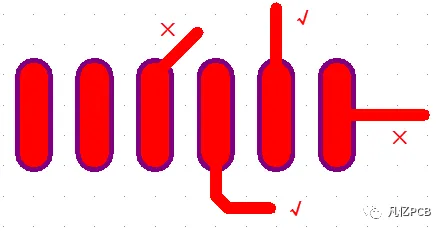
图5 器件的出线
6. 同网焊盘不能直接走线
你是不是也习惯把相邻同网络的焊盘直接走线连起来?
看似省事,实则大坑!
图6展示:两焊盘直链在手工焊接时容易 连锡、短路 ,因为焊锡会自动“爬锡”填满中间间隙。
正确方式是: 每个焊盘独立拉出一小段线,再合并连接 ,这样焊接更安全、更美观。
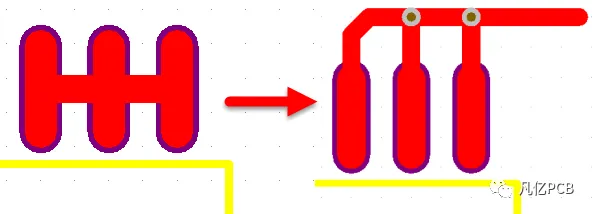
图6 相邻同网络焊盘的链接方式
7. 连接器拉线要从焊盘中间出!
连接器使用频率高,经常插拔,如果走线不规范,可能在拔插中将线路撕裂!
图7正确做法为:
拉线必须从焊盘中心点引出;
严禁从焊盘边缘拉线、斜角出线或绕弯走线。
不然线撕掉不说,PCB焊盘也可能脱落!
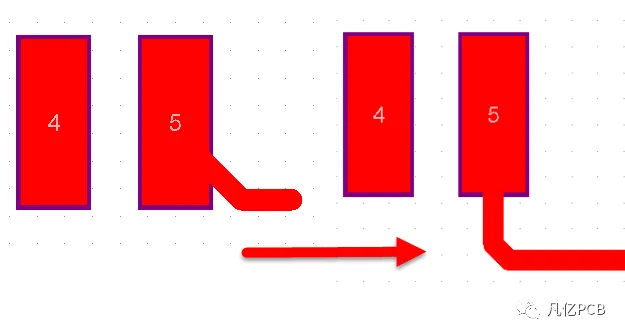
图7 连接器的出线
小结:牢记这7点,布线效率+质量双提升!
| 线宽过细 | 蚀刻断线、良率低 | ≥4mil,尽量≥5mil |
| 任意角度走线 | 路径杂乱、EMI强 | 使用45°/135°角 |
| 直角走线 | 反射严重、EMI强 | 避免直角,用弧线或斜角 |
| 异形焊盘 | 元件旋转、贴歪 | 关于长轴/短轴对称出线 |
| 相邻焊盘直链 | 容易连锡 | 拉线后再汇合 |
| 连接器出线斜走 | 插拔撕裂线 | 从中心直出 |
| 问题类型 | 错误现象 | 推荐做法 |
|---|
本文凡亿教育原创文章,转载请注明来源!
-
了解TI基于PCB布线规则的DDR时序规范2024-10-15 650
-
华为工程师PCB布线规范2022-02-25 1557
-
PCB设计布局布线规则小总结资料下载2021-04-11 1413
-
PCB设计中,有哪些布线规则?2019-08-01 4178
-
华为PCB布线规范+上海贝尔PCB设计规范+华硕内部PCB设计规范2019-04-23 11504
-
PCB布线规范,研发学习必备!2016-12-29 4981
-
PCB 布线规范:PCB设计要点资料下载2016-10-09 7083
-
【资料】华为PCB布线规范2015-12-27 75168
-
华为PCB布线规范2013-11-17 7989
-
华为PCB 布线规范。2012-09-29 20401
-
SI9000教程 与PCB布线规范2012-01-21 15913
-
华为PCB布线规范 PDF文档2011-02-18 14785
-
华为pcb布线规范免费下载2007-12-10 1613
全部0条评论

快来发表一下你的评论吧 !
