

基于推拉力测试机的化学镀镍钯金电路板金丝键合可靠性验证
电子说
描述
在微组装工艺中,化学镀镍钯金(ENEPIG)工艺因其优异的抗“金脆”和“黑焊盘”性能,成为高可靠性电子封装的关键技术。然而,其键合强度的长期可靠性仍需系统验证。本文科准测控小编将基于Alpha W260推拉力测试机,结合破坏性力学测试与高温加速试验,对ENEPIG焊盘的金丝键合性能进行全面分析,为行业提供数据支撑和工艺优化方向。
一、测试原理与标准
1、键合强度测试原理
破坏性键合拉力测试:通过垂直拉伸键合丝至断裂,评估键合丝与焊盘的结合强度(单位:cN)。
第一键合点剪切力测试:水平剪切第一键合点(球焊点),量化焊盘与金球的界面强度(单位:cN)。
元素扩散分析:通过高温加速试验(300℃烘焙),利用SEM/EDS检测Ni、Cu等元素的扩散深度,评估长期可靠性。
2、参考标准
MIL-STD-883H:微电子器件键合强度测试方法。
IPC-J-STD-002D:焊接电气和电子元件引线的可焊性测试。
DOD-STD-2000-1B:镀金层厚度与焊接工艺规范。
二、测试设备与材料
1、仪器设备
Alpha W260推拉力测试机

多轴运动控制:X/Y/Z三轴精密定位
智能测试软件:支持自动测试、数据统计和CPK分析
仪器配备专用键合拉力测试夹具,可实现对键合线的非破坏性和破坏性测试。
高精度光学定位系统,确保测试位置准确性。
辅助设备:等离子清洗机、高温烘箱、SEM/EDS分析仪。
2、测试材料
基板类型:
ENEPIG基板:Ni(5μm)/Pd(0.1μm)/Au(0.03μm)。
ENIG基板(对比组):Ni(5μm)/Au(1μm)。
键合丝:直径25μm高纯金丝(纯度≥99.99%)。
三、测试流程
步骤一、样品制备
1、键合工艺:
使用全自动键合机,参数统一(超声功率40kHz、压力0.5N、时间20ms)。
每类基板键合50根金丝,确保弧度与长度一致。
2、加速老化试验:
分组烘焙:300℃/1h、300℃/8h,模拟长期高温服役环境。
步骤二、力学性能测试
1、破坏性拉力测试:
测试点:键合丝弧顶(图2)。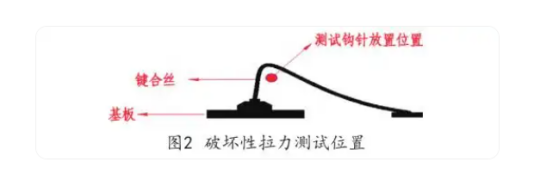
速度:0.5mm/s,记录断裂力及失效模式(颈缩或界面脱落)。
第一键合点剪切力测试:
剪切工具:50μm宽平头刀片,速度100μm/s。
记录剪切力及焊盘金残留面积(图7)。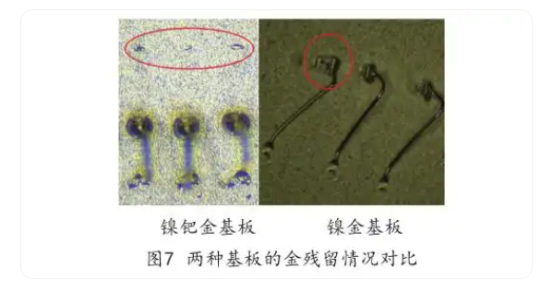
步骤三、失效分析
切片与SEM/EDS:
垂直切割键合点,抛光后观察界面形貌。
扫描Ni、Cu元素扩散路径(图10-14)。
粗糙度检测:白光干涉仪测量焊盘表面Ra值。
步骤四、结果与讨论
1、力学数据对比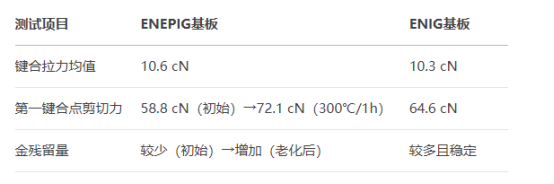
2、可靠性结论
ENEPIG键合强度:初始剪切力略低于ENIG,但高温扩散后强度提升(Ni扩散增强界面结合)。
长期可靠性:Ni/Cu扩散深度可控(<10μm),无分层风险,满足高可靠需求。
以上就是小编介绍的有关化学镀镍钯金电路板金丝键合可靠性分析相关内容了,希望可以给大家带来帮助!如果您还想了解更多关于键合丝拉力测试、金丝键合拉力标准、键合拉力测试仪和金丝键合拉力标准,推拉力测试机怎么使用视频和图解,使用步骤及注意事项、作业指导书,原理、怎么校准和使用方法视频,推拉力测试仪操作规范、使用方法和测试视频,焊接强度测试仪使用方法和键合拉力测试仪等问题,欢迎您关注我们,也可以给我们私信和留言,【科准测控】小编将持续为大家分享推拉力测试机在锂电池电阻、晶圆、硅晶片、IC半导体、BGA元件焊点、ALMP封装、微电子封装、LED封装、TO封装等领域应用中可能遇到的问题及解决方案。
审核编辑 黄宇
-
印制电路板用化学镀镍金工艺探讨-悌末源2015-04-10 3176
-
《炬丰科技-半导体工艺》用于半导体封装基板的化学镀 Ni-P/Pd/Au2021-07-09 4098
-
Pcb化学镀镍/金工艺介绍2009-10-17 1452
-
印制电路板用化学镀镍金工艺探讨(二)2006-04-16 3257
-
探讨印制电路板用化学镀镍金工艺2016-06-15 1114
-
全自动推拉力测试机金丝键合推拉力测试机2023-05-12 2111
-
金丝键合推拉力测试机应用2023-05-16 1891
-
金丝键合推拉力测试机的应用2023-05-23 1829
-
pcb表面处理 什么是化学镀镍2024-01-17 3221
-
化学镀镍钯金电路板金丝键合可靠性分析2024-03-27 3429
-
金丝键合抗拉强度测试,推荐自动推拉力测试机!2024-06-03 2158
-
多功能推拉力测试机:原理及应用2024-12-26 1751
-
推拉力测试仪:金丝球键合工艺优化的“神器”2025-02-22 1847
-
粗铝线键合强度测试:如何选择合适的推拉力测试机?2025-03-21 1228
-
基于推拉力测试机的PCBA电路板元器件焊点可靠性评估与失效机理探讨2025-10-24 1076
全部0条评论

快来发表一下你的评论吧 !
