

怎么选回流焊机_回流焊机选用技巧
电子说
描述
回流焊机也叫再流焊机,它是通过提供一种加热环境,使焊锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的设备。
回流焊机结构
回流焊机由控制系统(控制系统采用PC+PLC+HMI(人机界面)方式),热风系统(增压式强制循环热风加热系统,前后回风,防止温区间气流影响,保证温度均匀性和加热效率;专用高温马达,速度变频可调),冷风系统(强制风冷及水冷结构,冷却区温度显示可调),机体,传动系统组成。
回流焊机设备保养制度
我们在使用完了回流焊后必须要做的保养工作;不然很难维持设备的使用寿命。
1、日常应对各部件进行检查,特别注意传送网带,不能使其卡住或脱落
2、检修机器时,应关机切断电源,以防触电或造成短路
3、机器必须保持平稳,不得倾斜或有不稳定的现象
4、遇到个别温区停止加热的情况,应先检查对应的保险管是通过重新熔化预先分配到印制板焊盘上的膏。
回流焊机选用技巧
1、再流焊的传热系统必须具备4~5个加热区
至少在预热区域再流焊区应设有 下 加热器,并能独立控温,确保温度能以传导、辐射、对流三种方式快速使焊区达到焊接温度。
2、加热器的类型
大体可分两大类,一类是由红外灯和适应灯管式加热器,它们能直接辐射热量,又称一次辐射体;另一类是陶瓷板、铝板和不锈钢板式加热器。
管式加热器:具有工作温度高,辐射波长短和热相应快的优点,但因加热时有光的产生,故对焊接不同颜色的元器件有不同的反射效果,同时,也不利于与强制热风配套。
板式加热器:热响应慢,效率稍低,但由于热惯量大,通过穿孔有利于热风的加热,对被焊元件中的颜色敏感性小,阴影效应较小,此外,目前销售的再流焊炉中,加热器几乎全是铝板或不锈钢加热器。
3、炉温的评价
对再流炉炉温的评价是选择再流炉的重要环节,通常通过以下方法来进行评估:
(1)炉腔内横截面上的温度均匀
将再流炉轨道开至最大位置,放置一块pcb,并在pcb沿炉子横截面上设置5~6个测试点,测出空载时板面的温度差,温差应小于0.5摄氏度。然后连续放入pcb(满负载),测最后一块pcb的板面的温度(同第一块),以判别满负载时pcb上的温度差,一般在正负1摄氏度左右。第三步,在pcb上放置不同的模拟IC块,再进行测试。这种判断能有效的看出再流炉满负载时的温度变化,同时,观察再流炉表上显示的实际温度变化,通常不应超过正负1摄氏度。
(2)炉腔纵向(运动方向)温度的分辨率
若取一块20cm*20cm的pcb,放置在三个热电偶,并测试炉温曲线。所测得的温度曲线图形应能清楚地反映出热电偶在pcb上的错位状态,即在前(运动方向)得热电偶先达到高温区,之后达到高温区,层次清楚。
4、再流焊炉得保温性能
好的再流焊炉,其保温性能好,热效率高,差的再流焊炉保温性能不能达到要求。虽然炉子的热效率很难测量,但却可用手触摸再流炉及排风管道工作时得外壳来判断温度,通常这里都是散热部位,当用手触摸感到烫手或不敢去摸时,说明炉子的保温性能差,耗能大,正常时,人手稍有发热的感觉(约50摄氏度)。
5、传送系统
再流焊炉的传送系统有三种:
(1)耐热四氟乙烯玻璃纤维布 仅适用于小型并且是热板红外加热型再流焊炉
(2)不锈钢网 不适用双面PCB的焊接
(3)链条导轨 普遍方法
6、强制对流风速
强制对流可以起到使炉腔温度均匀的效果,但不能达到引起元件的移位,一般在PCB上放一排0402元件(不印刷焊锡膏),然后通过再流炉,观察出炉后的位置的变化。用此方法,也可以判断轨道运行的平稳性及热风的风速,其风速不能引起元件的移位。
7、控制系统
再流焊控制系统的选择,应根据大生产的状况及费用的多少来定。对于大型的OEM等加工中心,选用高档的控制系统是有利的,如PROFILER测温装置,一个系统能实现多台再流炉的控制,即能实现多条生产线的炉温管理。
8、冷却系统
SMA焊接后的冷却时再流焊的一个组成部分,氮气再流炉的冷却功能一种位风冷(氮气或空气),一种是同如冷却水,加快对过热的SMA的冷却。
9、氮气保护系统
充氮保护再流焊炉的机理与氮气保护波峰焊相同,应考虑再流焊的“密封能力”,通常氮气再流炉通过氮气“风帘”来实现路子进出的密封。
10、再流焊炉大小的选择
一般产品中,再流焊炉有5个温区就已足够,导轨的宽度应比需加工的PCB大一些(客观上加工的PCB尺寸比再流焊机的轨道宽度小得多)。大型的再流焊炉多达9个以至11个温区,温区多,工作曲线就能方便调节。生产能力大,但费用及占场地也大。此外再流焊炉的入口高度也应考虑,特别是当选用炉温测试仪时,测试仪是否能方便的进入也要考虑。
SMT回流焊使用操作指引
一)SMT回流焊的启动
①合上设备总电源(机器左下方电柜内空开)。开启车间排烟抽风系统开关使之正常运行。
②按下机器右上方POWER按钮,开启电脑,登录回流焊系统界面,确认系统通讯正常后,调用无铅锡膏回流焊程序。检查设置的8个加热温区目标温度值(有铅)SV应以次为:165、160、175、185、190、190、240、200。输送带速应为75cm±10cm/min。
③点击回流焊控制软件界面上总启动按钮,合上运风、输送、加热、冷却开关,使使机器进入运行状态。
④冷机要预热20~30分钟后,观察窗口中实际温度PV与设定值SV是否稳定,是:则进行下一步;否:则要重设温控表的PID参数值,并在5~10分钟后观察稳定是否再进行下一步。
校准由技术员调试 ①将测温仪及其3探头贴放在与工件PCB尺寸相同的试验板上,并使之随输送带进行炉内温度实测,出炉后理解在PC测温软件上读出各时间点板面的实际温度。
②将上一步实测结果与左图标准曲线相比较,若测试曲线与标准曲线相同或相近,则可以开始正常生产;否则,要在对比标准曲线温差大的温控表上,重新尝试设置SV值(以5℃左右的梯度增减),或配合传送钢带运行速率来综合调整,以达到实际生产所需要的工件受温控制曲线。
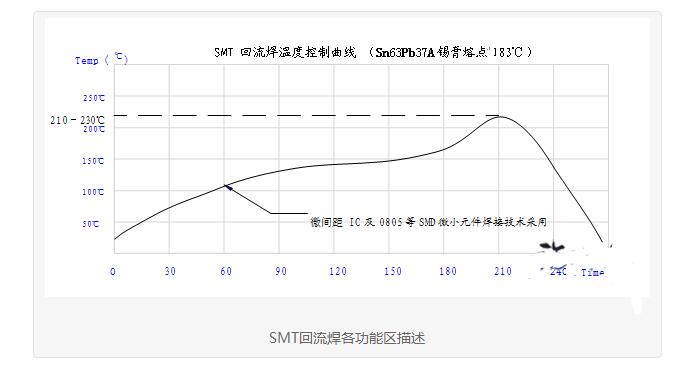
二)SMT回流焊各功能区描述
第1温区—预热区 第2温区—预热区 第3温区—预热区 第4温区—干燥区 第5温区—干燥区 第6温区—活化区 第7温区—焊接区 第8温区—快速降温区
三)SMT回流焊设置温区温度(SV值)
第一温区—165 ±2℃ 第二温区—160 ±2℃ 第三温区—175 ±2℃ 第四温区—185 ±2℃ 第五温区—190 ±2℃ 第六温区—190 ±2℃ 第七温区—240±2℃ 第八温区—200 ±2℃ 第9温区—室温风冷区
四)SMT回流焊温控表调整及设置
1,设置主控值——将鼠标移至回流焊炉控制软件HMI主画面中回流焊炉相应需调整的温区数值窗口区域内点击,在跳出的置数小键盘上输入所需 “SV”设置值;再按“OK”键保存后退出。设置值范围“0~399”。
2,设置PID参数—— 选择回流焊炉控制软件HMI主画面中“设置”菜单选项,单击下拉菜单中“密码”选项,在跳出的画面中输入所需的“用户名、密码”,系统确认操作者为合法人(专职工程技术人员)后可以开始进入PID参数设置:在跳出的回流焊炉相应上、下温区数值窗口区域内点击,在跳出的置数小键盘上输入所需 “P (或I)”参数设置值;再按“OK”键保存后退出。设置值范围“0~399”。
五)SMT回流焊焊接质量要求
1,焊接元器件在焊接过程中不应因受震动而移位、歪斜、竖立。
2,PCB元器件回流焊过程时间应控制在3~5分钟以内。
3,锡膏回流良好。焊好后的板面焊点应光亮均匀,焊锡润湿焊盘、元件引线均匀。
4,无PCB变色、铜箔翘曲、脱落等不良现象。
六)回流焊焊的关机
1,正常状态下:
①检查回流焊机内的PCB是否全部焊接完成。
②关闭加热,等待20~30分钟后,点总启动、关闭运风、输送、加热、冷却开关,关闭电脑。
③或采用自动延时关机模式,直接点自动关机按钮即可。
④关闭设备总电源(机器背面左下方)。
2,紧急状态下:
①按下机器左侧红色蘑菇状急停开关(EMERGENT STOP)。
②关闭设备总电源(机器背面左下方)。
七)注意事项
1. 温区的设置不能随意调整,上列温区参数基本是按照焊接pcb板面积占焊接炉传送钢网有效面积90%、走带速率为75cm±10cm/S较好的实际固化效果而定的。当加工的pcb板面积有较大的出入时,应对带速进行微调以达到良好的焊接效果。调节的一般原则为:pcb板面积小时,网带走速稍快,pcb板面积大时,网带走速稍慢,一切以达到良好的焊接效果为准。
2. 温控表的PID参数不得随便设置。
3. 回流焊机的进出料口在使用过程中应避免外界自然风吹入而影 响炉内动态温度平衡,影响焊接质量。
4. 回流焊炉出料口的PCB工件送出时,要避免烫伤操作人员手的事故发生;也要防止PCB板堆积在出料口,造成PCB板坠落或出口的PCB板处高温状态下焊锡强度低SMD元器件因坠落或挤压冲击而脱落。
5. 做好焊机设备的日常保养工作:每日清洁设备表面使之无污秽,加油手动模式时每周1次点击加油按钮用高温润滑油(BIO-30)润滑滚链;连续生产时,每月不少于两次:检查给炉电机及各转动轴轮添加高温润滑油。
6. 每日开机前检查焊机的接地线是否连接可靠。
7.故障排除后,合上设备总电源,顺时针旋动红色蘑菇状急停开关,即可恢复返回原工作状态。关机时不可让PCB及传送钢网带停止在尚为高温状态下的炉内,应是使机内温度下降后再停传送带!
- 相关推荐
- 热点推荐
- 回流焊机
-
SMT回流焊机使用注意事项2022-06-15 1854
-
回流焊机的操作规程2021-06-08 3190
-
回流焊机正确操作步骤介绍2021-05-07 3998
-
回流焊机常见的故障有哪些,是由什么原因造成的2021-01-28 2816
-
如何正确选择回流焊机,需要注意哪些方面2021-01-20 2237
-
回流焊机是什么,它的应用领域有哪些2021-01-07 3539
-
回流焊机的操作流程和步骤是怎样的2020-07-08 10724
-
标准回流焊机和无铅回流焊机的技术参数指标2020-06-11 8573
-
标准八温区回流焊机的控制系统和性能特点2020-06-03 4452
-
如何正确设置回流焊机的温度,有什么方法2020-03-31 7461
-
回流焊机的使用_回流焊机工作原理2019-04-25 13298
-
贴片机和回流焊机区别在哪里2018-04-08 12112
-
8bit PSoC 及回流焊机应用2006-06-30 1128
全部0条评论

快来发表一下你的评论吧 !
