

高频微波板应用范围及技术研究
电子说
描述
随着电子技术的发展,微波的应用相当广泛,对结构设计越来越高。新的应用层出不穷,已遍及国防建设、科学研究、工农业生产及日常生活等各个领域,如图1所示。
图1 高频微波板应用范围示意图
对印制电路板提出了高频微波特性的要求,对材料要求也不可避免的越来越高。对高频微波印制板而言,所使用的基材与FR-4在玻璃纤维布及填料等是完全不同的,目前这种高频微波材料用于高密度互连板制作上还属于一个摸索的阶段。因材料差异,制作过程中已出现爆板等异常问题,本文以一款板多阶HDI陶瓷板为例,介绍其制作过程中的关键技术。
1高频微波定义1.1 高频微波的定义
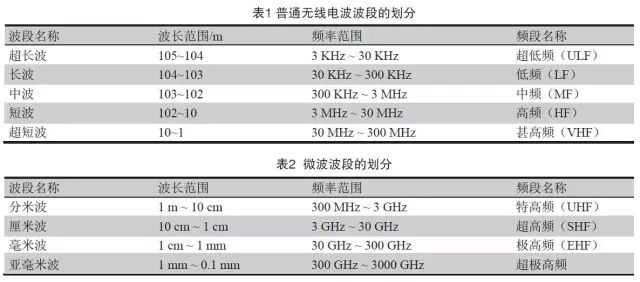
高频微波顾名思义就是频率高、波长短,具体短至何种程度,下面定量进行描述。通常,将波长为1 m ~ 0.1 mm之间,相应的频率范围为300 MHz ~ 3 000 GHz的电磁波称为微波。从电磁波谱图中可见,微波的低频端接近于超短波,高频端与红外线相毗邻,因此它是一个频带很宽的频段,其宽度为3 000 GHz,比所有普通无线电波波段总和宽上万倍。
为了方便,常将微波划分为分米波、厘米波、毫米波和亚毫米波四个波段。表1与表2分别给出了普通无线电波段和微波波段的划分。
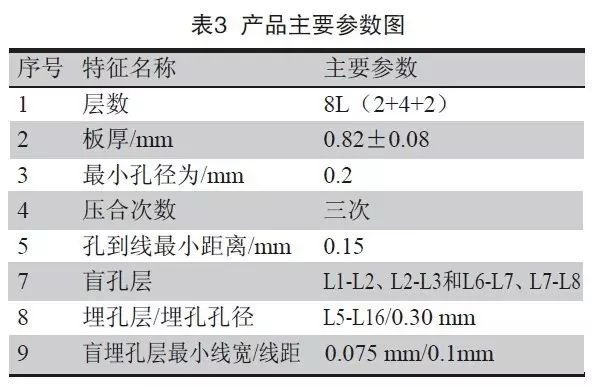
产品结构如图2所示,产品主要参数特点如表3所示。
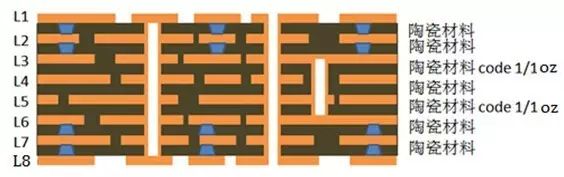 图2 产品层压结构图
图2 产品层压结构图
3.1 压合制作
3.1.1 制作难点分析
此板为某供应商的一款陶瓷材料,板在设计上确实比较特殊,它是一个8层板,2次铜箔压合,2次激光孔,半固化片使用的是也为该陶瓷料,内层铜都是34.3 μm(1 oz),单张bond ply设计。而陶瓷料材料性能是一种低流动度的半固化片,而且还有单张设计,填充区域的铜厚都是34.3μm(1 oz),这样以来,在正常的压合过程中,要想把内层线路填充好,故压合过程中出现空洞,表4为空洞压合过程中产品料温曲线及材料固化要求。

此类高频陶瓷板材半固化片有陶瓷和胶体构成,其半固化片含胶量极低,几乎为零,铜箔结合力较差,铜箔的附着力较弱,采用半固化片与铜箔压合后易出现铜皮气泡或在后续加工过程中受到外力,或者对产品加热,极易出现铜箔分层、起泡缺陷。如图3所示。
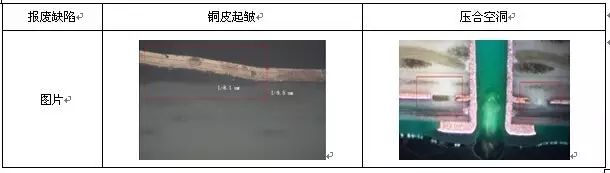 图3 压合容易出现的问题图
图3 压合容易出现的问题图
3.1.2 改善措施
因为铜箔与半固化片结合力差,导致压合已出现铜皮气泡问题,此板HDI盲孔为叠孔设计结构,为改善此类问题,见铜箔与半固化片压合改为芯板与芯板压合结构,由之前两次压合改为一次压合制作,具体结构更改如图4所示。
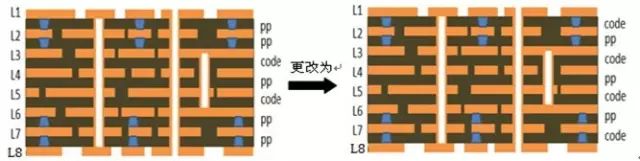 图4 层压结构更改为芯板结构压合示意图
图4 层压结构更改为芯板结构压合示意图
压合程序调整,根据材料特性,将压力提升到650 PSI,恒温时间,材料温度在115 ℃时,保持时间在原来基础上增加15 min,100 ℃到120 ℃升温速率调整为1 ℃/min(图5)。
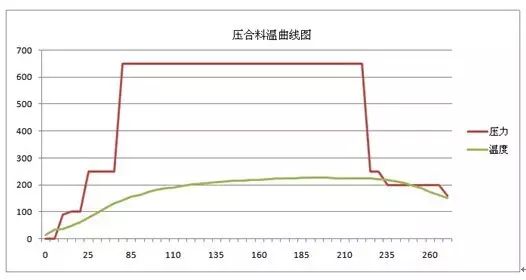 图5 更改后的压合料温曲线图
图5 更改后的压合料温曲线图
因此材料为陶瓷材料,半固化片含胶量低,压合过程中出现空洞等问题,为改善此类问题,调整压合排版方式;因此板外层含有树脂塞孔,采用离型膜加Pacopad缓冲压垫和PCB一起压合易出现板面凹凸不平,外层树脂塞孔制作过程中导致砂带磨板出现漏基材等问题,故将离型膜加Pacopad调整到钢板外面,具体排板方式为:离形膜——Pacopad——离形膜——钢板——PCB——钢板——离形膜——Pacopad——离形膜。具体如图6所示。
 图6 压合排版结构改善前后对比
图6 压合排版结构改善前后对比
3.2 流程设计
3.2.1 优化前流程设计
此板原为两张芯板加半固化片与铜箔叠加方式压合,盲孔为叠孔设计,要求盲孔填平,内层铜厚控制最小34.3 μm(1 oz),为满足客户要求原流程为:
(1)第一次压合(制作L3~L6层树脂塞孔)。
开料→内层图形→内层蚀刻→内层AOI→棕化→压合(L3/L6层压合)→内层图形1→内层AOI1→棕化2
(2)第2次压合(制作L2~L7层,制作L2和L7层盲孔)。
压合1(L2/L7层压合)→棕化3→激光钻孔→切片分析→退棕化→内层沉铜→整板填孔电镀→切片分析→内层图形→内层蚀刻→内层AOI→棕化4
(3)第3次压合(制作L1~L8层,制作L1和L8层盲孔)。
压合2(L1/8层压合)→棕化→激光钻孔→切片分析→退棕化→外层沉铜→整板填孔电镀→切片分析→减铜→外层钻孔→外层沉铜→全板电镀→外层图形→图形电镀→外层AOI→……→正常制作→……
3.2.2 优化后流程设计
调整为芯板与芯板压合,可以起到简化流程,故对原流程需从新设计,新流程设计如下:
(1)第一次压合(制作L3~L6层树脂塞孔)。
开料→内层图形(L2、L7层盲孔对应的铜PAD需掏铜,掏铜直径比激光钻直径小0.075 mm,但比PAD小)→内层蚀刻→内层AOI→棕化→压合(L3/6层压合)→内层图形1→内层AOI1→棕化2
(2)第二次压合(制作L1~L8层)。
压合(L1~8层)→钻激光定位孔→盲孔开窗图形(开窗直径与激光钻咀等大)→盲孔开窗蚀刻→激光钻孔→切片分析→外层沉铜→整板填孔电镀(孔内铜厚≥20 mm)→切片分析2→外层镀孔图形→点镀填孔电镀(盲孔填平)→切片分析→退膜→砂带磨板→外层钻孔→外层沉铜→全板电镀→外层图形→图形电镀→外层AOI→……→正常制作→……
3.3 钻孔孔粗与除胶
3.3.1 制作难点分析
高频陶瓷板材含有陶瓷和胶体材料,无机填料偏多,物理特性较脆、较硬,钻孔时对刀具的磨损很严重,控制不当会出现爆孔、披锋等异常(表5)。

由一种特殊成分和胶体组成的陶瓷材料,无机填料偏多,物理特性较脆、较硬,采用传统的化学除胶方法(KMnO4+H2SO4)咬蚀效率较低,容易造成除胶不净问题。
3.3.2 改善措施
钻孔选用金刚石涂层的刀具,具体改善方法如下:
(1)盖板、垫板:使用酚醛材料;
(2)孔限设置:孔限设置为100孔,以避免基体材料疲劳破坏导致断刀,同时调整钻孔参数为如表6。

经分析,采用等离子除胶方法除钻污效果较好。等离子体是物质存在的第四种状态,带电的离子撞击孔壁表面,可以除去表面上附着的钻污,对不同物质的作用均匀,经过DOE测试,本产品除钻污参数如表7所示,除胶改善前后孔壁效果见图7所示。

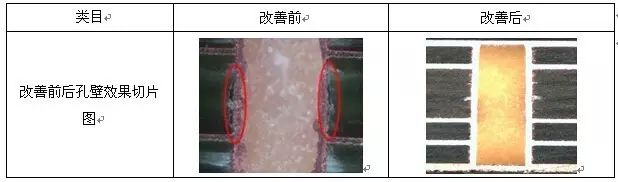 图7 除胶改善前后孔壁效果图对比
图7 除胶改善前后孔壁效果图对比
3.4 盲孔制作
3.4.1 制作难点分析
此板为盲孔叠孔制作,此材料为陶瓷材料,材料惰性相对普通FR-4材料强,更改压合叠板结构后,要求激光钻孔制作需一次击穿两层介质厚度,制作过程中因介质太厚,无法一次击穿,而采用背钻方式制作,由因为不能伤到底层铜,易出现钻不到目标层或伤到底层。
制作此盲孔电镀,因为两层盲孔直接打穿,按原孔径设计,此陶瓷材料code厚度固定为0.1 mm,加上内层铜厚,按原激光大小0.15 mm设计,电镀纵横比过大,已出现盲孔孔无铜等问题。具体见图8所示。
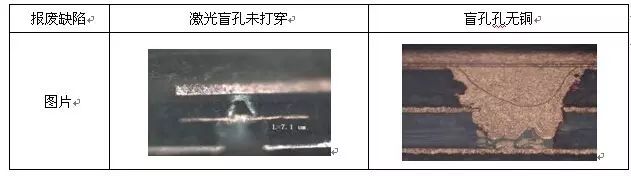 图8 盲孔叠孔异常切片图
图8 盲孔叠孔异常切片图
3.4.2 改善措施
因盲孔激光钻孔异常,为改善此类问题,现将叠孔位置L2和L7层在做内层图形时,将L2和L7层盲孔叠孔位置的铜掏掉,因为叠孔L2和L7层客户设计需要与内层铜导通连接,故开窗大小设计为PAD之间比激光钻孔孔径小0.075 mm,保证电镀内层铜与电镀层能够连接,因介质厚度>0.2 mm,盲孔设计大小为0.25 mm,保证孔径纵横比<1,便于电镀制作。
电镀采用整板填孔一次填孔将盲孔填平,外层线路为0.0762 mm/0.0762 mm(3 mil/3 mil)的线,电镀均匀性的影响,易出现蚀刻不净等问题,为避免外层蚀刻不净,分两步制作,因内层激光盲孔PAD开窗0.075 mm,所以内层L2-L3和L6-L7层盲孔位置最大0.175 mm,故第一步先采用整板填孔电镀将内层位置盲孔填平;第二部采用点镀盲孔的方法,将外层盲孔填平,填平后经砂带磨板将生产板磨平,保证板面平整无凹坑。具体改善如图9所示。
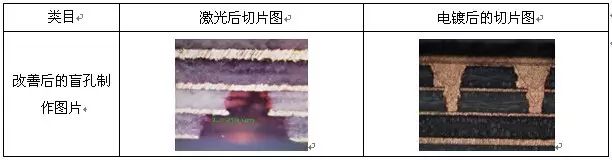 图9 盲孔叠孔改善后的盲孔切片图
图9 盲孔叠孔改善后的盲孔切片图
产品制作效果见图10所示。
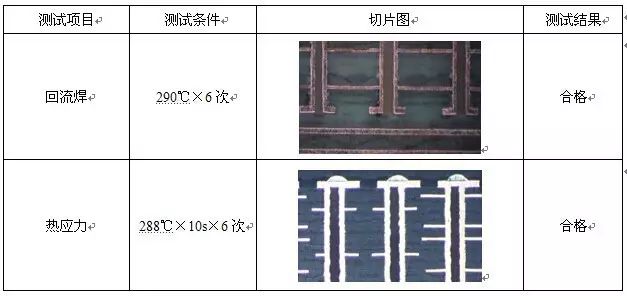 图10 产品制作效果图
图10 产品制作效果图
目前高频微波材料用于高密度互连板多次压合制作还不够成熟,通过我司制作的一款陶瓷材料制作的高频微波板的制作参考,总结如下。
(1)高频微波材料压合条件比普通FR-4要求高,调整压合程式、排板方式等方法,解决了因材料性能问题造成的压合空洞问题;
(2)高频陶瓷板材半固化片有陶瓷和胶体构成,其半固化片含胶量极低,几乎为零,铜箔结合力较差,铜箔的附着力较弱,通过调整压合结构,来改善此类问题;
(3)高频微波板为陶瓷料,物理特性较脆、较硬,采用传统的化学除胶方法(KMnO4+H2SO4)咬蚀效率较低,通过增加等离子除胶加大除胶量,同时通过调整钻孔参数来改善钻孔孔粗及除胶;
(4)此高频微波板因半固化片与铜箔压合,出现气泡,改为code压合方式制作,盲孔为叠孔,一次激光,起到优化流程的作用,在此过程中减少了棕化、电镀和外层等工序的制作成本,同时在现有条件下人工成本和物料成本上升的情况下,能为公司效益提升做出不小的贡献。
-
Sic mesfet工艺技术研究与器件研究2009-10-06 6841
-
激光偏角测量技术研究.pdf2012-07-20 4427
-
高频变压器传递低频电功率技术研究2012-08-20 2918
-
基于物联网技术的室内无线定位技术研究2016-05-18 5052
-
基于Matlab智能天线仿真技术研究2018-05-11 1896
-
微波光子学中的关键技术研究分析2019-07-12 3109
-
请问微波烧结技术研究发展到了什么程度?2019-07-30 1807
-
PCB板进行反向技术研究2016-06-21 1176
-
基于ARM Cortex_M0的微波功率控制技术研究2017-09-28 835
-
微波煤脱硫的关键技术研究2017-10-18 1461
-
微波煤脱硫关键技术研究2017-11-01 1257
-
高频微波印制板和铝基板2017-12-02 1667
-
浅谈微波线性功放的技术研究2017-12-10 2371
-
浅述高频微波板生产中应注意的事项2017-12-11 1084
-
高频板/微波射频线路板有哪些优点2023-10-13 2233
全部0条评论

快来发表一下你的评论吧 !
