

FPC 焊接的“超低温密码”:从材料到工艺的无铅革新
描述
在消费电子、汽车电子等领域,柔性电路板(FPC)凭借柔性、轻薄、可弯曲折叠特性成为连接核心组件的“经脉络”。然而,FPC 的轻薄化设计(厚度≤0.1mm)与复杂场景(如折叠屏10万次弯折)对焊接材料提出了严苛挑战。针对这一痛点,傲牛科技推出了超低温无铅无铋锡膏系列产品,从材料配方到工艺适配全方位突破,立志重新定义FPC焊接标准,打造成为热敏元件、FPC及高可靠场景的首选方案。
一、FPC焊接的“三重困境”
1. 热损伤与可靠性博弈
FPC基材(如聚酰亚胺)耐温通常低于 200℃,而传统SAC305锡膏需260℃回流焊,高温导致基材变形、线路分层。更严重的是,FPC在弯曲时焊点承受剪切应力,传统锡膏焊点易因疲劳断裂,例如新能源汽车电池FPC因高温焊接在振动测试中出现短路。
2. 细间距与工艺精度矛盾
5G手机FPC焊盘间距已缩小至 0.2mm 以下,传统锡膏颗粒(Type 4,20-38μm)合金颗粒过大,易导致桥接缺陷,造成短路。
3. 环保合规与性能平衡
欧盟 RoHS 3.0 要求铅含量<1000ppm,而传统含铅锡膏虽强度高但面临禁用风险。同时,医疗设备等场景要求锡膏无卤素(Cl/Br≤900ppm),传统助焊剂残留可能腐蚀元件。
二、傲牛超低温无铅无铋锡膏的“破局之道”
1. 材料配方的“黄金比例”带来柔和强的统一
合金成分优化:采用SnIn(锡铟)合金,极大降低了共晶温度(低至117℃),较传统无铅锡膏SAC305低了近100℃,可直接用于液晶屏幕、传感器芯片等耐温小于150℃元件焊接。金属铟(In)具有独特的金属韧性,这赋予了锡膏极强的韧性。锡膏的延伸率达 45%(SAC305仅25%),在FPC 1mm半径弯曲测试中,焊点疲劳寿命提升 3 倍。该合金成分既降低焊接温度,又没有锡铋合金的脆性,强化相提升焊点抗拉强度至 35MPa(较纯SnBi提升40%)。某医疗内窥镜 FPC 焊接中,使用SnIn锡膏后基材PI的热变形量从0.3mm降至0.05mm,避免光学镜头偏移。
助焊剂配方的隐形铠甲:独创低极性助焊剂,固含量≤5%,既能快速去除FPC表面氧化层(如CuO),又避免残留腐蚀基材。实测表面电阻>10¹³Ω,满足医疗设备 IPC-610G Class 3标准。
2. 工艺适配的精准控制
颗粒度与印刷精度匹配。傲牛科技提供 Type 4(20-38μm) Type 5(15-25μm)、 Type 6(5-15μm)多种规格,适配不同部件FPC焊盘焊接需求。在某折叠屏手机 FPC 焊接中,Type 6锡膏印刷体积误差<±10%,桥接率降低至 0.5% 以下。
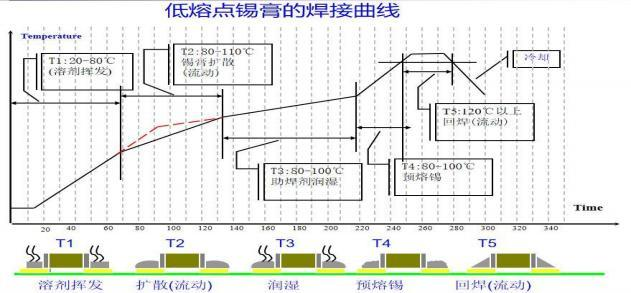
多工艺兼容。AN-117锡铟锡膏使用回流焊工艺,在超低温条件下进行回流焊接(如下图),回流焊峰值温度≤120℃,配合脉冲热压工艺,热影响区可控制在焊点周围 50μm内,保护FPC上的超薄银浆线路(厚度<5μm)不被氧化。在脉冲热压焊与激光焊接时,可通过动态温控算法(如PID闭环)将热影响区控制在焊点周围 0.1mm 内,保护FPC基材不受损伤。
三、行业标准和应用的严苛验证
1. 环保与安全认证
铅含量小于50ppm,满足RoHS 3.0/REACH合规标准。助焊剂不含邻苯二甲酸盐等SVHC物质,通过SGS认证。卤素含量小于500ppm,适用于医疗设备FPC,如心脏起搏器焊接。
2. 可靠性测试体系
弯曲寿命突破:在1mm半径下往复弯曲10万次,焊点电阻变化≤5%,远超 IPC-TM-650 标准。
极端环境耐受:在-40℃环境下抗拉强度仍达28MPa,优于SAC305的20MPa。通过- 40℃~125℃温度循环1000次无开裂,满足汽车电子AEC-Q200要求。
多元基材适配高:对铜、镍、金等镀层的润湿角≤12°(传统 SnBi 合金为 20°),尤其在镍钯金(ENEPIG)镀层 FPC 上,焊盘爬升高度达焊盘厚度的 80%,减少虚焊风险。焊接界面生成均匀的 Cu6Sn5 金属间化合物(厚度≤2μm),较 SAC305 的 IMC 生长速率降低 50%,在 125℃高温存储 1000 小时后,焊点剪切强度衰减<10%。
-
无铅焊接工艺有哪些步骤?2025-08-01 1149
-
无铅低温锡膏熔点是多少?2023-12-28 4535
-
超低温共烧陶瓷及其研究现状浅析2022-12-19 3496
-
铧达康锡业生产不用另加助焊剂的无铅低温焊锡丝138度超低熔点2019-04-24 1556
-
PCB无铅焊接工艺步骤有哪些?2017-05-25 3807
-
关于“无铅焊接”选择材料及方法2016-07-29 3813
-
SMT有铅工艺和无铅工艺的区别2016-05-25 6126
-
无铅焊接的起源:2011-08-11 2467
-
无铅焊接工艺介绍2009-07-30 1061
-
如何选择无铅焊接材料2009-04-07 2426
-
什么是无铅焊接2008-10-30 3235
-
开发无铅焊接工艺的五个步骤2006-04-16 682
全部0条评论

快来发表一下你的评论吧 !
