

数控折弯机工作原理和使用方法详解
电子说
描述
本文主要介绍的是数控折弯机的工作原理及使用方法,首先介绍了数控折弯机开机前要做的准备及开机的操作步骤教程,其次介绍了他的工作原理及关机步骤,最后阐述了如何保养及维护数控折弯机,具体的跟随小编一起来了解一下吧。
数控折弯机工作原理和使用方法
数控折弯机模具包括支架、工作台和夹紧板,使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。按普通的液压数控折弯机模具加工Q235板料来做简单介绍:
1、首先是接通电源,在控制面板上打开开关,再启动油泵,这样你就听到油泵的转动声音了(此时机器不动作)。
开机前准备
1.导轨、后挡料等其它集中供油的运动部件要定期加油;
2.检查模具清洁及损坏程度,发现异常及时处理;
3.检查后挡料平行度及驱动带张紧程度。
开机步骤教程
1.按照操作步骤进行,正确地操作机床;
2.机床加工运行时,发生非正常情况要立即停止检查,参考《培训手册》中的相关排除方法排除故障;
3.机床运行时若发生报警而停机,应区别对待,不可盲目运行,以免损坏机床;
4.新执行的程序,第一件工件一定要按图纸检查,以免批量错误;
5.折弯过程中发现模具出现异常情况要及时停机检查;
6.经常检查X轴实际位置和检测值是否相符,若有偏差及时调整。
2、行程调节,使用必须要注意调节行程,在折弯前一定要测试。它的上模下行至最底部时必须保证有一个板厚的间隙。否则会对模具机器造成损坏。行程的调节也是有电动快速调整。
3、折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。
4、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。
5、踩下脚踏开关开始折弯,数控折弯机模具与剪板机不同,可以随时松开,松开脚便停下,在踩继续下行。塑料数控折弯机模具,塑料折边机,塑料板数控折弯机模具,塑料板材折弯塑料板材直接折弯,不需拼接,不需开槽,不需用焊条,它的折角外表美观不漏水,它将手工焊接转变成全自动的机器操作,提高了质量,提高了劳动效率,降低了劳动成本,大缩短了产品的生产周期。全自动塑料折角机属电气一体化全自动机械设备。
根据塑料板加热变软熔化焊接的原理研制而成,它适合所有热塑性材料的折角。速度快,折角处理表面美观,强度高。液压剪板机又分为摆式与闸式。摆式活性炭由于是圆弧运动,而圆弧刀片制作又相当困难,一般是用刀片之后做垫铁补偿,所以所得出的间隙并不精确,剪出来的板料也不是很理想。因为是弧形运动,其刀片也不能做成矩形,而应做成锐角,所以刀片的受力情况也不理想,刀片损伤也较厉害。做摆式剪板机国内代表为天水机床厂与冲剪机床厂。闸式液压剪板机就克服了以上所有毛病。但目前国内厂家能做闸式剪板机的并不多。相对于剪板机,数控折弯机模具的技术含量要稍为高一点。
目前国内常见的有G形的与F形的,F形的应该是国内的传统产品,其采用是内置式可调机械挡块定位,由于是内置式其抗偏载能力相当弱,故有黄石在早期数控折弯机模具中设有平衡阀,但也由于液压,过繁杂,给后期维护与稳定带来很严重的问题。后一种是在F型机型改进之后的G型,其采用外滑板机械定位,较之F型其更为简单,调试更为方便,即使在两边角度相差的情况之下也可以由非专业人士加垫片得以解除问题。
现在还有一种就是H型数控折弯机模具,其结构较之前两种有很大不同,其为杠杆式结构,一般用于大吨位数控折弯机模具,通过杠杆放大原理,把力放大。同时其采用电\液\数结合的位置控制,使其在同吨位的数控折弯机模具上性价比尤高。但是国内能够生产此种机型的厂家并不多,数控液压板料数控折弯机模具床的主要特点:WC67K型数控折弯机模具,采用钢板焊接结构,振动时效消除应力,机床具有很好的刚性和稳定性,整个机架刚性好,工作平稳、安全可靠、操作方便,通过数控折弯机模具数控系统和液压系统的协调控制,达到理想的折弯效果。
机床的主成部分及结构说明:
1、滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制调节数值。
2、工作台部分:由按钮盒操纵,使电动机带动挡料架前后移动,并由数控系统控制移动的距离,其最小读数为0.01毫米(前后位置均有行程开关限位)。
3、同步系统:该机由扭轴、摆臂、关节轴承等组成的机械同步机构,结构简单,性能稳定可靠,同步精度高。机械挡块由电机调节,数控系统控制数值。
4、挡料机构:挡料采用电机传动,通过链操带动两丝杆同步移动,数控系统控制挡料尺寸。激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,为优质、高效和低成本的加工生产开辟了广阔的前景。而激光内雕机正是将激光技术和计算机技术结合起来的高新一体化新型激光外设加工设备。激光雕刻机采用高性能的激光和数控技术,通过自主研制的光学系统、控制系统和计算机软件,在水晶、玻璃内实现叁维动态精密激光雕刻,解决了雕刻速度慢、系统工作不稳定、丢激光点,对图像和文字处理软件功能不全、使用计算机接口控制卡、激光爆炸点不均匀、自动控制装置不尽完善、设备性价比低等问题。全面提高了系统的效率、精度、可维护性、通用性和安全性。水晶玻璃内雕作品在色彩上变得更为丰富是必然的。利用水晶玻璃工艺品的内雕部分对光线具有较强的反射、折射作用,而空白部分对光线具有较好的通透性能的光学原理,由微控制电路按照叁基色调色板原理,分别控制几种色彩的灯,在“内雕”图像上混色,变化出多种绚丽的色彩,从而使塬本白色的内雕图像呈现出五彩缤纷、光彩夺目的效果。
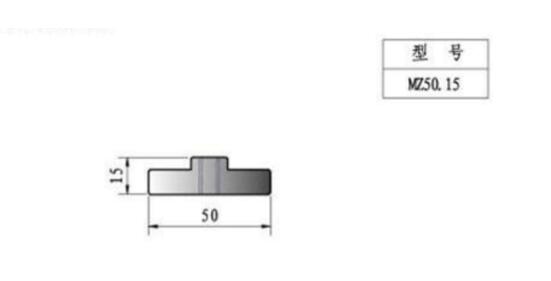
2V下模用导轨
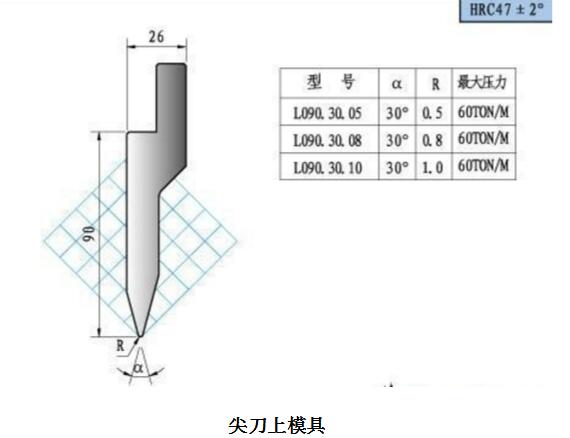
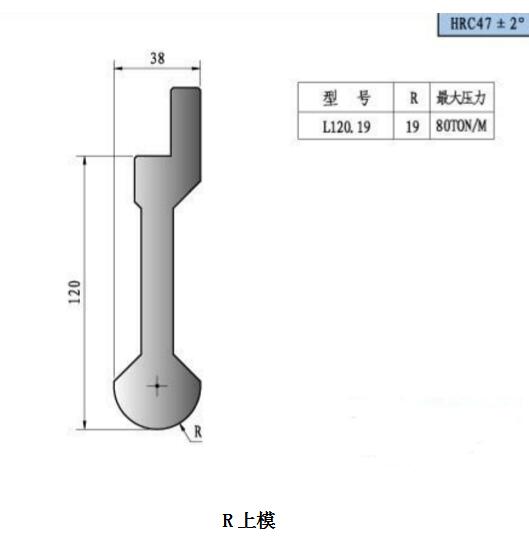
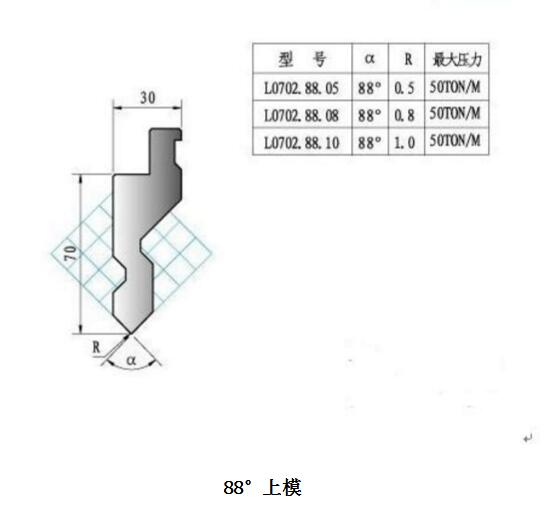
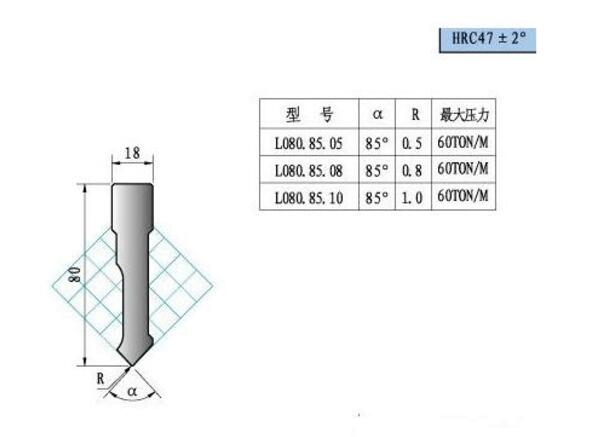
上模具
数控折弯机工作原理
叁点式数控折弯机模具工作原理,凹模入口处园角与模芯表面组成A、B、C叁点,由这叁点确定工件折弯角度α,其中C点受力最大,它与材料回弹量α角正确与否有直接关系,如上图只要改变模芯“距离”的大小,可获得不同的折弯角度,角度控制是在支座上装一表盘,再在模芯上装上拐臂带动指针在表盘上显示出来,其特点是角度控制操作简单直观,无需专用模具便可折弯不同角度的母线,其折弯属强制性折弯,并能提高折弯精度。
一种装置活动刀模夹的折弯剪板机、数控折弯机模具与传统数控折弯机模具的区别是在滑动上梁装置了一个活动刀模夹,在活动刀模夹上同时装有折弯模和剪板刀或者同时装有两种折弯模,在活动刀模夹上装折弯模和剪板刀的称折弯剪板机;在活动刀模夹上装两种都是折弯模的称数控折弯机模具。折弯剪板机使用时控制推动活动刀模夹转动到相应的位置就可变换成折弯功能或剪板功能;数控折弯机模具使用时推动活动刀模夹转动到相应的位置就可变换成薄板折弯模折弯功能或厚板折弯模折弯功能。折弯剪板机的操作使用与单一的数控折弯机模具或单一的剪板机一样方便,制造材料却大幅减少;数控折弯机模具换模快,使用非常方便。
关机步骤教程
1.滑块移动到下死点后,后挡料移至参考点之前,关主电机,再关主电源;
2.清理工作台机身处的废料;
3.机身擦拭干净;
4.检查上、下模的情况,及时清理、上油,确保处于最佳工作状况;
5.每日检查机床可能发生泄漏或松张连接部分;
6.每日检查油位,当滑块处于上死点位置时,油料加至油标中部位置,如果不足及时加足液压油;
7.每周擦拭导轨、丝杠等运动部件并上好润滑油;
8.每月检查电气柜内元器件上的灰尘,保持电柜内干燥、无尘;
9.每月清理散热风扇灰尘、清洗滤网;
10.每天检查液压泵工作情况,工作200小时后,清洗滤芯,以后每隔6个月或1000个工作小时更换滤芯,一年更换一次液压油;
11.清理现场,保持工作现场的整洁
数控折弯机的保养与维护
1、液压油路
1)每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油;
2)本机所用液压油为ISO HM46或MOBIL DTE25;
3)新机工作2000小时后应换油,以后每工作4000~6000小时后应换油,每次换油,应清洗油箱;
4)系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。
2、过滤器
1)每次换油时,过滤器应更换或彻底清洗;
2)机床有相关报警或油质不干净等其它过滤器异常,应更换;
3)油箱上的空气过滤器,每3个月进行检查清洗,最好1年更换。
3、液压部件
1)每月清洁液压部件(基板、阀、电机、泵、油管等),防止脏物进入系统,不能使用清洁剂;
2)新机使用一个月后,检查各油管弯曲处有无变形,如有异常应予更换,使用两个月后,应紧固所有配件的连接处,进行此项工作时应关机,系统无压力。
- 相关推荐
-
DM51 DELEM折弯机数控系统2020-04-08 0
-
有刷直流电机工作原理详解 相关资料分享2021-06-30 0
-
步进电机工作原理与编程方法和控制源程序2008-05-22 1577
-
信捷产品在折弯机系统中的应用2009-06-20 946
-
折弯机远程监控系统2017-11-13 664
-
一文解析CA500伺服系统在数控折弯机上的应用2018-06-01 5245
-
基于Arduino的自制简易3D折弯机2019-05-28 4383
-
在金属成形折弯细分领域,埃斯顿折弯机器人已经成为行业首选2019-04-24 5110
-
液压折弯机效果好不好都靠冲压模具起作用!2022-06-22 1242
-
折弯机如何实现折弯效果2022-11-01 1080
-
折弯机激光保护装置应如何维护与保养2023-06-19 780
-
折弯机专用激光安全保护装置2023-06-24 857
-
GTE-XM折弯机激光保护装置的工作原理2023-07-19 761
-
SMT贴片机工作原理详解2023-09-04 2912
-
液压板料折弯机远程监控智慧运维系统方案2024-09-10 160
全部0条评论

快来发表一下你的评论吧 !
