

技术革新,EtherCAT转CAN网关,新能源汽车电池产线再升级
电子说
描述
技术革新,EtherCAT转CAN网关,新能源汽车电池产线再升级
在智能制造快速发展的浪潮下,工业机器人核心部件的生产精度要求不断提升。某工业机器人减速器制造企业的精密加工产线中,前道工序的数控机床采用ethercat协议的倍福PLC实现高精度运动控制,而后道环节使用汇川变频器CAN协议。两种工业通信协议的差异导致设备间信号传输延迟达到50毫秒,生产节拍存在偏差,产品合格率波动幅度过大,需要通过工业协议转换方案实现全产线数据无缝对接。
方案设计
采用稳联技术EtherCAT转CAN协议转换网关构建异构网络桥梁,形成"倍福PLC通过EtherCAT转CAN协议转换网关连接汇川变频器(CAN从站)"的结构。网关在EtherCAT侧作为从站,支持1000字节/数据吞吐;在CAN侧作为主站,波特率动态配置为800kbit/s,256条报文,兼容CAN2.0A/B。系统拓扑图中,网关通过RJ45接口与倍福PLC的EtherCAT端口直连,CAN总线采用双绞屏蔽线连接变频器,终端电阻配置为120Ω。

核心设备选型
- EtherCAT主站PLC:信号通过 CX2043 嵌入式控制器,8 个带快速输入滤波的 EL1018 数字量输入端子模块 (8 通道) 采集和 26 个带分布式时钟功能的 EL2202 数字量输出模块快速输出信号。
其多任务处理能力可同时运行运动控制、逻辑控制和数据采集任务,满足涂布机1ms控制周期需求。
- CAN协议汇川变频器:支持CANopenDS403驱动配置文件,内置PID控制器和制动单元。通过设置P0.02参数为12(CANopen模式),实现与网关的即插即用连接。
- 协议转换网关:EtherCAT转CAN协议转换网关,支持ESI文件自动生成,提供1000字节输入/输出缓冲区,支持256条CAN报文。其LED状态指示灯可实时显示EtherCAT链路(ECT灯)和CAN通信(RUN灯)状态。

1. 硬件连接 :
将EtherCAT转CAN协议转换网关的EtherCAT接口与CX5140的X1端口连接,CAN_H/CAN_L分别接入MD300的CAN+和CAN-端子;
A使用24V直流电源为网关供电,确保电压波动在±5%范围内。
B站点数:每分段 32 个站(不带中继),可多到 127 个站(带中继); 插头连接:3 针可插拔端子
2. 软件配置 :
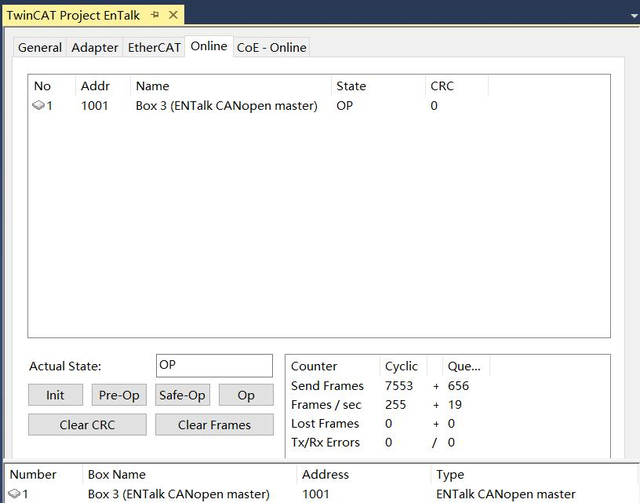
在TwninCAT XAE(TcXaeShell)中导入网关ESI文件,进入VS 开发环境,自动生成EtherCAT从站设备描述。配置从站地址为0x02,映射PDO输入输出缓冲区至PLC变量;
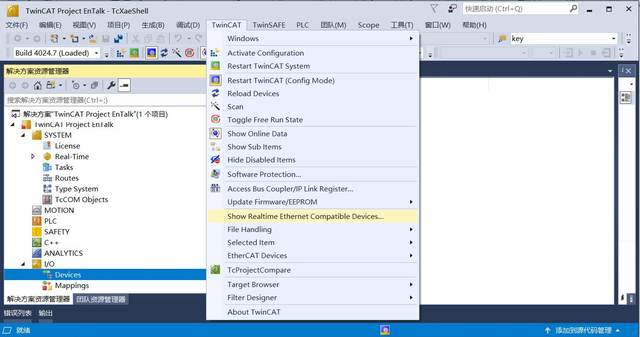
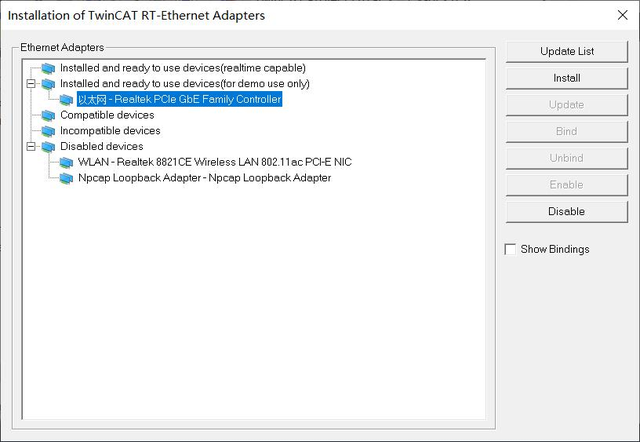
在 TC3 内安装 EtherCAT 主站网卡驱动,点击主菜单栏“TwinCAT”下的“Show Realtime Ethernet Compatible Devices…”,选择本机网卡,点击“Install”
通过汇川软件设置变频器节点ID为3,波特率500kbit/s,映射控制字(COBID0x604)和状态字(COBID0x584)至网关的CAN通信缓冲区。
本案例为新能源汽车电池生产提供了协议融合的典型范式。CAN转EtherCAT协议转换网关网关通过精准的协议转换技术,在保留现有设备的前提下,实现了EtherCAT高速实时性与CAN设备低成本优势的完美结合。据行业分析机构预测,到2026年全球新能源汽车电池产线的协议转换市场规模将突破15亿美元,类似解决方案在电芯卷绕、模组焊接等环节的推广,将加速智能制造在新能源领域的落地进程,进一步实现跨车间级的设备协同,推动电池生产向工业4.0迈进。
审核编辑 黄宇
-
让太阳能逆变器“狂飙”的秘诀-耐达讯CAN转EtherCAT网关2025-07-18 741
-
条码信号“搭子”来了:CAN转EtherCAT扫码连动器,靠谱!2025-07-16 561
-
耐达讯CAN转EtherCAT网关,变频器通信升级的“真香”指南2025-07-15 537
-
让电磁阀“听懂”EtherCAT:耐达讯CAN转EtherCAT网关2025-07-14 449
-
蓄电池放电技术革新:引领能源存储新时代2025-02-08 6077
-
can转profinet网关实现汽车生产的革新2023-12-25 1051
-
回收新能源汽车,回收电动汽车,回收新能源汽车电池模组,回收新能源汽车电机, 回收新能源汽车软包电池组2021-12-13 2146
-
回收新能源汽车电池包,回收新能源汽车电池 , 回收新能源汽车,18650电池组回收2021-12-02 1729
-
回收新能源汽车电池包,回收新能源汽车电池 回收新能源汽车18650电池组 回收新能源汽车软包电池组2021-09-24 1618
-
新能源汽车回收业务|新能源汽车电池包回收|新能源汽车电池模组回收|库存新能源汽车回收|新能源汽车高价回收2021-09-14 9227
-
新能源汽车电池铜排软连接(T2)2021-05-31 1128
-
新能源汽车的电池如何养护2019-05-10 3180
全部0条评论

快来发表一下你的评论吧 !
