

关于连接器的不规范安装及光伏电缆与连接器金属芯的压接问题的分析
连接器
描述
随着近几年分布式特别是户用光伏市场的快速发展,系统的质量问题愈发突出。光伏系统发生火灾,不仅会给行业带来负面影响,而且还涉及人身安全。据国外一份调研报告,互插和连接器不规范安装排在火灾原因第1和第3位。本文着重分析连接器的不规范安装,尤其是光伏电缆与连接器金属芯的压接问题。
1. 市场现状
在一个光伏发电系统中,光伏连接器主要应用于组件、汇流箱、逆变器以及它们之间的连接,其中大多数是在工厂内安装,压接质量相对可靠。剩余还有10%左右的连接器需要在工程现场依靠手工安装,主要指连接各设备的光伏两端需要安装连接器。根据多年客户走访的经验,由于现场安装工人缺少培训以及不采用专业的压接工具,压接不规范现象普遍存在,如下所示。

图1:不规范压接案例
2. 金属芯的类型及特点
金属芯是连接器组成的主体,也是最主要的通流路径。目前市场上绝大多数的光伏连接器采用的是“U”型金属芯,它是由铜片冲压成型的,也称为冲压型金属芯。得益于冲压工艺,“U”型金属芯不仅生产效率高,而且可以成链条式排布,非常适合自动化线束生产。
部分采用“O”型金属芯,它是由细铜棒两端钻孔成型,也称为机加工型金属芯。“O”型金属芯只能单个压接,不适合自动化设备使用。
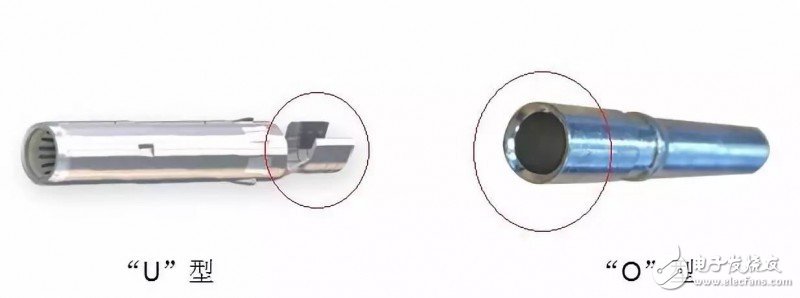
图2:金属芯类型
还有一种极为少见的金属芯是免压接的,它靠弹簧片和电缆连接。由于不需要压接工具,所以安装相对简单方便。但是,弹簧片连接会导致接触电阻较大,且不能保证长期可靠性。一些认证机构也不认可此种金属芯。
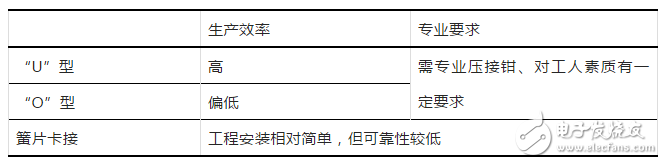
表1:不同金属芯特点
3. 压接基础知识
压接是一种最基本和常见的连接技术。不计其数的压接,每天都在发生。同时,压接已经被证明是一种成熟可靠的连接技术。
3.1 压接过程
压接的可靠性很大程度上取决于工具和操作,两者共同决定了最后的压接效果是否满足标准的要求。以“U”型金属芯为例,其基本上是铜镀锡的材质,需要通过压接和光伏电缆连接,其压接过程如下所示:
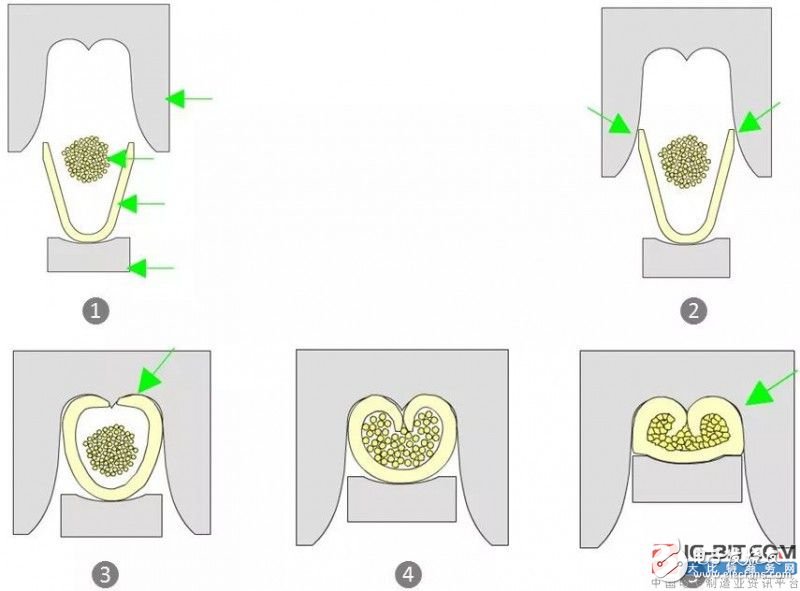
图3:压接过程
不难看出,“U”型金属芯压接是一个随着压接高度逐渐减少(同时压接力逐渐增加),铜片包裹电缆铜丝逐渐压缩的过程。在这个过程中,对压接高度的管控直接决定了压接品质的好坏。压接宽度的管控不是很重要,因为压接模具决定了宽度值。
3.2 压接高度
很多人知道压接太松或者太紧都不好,那么随着压接的进行,应该将压接高度控制在多少呢?另外,两个重要的质量指标即拉脱力和导电性在此过程中如何变化?
- 相关推荐
- 热点推荐
- �
-
压接式N头连接器安装方便吗2024-11-19 1362
-
M8连接器3芯是什么2024-04-30 1893
-
金属防水连接器深圳市科耐沃尔科技有限公司 2024-03-06
-
光纤快速连接器有何作用?光纤快速连接器如何安装使用?2023-12-27 2792
-
光伏组件连接器的种类及原理2023-09-16 3551
-
光伏连接器怎么使用 一块光伏组件多少个光伏连接器组成2023-08-29 3310
-
M12连接器4芯的安装方式2023-08-19 6184
-
M16连接器的固定安装方式2023-08-05 2490
-
德索连接器厂家,压接fakra连接器使用注意事项2023-04-10 1831
-
【知识】光伏连接器的发展及技术特性2023-04-04 3415
-
防水连接器金属与塑料连接器的区别2023-02-22 983
-
康瑞电子讲解连接器压接工艺规范知识!2022-12-13 2114
-
关于USB端口,电缆和连接器电子学习 2022-12-11
-
雷莫连接器压接针芯2017-09-05 3853
全部0条评论

快来发表一下你的评论吧 !
