

如何实现PLC与HMI通讯
描述
来源:晓煜大发现
在工业自动化行业中PLC和HMI这俩个可是黄金搭档,PLC在那HMI就在那几乎都是形影不离的。现场操作人员通过HMI可以直观的看到现场的产量,设备的状态信息。那这一效果是怎么实现的?
通讯目的与原理
HMI 作为 PLC 的上位机或操作员界面,其主要任务是监控和控制PLC 系统。通讯的核心是实现 PLC 与 HMI 之间的双向数据交换。他们之间的双向流程 PLC --> HMI: 将 PLC 内部的状态信息(如输入信号状态、输出信号状态、内部变量值、故障代码、过程数据等)实时传输给 HMI 进行显示。 HMI --> PLC: 将操作员在 HMI 上发出的指令(如启动/停止命令、参数设定值、模式选择等)传输给 PLC 执行
简单来说他们二个人就是一直在进行对话沟通,HMI说:我这边需要某台设备的运行状态,这个时候PLC就会说:收到,然后把数据发给HMI。PLC说:我这台设备停机了,你那边更新一状态信息,这时候后HMI对应的内容就会更新并显示。
常用的通讯方式
从物理接口上来区分主要有三种
1、串行接口也叫串口通讯,也是我们常用说的RS-232、 RS-485优点:成本较低,线路简单(通常只需一对信号线),抗干扰能力较强,适合中短距离通讯。
2、以太网接口,也就是我们常说的插网线。特点简单方便,传输速度快
3、无线通讯比如连接wifi
无论使用哪种物理层(串口、以太网、无线),PLC 与 HMI 之间都需要遵循特定的应用层通讯协议来规定数据如何打包、寻址和解释
常用的通讯协议
Modbus (RTU over 串口/总线 或 TCP over 以太网): 简单、开放、广泛支持。
S7 Communication (Siemens S7 PLCs): 西门子PLC专用协议,高效。
OPC (OLE for Process Control): 一种软件接口标准,HMI/SCADA 软件通过 OPC 客户端访问 PLC 的 OPC 服务器数据,实现不同厂商设备间的互通(常基于以太网)。
Profinet (Siemens & Profibus International): 基于工业以太网的实时协议。
EtherNet/IP (Rockwell/ODVA): 基于标准以太网和 CIP (Common Industrial Protocol) 的协议。
各PLC厂商的专有协议(如三菱的 MC Protocol,欧姆龙的 Host Link/FINS)
使用方法
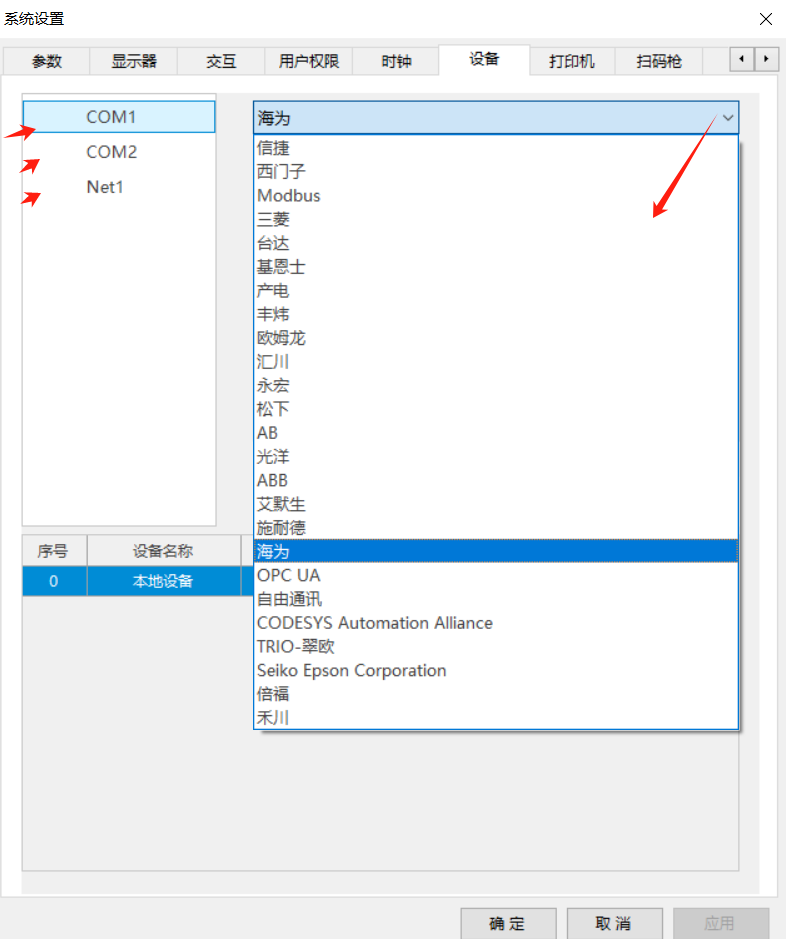
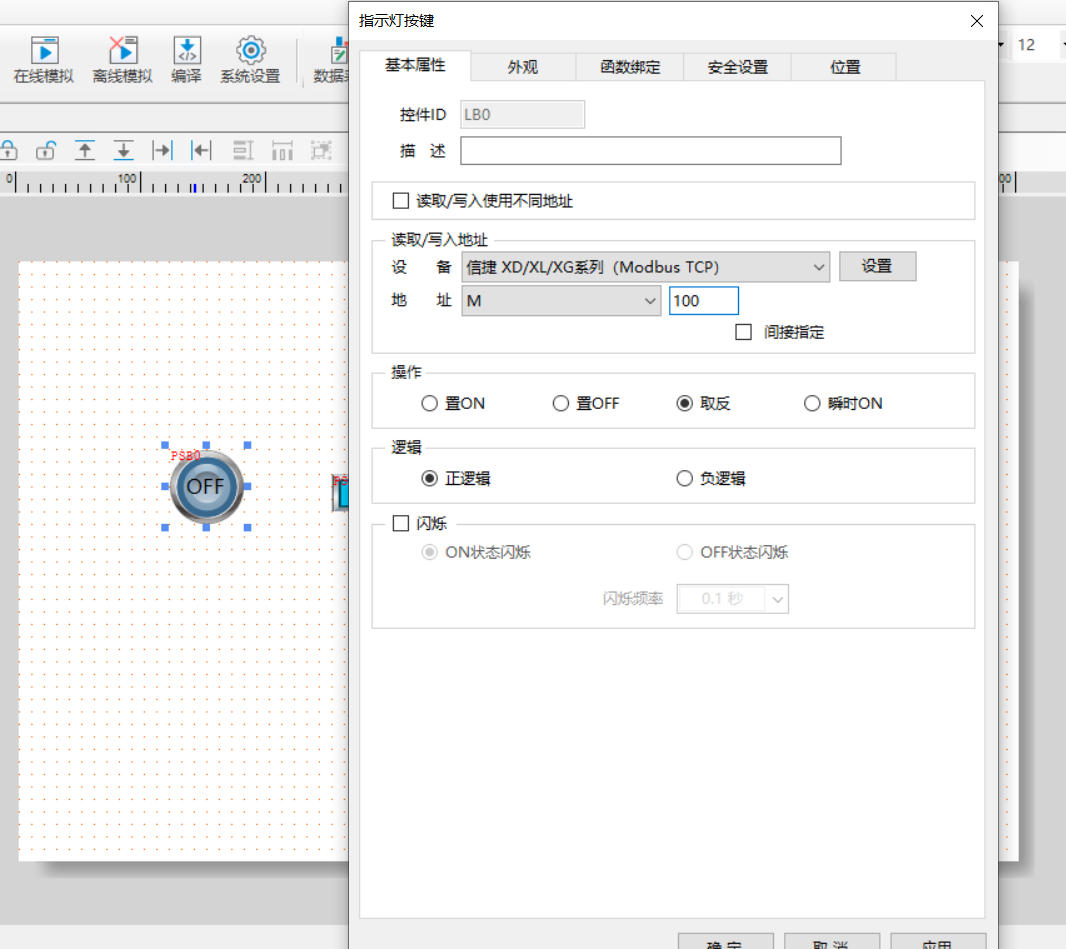
例如以信捷TS5系例的触摸屏为例这边与PLC进行通讯。 第一步 先确定HMI支持PLC型号,还有连接方式是走串口还是走网口。
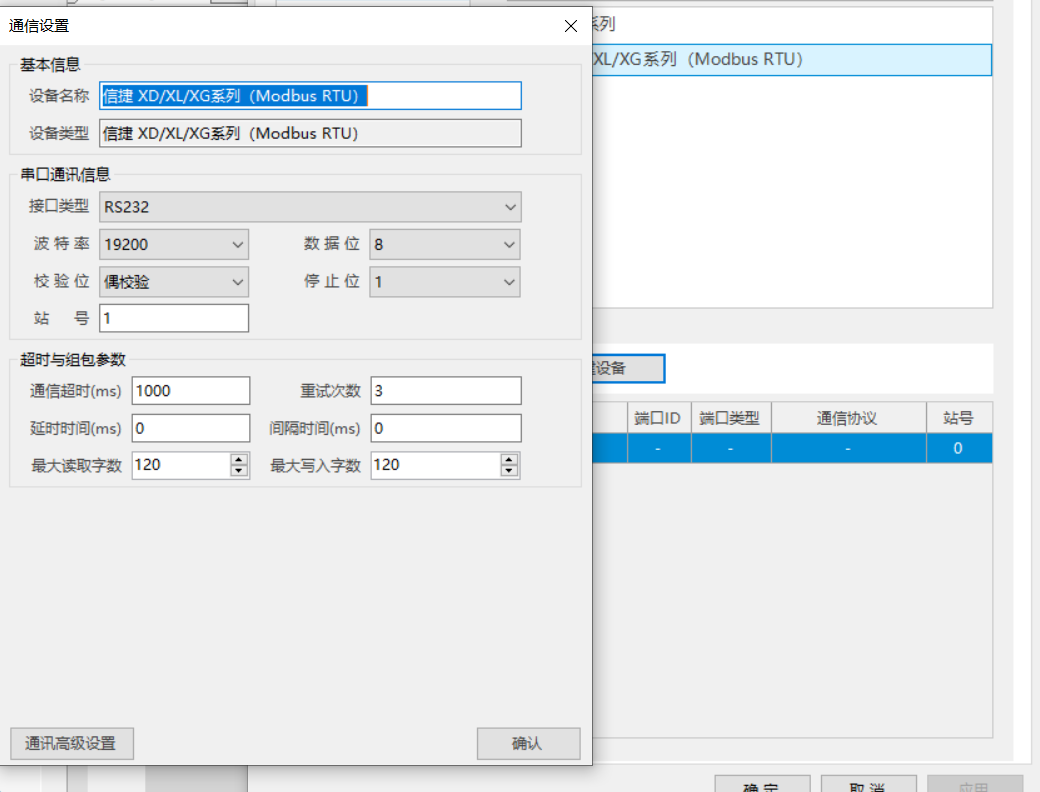
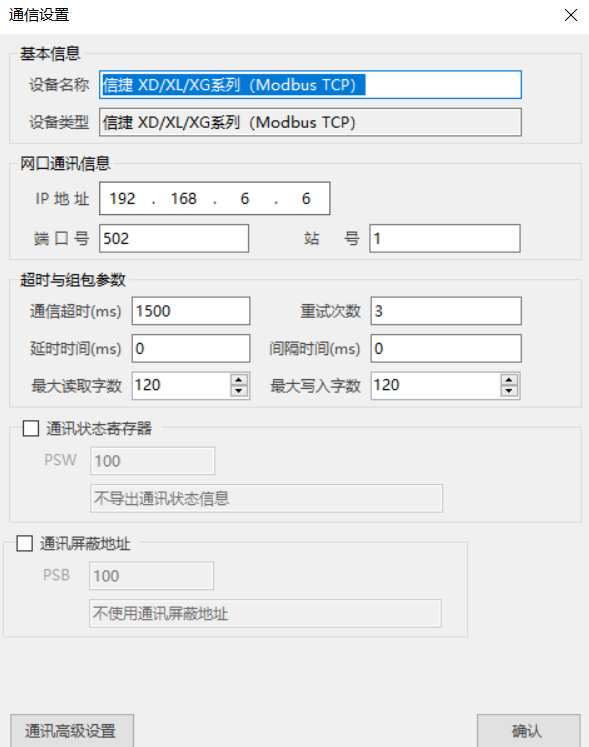
第二步 配置通讯地址,如果是串口就需要配置好对应的波特率、从站地址数据位、停止位。网口通讯确实IP地址和端口号。
第三步 绑定PLC的数据地址。
第四步
测试通讯连接与更新触摸屏
总结
PLC 与 HMI 的通讯本质上是 PLC(作为数据源/执行器)与 HMI(作为显示/操作终端)之间通过特定物理介质(串口线、网线、总线、无线)和通讯协议(Modbus, S7, OPC, Profinet, EtherNet/IP 等)进行数据交换的过程。实现的关键在于 正确连接硬件、在双方设备上精确配置匹配的通讯参数和协议、在 HMI 软件中准确绑定 PLC 内部数据地址。以太网因其高速和灵活性已成为最主流的选择,而 Modbus(尤其 Modbus TCP)因其开放性也得到广泛应用
-
为什么使用STM32 HAL库与HMI串口通讯32发送串口指令给HMI屏幕无法实现指令操作呢2022-02-18 1354
-
简述PLC工控系统中HMI的重要性2018-11-12 11287
-
触摸屏与PLC如何实现通讯?2019-09-13 91782
-
PLC如何实现以太网口无线通讯2022-03-08 5909
-
如何将多个PLC连接到HMI2022-04-28 7036
-
如何实现plc和hmi远程上下载程序?2022-11-07 2887
-
西门子HMI设备与V20变频器如何实现通讯2023-04-07 915
-
常见的PLC通讯协议2023-06-29 9413
-
介绍Smart Line触摸屏与V20变频器通过MODBUS通讯的实现方法2023-07-18 6068
-
多台PLC和HMI如何实现跨网段访问和NAT转换2023-08-08 1744
-
PLC不同模式下的通讯模块实现方案2023-08-17 1553
-
HMI与PLC集成加速智慧工厂数字化转型2023-08-30 11219
-
不同品牌PLC之间如何实现无线通讯2023-09-07 2217
-
宏集Web HMI快速实现PLC数据的远程监控2024-03-27 1846
-
松下FP系列PLC以太网通讯模块升级MES系统实现编程口复用与HMI并行通讯工业应用案例2026-05-30 773
全部0条评论

快来发表一下你的评论吧 !
