

从失效分析到工艺优化:推拉力测试机在微电子封装中的应用
电子说
描述
随着微电子技术的快速发展,芯片互连工艺作为电子封装的核心环节,其可靠性直接决定了整个电子产品的性能和寿命。
引线键合作为最传统且应用最广泛的芯片互连技术,已有五十余年的发展历史,但其质量控制始终是行业关注的焦点。在众多质量检测方法中,非破坏键合拉力试验因其高效、准确且不损伤产品的特点,成为确保键合可靠性的关键手段。
本文科准测控小编将系统介绍引线键合工艺原理、质量控制标准,重点分析Alpha W260推拉力测试机在非破坏键合拉力试验中的应用流程和技术要点,为微电子封装领域的质量控制提供实用参考。
一、引线键合工艺原理及技术特点
引线键合是一种固相键合技术,通过外加能量(超声、压力、热)使金属产生塑性变形及原子固相扩散,从而实现紧密连接。根据材料不同,主要分为Au丝键合和Al丝键合两大类型。
Au丝球焊键合采用热声焊原理,是热压球焊与超声焊的结合。其工艺过程包括:Au丝穿过碳化钨或陶瓷劈刀通孔,通过电容放电在Au丝顶端形成Au球,然后在芯片键合区进行球焊(第一点),最后在成膜基板上完成楔形焊(第二点)。金丝球焊的劈刀通孔直径通常为丝径的1.3-1.6倍,金球尺寸控制在丝径的2.5-3倍。键合用Au丝需经500℃高温退火15-20分钟,以改善延展性和柔韧性。

Al丝楔焊键合则采用纯超声焊原理,无需加热。其键合能量与Al丝硬度的关系符合CE=H³/²D³/²公式,其中E为键合能量,C为振动系数,H为Al丝硬度,D为Al丝直径。Al丝也需经过真空退火处理(380-400℃,30-40分钟)以降低硬度,提高键合性能。
带状引线键合是丝键合的重要变体,包括Au带热声键合和Al带超声楔焊。相比丝键合,带状键合具有高频寄生效应小、抗干扰性好、电流承载能力大等优势,特别适用于大功率电路和微波电路。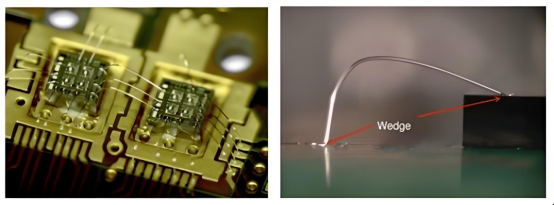
二、键合质量评价标准与关键指标
键合质量评价体系包括破坏性测试和非破坏性测试两大类,其中非破坏键合拉力试验因其无损特性成为生产过程中最常用的质量控制手段。
1. 键合强度标准要求
根据GJB548B等行业标准,键合强度需满足以下最低要求:
· 直径25μm Au丝:≥3.0gf
· 直径50μm Au丝:≥5.0gf
· 直径100μm Al丝:≥10.0gf
· 直径300μm Al丝:≥30.0gf
2. 非破坏键合拉力试验设定值
非破坏性测试的拉力设定值为对应直径键合引线密封前最小键合强度的80%,具体如下表所示: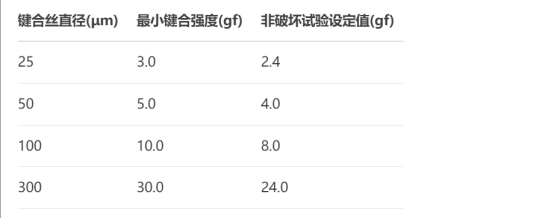
3. 键合点几何要求
· Au丝球焊焊球直径:>2倍丝径,<5倍丝径
· 楔焊焊点宽度:>丝径,<2.5倍丝径
· 楔焊焊点长度:>1.5倍丝径,<5倍丝径
· 键合点位置精度:>75%面积落在键合区内(航天产品要求100%)
三、Alpha W260推拉力测试机****的应用
设备特点
a、高精度:全量程采用自主研发的高精度数据采集系统,确保测试数据的准确性。
b、多功能性:支持多种测试模式,如晶片推力测试、金球推力测试、金线拉力测试以及剪切力测试等。
c、操作便捷:配备专用软件,操作简单,支持多种数据输出格式,能够完美匹配工厂的SPC网络系统。
四、非破坏键合拉力试验标准化流程
1. 试验前准备
- 设备校准 :每日使用前需进行力传感器校准,确保测试精度
- 钩针****选择 :根据键合丝直径选择合适钩针,满足以下关系:
o 直径≤51μm:拉钩直径≥2倍丝径
o 51<直径≤127μm:拉钩直径≥1.5倍丝径
o 直径>127μm:拉钩直径≥1倍丝径
- 参数设置 :按照标准设置非破坏拉力值(最小键合强度的80%)
- 速度设置 :控制拉钩移动速度,使初始接触冲击力不超过设定值的20%
2. 测试操作步骤
- 样品固定 :将待测电路稳固安装在测试平台上,避免移动
- 光学对位 :使用显微镜定位待测键合丝,确保拉钩与引线接触点位于:
o 芯片与基板间键合:中点与芯片边缘之间
o 基板与引线柱间逆向键合:中点与引线柱之间
- 拉力方向 :调整拉钩位置,使拉力方向与基板/芯片表面基本垂直
- 施加拉力 :以恒定速度施加拉力至设定值,保持时间不超过1秒
- 结果判定 :观察键合点是否分离,记录保持完好的合格样品
3. 抽样方案与接受标准
根据产品等级不同,采用不同的抽样方案:
K级电路(宇航级) :
· 100%全检
· 允许的PDA(允许缺陷率):2%或1根失效(取较大值)
· 失效批允许重新测试一次,PDA降为1.5%
H级电路(高可靠级) :
· 每批至少2个电路样本,每个至少15根键合丝
· 发现1根失效时,追加2个电路100%测试
· 接受标准:0失效
4. 测试注意事项
- 拉力点选择 :必须避开键合点根部,防止人为引入应力集中
- 射频电路处理 :对无法直接测试的射频电路,需制作模拟样品进行替代测试
- 环境控制 :应在洁净环境中操作,避免污染影响测试结果
- 数据记录 :详细记录测试日期、操作员、设备参数、测试结果等信息
- 失效分析 :对失效样品进行显微检查,分析失效模式(脱键、丝断裂、弹坑等)
五、常见问题分析与解决方案
1. 典型失效模式及原因
- 界面脱键 :
o 键合区污染或氧化
o 键合能量不足(超声功率低、压力小、时间短)
o 金属化层厚度不当(过薄或过厚)
- 引线断裂 :
o 键合形变过大导致踵部裂纹
o 引线材料缺陷(退火不足、杂质含量高)
o 拉力测试时拉钩位置不当
- 弹坑(露底)缺陷 :
o 键合能量过大(特别是超声功率过高)
o 芯片Al键合区存在硅结瘤
o 键合压力过高
2. 工艺参数优化建议
- Au丝球焊 :
o 第一点球焊:温度150±5℃,压力30-50gf,超声功率30-50mW,时间10-20ms
o 第二点楔焊:压力比第一点高20%,其他参数类似
- Al丝楔焊 :
o 超声功率比Au丝高30-50%
o 压力设置50-80gf
o 键合时间20-30ms
o 可适当加热(约100℃)提高键合强度
3. 特殊应用注意事项
- PCB板键合 :
o 键合温度必须低于PCB材料的Tg温度
o 建议优先使用Al丝键合
o 如需Au丝键合,应选择Tg>150℃的高性能基材(如聚酰亚胺)
- 宇航应用 :
o 功率芯片禁用Au-Al键合系统
o 每月进行300℃、1h的键合强度稳定性试验
o 硅铝丝键合不允许返工
- Au-Al键合系统 :
o 控制Au层厚度在0.5-0.8μm以减少IMC影响
o 对于必须使用的场合,需通过300℃高温考核
以上就是小编介绍的有关于微电子封装芯片互连工艺技术—引线键合测试相关内容了,希望可以给大家带来帮助!如果您还想了解更多BGA封装料件焊点的可靠性测试方法、视频和操作步骤,推拉力测试机怎么使用视频和图解,使用步骤及注意事项、作业指导书,原理、怎么校准和使用方法视频,推拉力测试仪操作规范、使用方法和测试视频,焊接强度测试仪使用方法和键合拉力测试仪等问题,欢迎您关注我们,也可以给我们私信和留言,【科准测控】小编将持续为大家分享推拉力测试机在锂电池电阻、晶圆、硅晶片、IC半导体、BGA元件焊点、ALMP封装、微电子封装、LED封装、TO封装等领域应用中可能遇到的问题及解决方案。
审核编辑 黄宇
- 相关推荐
- 热点推荐
- 推拉力测试机
-
推拉力测试机在CBGA焊点强度失效分析中的标准化流程与实践2025-08-15 570
-
从理论到实践:推拉力测试机在微电子封装失效分析中的关键作用2025-06-09 589
-
提升功率半导体可靠性:推拉力测试机在封装工艺优化中的应用2025-06-05 725
-
多功能推拉力测试机:原理及应用2024-12-26 1289
-
涨知识:元器件失效之推拉力测试,附推拉力测试机的应用!2024-05-23 1787
-
IC封装推拉力测试机配置、特点及应用2023-12-25 1225
-
我们都要学会正确使用推拉力测试机2023-08-17 1348
-
什么是推拉力测试机?推拉力测试机的工作原理2023-06-03 2849
-
全自动推拉力测试机金丝键合推拉力测试机2023-05-12 1533
-
这五点显示了推拉力测试机的优势2023-03-30 835
-
推拉力测试机的原理基于力学原理2023-03-08 1595
-
讲述晶元焊接剪切推拉力测试机的应用2022-10-20 1636
-
不亚于DAGE4000的TST推拉力测试机 深圳 旭日鹏程2020-06-05 1645
-
性能不亚于DAGE4000的MFM1000多功能推拉力测试机 产地:深圳2011-11-22 4520
全部0条评论

快来发表一下你的评论吧 !
