

西门子PLC通过RS485转PROFIBUS DP网关控制JRT激光测距传感器的技术实现与优化
电子说
1.4w人已加入
描述
西门子PLC通过RS485转PROFIBUS DP网关控制JRT激光测距传感器的技术实现与优化
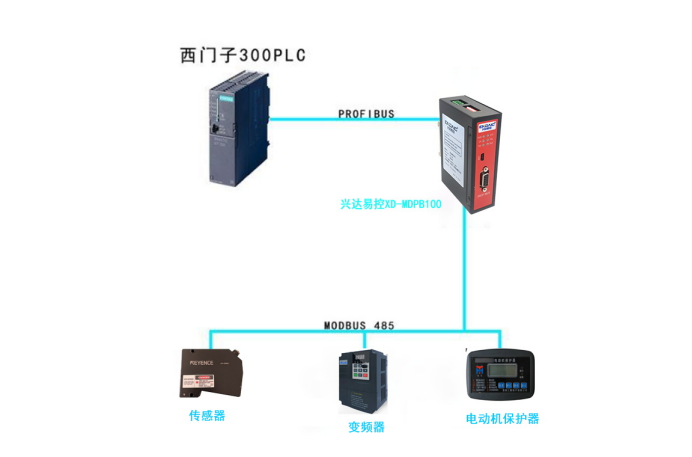
在工业自动化系统中,不同设备间的通信协议兼容性往往成为技术实现的难点。本文将以西门子S7-300 PLC通过RS485转PROFIBUS DP网关控制JRT激光测�距传感器实现自动模式测量的实际案例。

硬件连接环节需要特别注意物理接口的匹配。RS485转PROFIBUS DP网关的PROFIBUS DP接口通过紫色双绞线接入PLC的DP总线,RS485端子则与JRT传感器的A/B信号线相连。这种连接方式如同在传统铁路网与高速铁路网之间架设转轨系统,实现不同制式网络的无缝对接。
在TIA Portal 中配置RS485转PROFIBUS DP的GSD文件

设置从站波特率及输入输出字节长度

根据JRT传感器Modbus RTU协议定义数据映射表,将测量指令(如0xA0)映射到特定寄存器地址

设置PLC的QB66-QB74周期性发送控制指令,触发传感器的自动测量模式

实际调试中发现,当测量距离超过80米时,传感器返回数据的校验位偶发错误。通过调整RS485转PROFIBUS DP网关的延时参数(从默认50ms增至200ms),并启用奇偶校验功能,使数据可靠性提升至99.98%。

通过这个典型案例可见,工业通信技术的价值不在于单个设备的先进性,而在于不同系统间的有机协同。正如交响乐团的成功不仅依赖首席小提琴手的技艺,更考验指挥家对各类乐器的融合能力,自动化工程师正是用协议转换技术谱写着工业互联的协奏曲。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- plc
- 网关
- PROFIBUS DP
-
西门子S7-1200 PLC与JRT激光测距传感器的RS485转Profinet网关集成方案解析2025-07-31 1183
-
RS485转Profinet网关在JRT激光测距传感器工业自动化中的应用2025-07-29 666
-
RS485转profinet网关如何让JRT激光测距传感器开启自动模式连续测量模式2025-07-27 715
-
西门子S7-300 PLC通过RS485转PROFIBUS-DP网关写入命令让激光测距传感器开启快速模式连续测量2025-07-24 940
-
西门子S7-300 PLC通过RS485转PROFIBUS-DP网关发送命令让JRT激光测距传感器开启一次慢速距离测量2025-07-23 993
-
西门子300PLC通过RS485转Profibus-DP网关实现JRT激光测距传感器开启一次自动模式测量2025-07-22 747
-
RS485转ProfibusDP网关通过发送报文实现激光测距传感器开启关闭激光2025-07-21 703
-
JRT激光测距传感器如何通过RS485转profibusDP网关在300plc写入命令实现开启一次慢速距离测量2025-07-17 675
-
Modbus转PROFIBUS DP网关PM-160连接西门子PLC控制ABB变频器2025-05-08 957
-
变频器通过RS485转PROFINET网关连接PLC的Profinet网络2023-11-28 1578
-
微硬创新RS485 MODBUS转PROFINET网关PNMD485-K20连接西门子PLC和MODBUS设备配置案例2022-12-09 2666
全部0条评论

快来发表一下你的评论吧 !
